一种板材表面平整度检测系统的制作方法
本技术属于板材检测,具体涉及一种板材表面平整度检测系统。
背景技术:
1、金属板材是工业生产中常见的一种中间件,其产生主要是各类企业为了适应不同工业部门工业化生产各类产品的需要,而生产的一种窄而长的金属板材,目前,在进行金属板材加工时,金属板材加工半成品需要经过分条切割、热处理、压轧、修边等多道工艺环节才能最终被加工为金属板材成品。
2、当金属板材经过一系列的工艺环节过程中,金属板材加工件会被切割、加热、压制成型,由于金属板材本身金属材料的特殊性质,当整个生产过程操作结束后,成卷的金属板材成品中难免会有部分区域存在过度弯曲、侧向弯曲以及平整度差等问题。
3、在现有的操作过程中,金属板材的平整度检测一般都单纯的借助人工来完成,即操作人员通过肉眼观察以及触摸等方式实现金属板材的平整度检测,显而易见,这样的操作方式存在检测效率低、检测精准度差、工作人员负担重、难以对大尺寸板材进行检测等问题,因此,提高检测效率、提高检测精准度、降低工作人员负担、方便对大尺寸板材进行检测,对实现板材平整度的高效检测具有重要意义。
技术实现思路
1、为了解决上述全部或部分问题,本实用新型的目的在于提供一种板材表面平整度检测系统,可以方便对大尺寸板材进行检测、提高检测效率、提高检测精准度、降低工作人员负担。
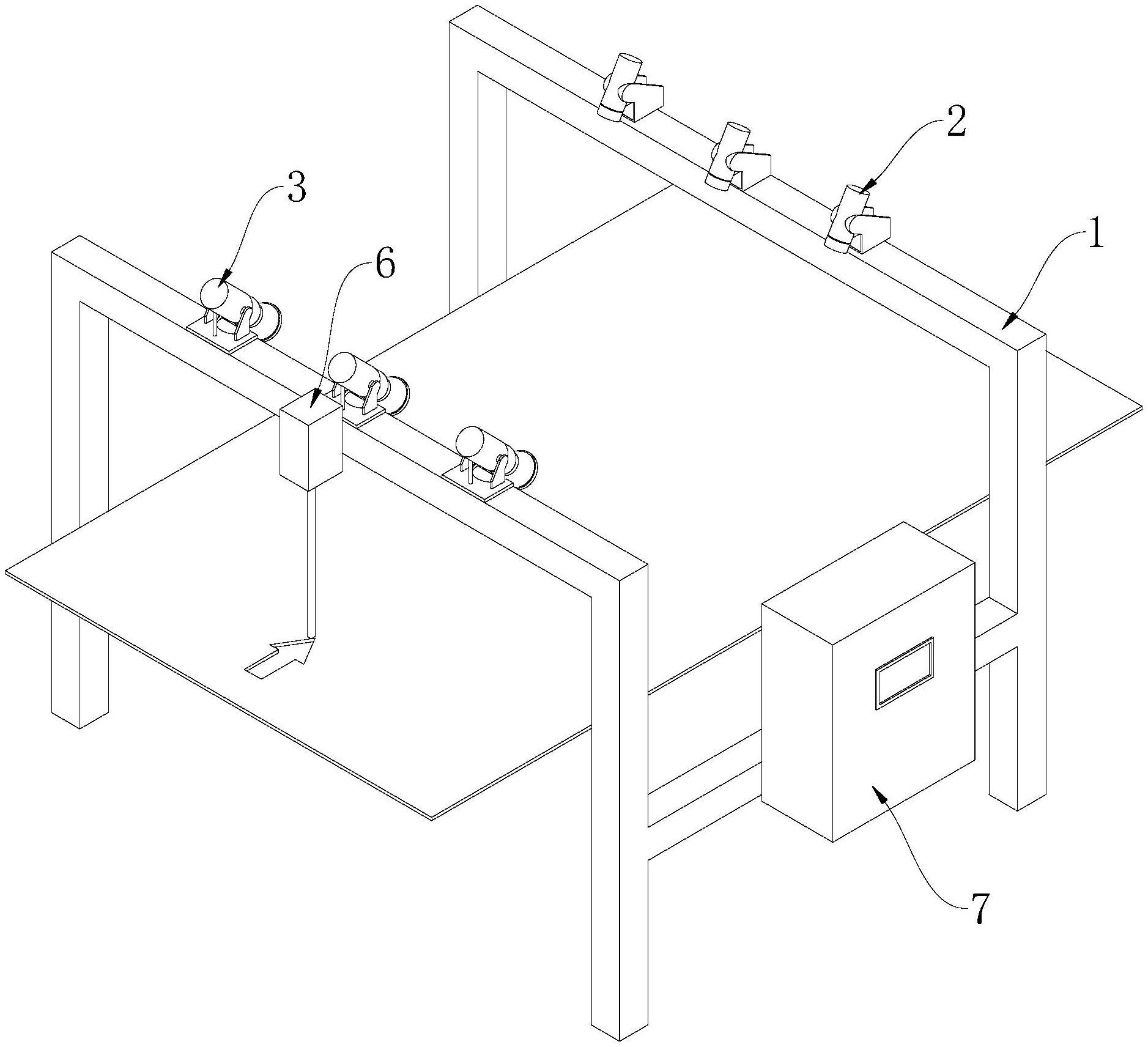
2、本实用新型提供了一种板材表面平整度检测系统,包括:
3、龙门架,起支撑与承接作用,且板材能够从所述龙门架的下方经过;
4、线性激光源,数量至少为一个、且设置于所述龙门架上,所述线性激光源用于向板材表面投射光源;
5、检测相机,数量与所述线性激光源相等、且设置于所述龙门架上,所述检测相机与线性激光源一一对应,且所述检测相机用于采集相应的所述线性激光源在板材表面投射的光源图像;
6、其中,所述线性激光源至少设置成:单个所述线性激光源投射的光源能够覆盖板材的宽度方向,或者多个所述线性激光源投射的光源能够共同覆盖板材的宽度方向。
7、可选地,所述线性激光源与检测相机的数量分别为多个,多个所述线性激光源和检测相机分别沿板材的宽度方向均匀分布,且多个所述线性激光源投射的光源能够共同覆盖板材的宽度方向。
8、可选地,所述线性激光源包括支撑座和激光线发射器,所述支撑座设置于所述龙门架上,所述激光线发射器设置于所述支撑座上,且所述激光线发射器至少能够发射两条平行激光源。
9、可选地,所述支撑座与所述龙门架可拆卸连接,并使相邻两个所述激光线发射器之间的间距能够进行调节。
10、可选地,所述激光线发射器与相应的所述支撑座通过阻尼件形成阻尼转动连接,且所述激光线发射器能够沿竖直方向摆动,并与水平面之间形成夹角。
11、可选地,所述检测相机包括承接座和视觉相机,所述承接座设置于所述龙门架上,所述视觉相机设置于所述承接座上。
12、可选地,所述承接座与所述龙门架可拆卸连接,并使相邻两个所述视觉相机之间的间距能够进行调节。
13、可选地,所述视觉相机与相应的所述承接座通过阻尼器形成阻尼转动连接,且所述视觉相机能够沿竖直方向摆动,并与水平面之间形成夹角。
14、可选地,所述检测系统还包括:
15、激光测速传感器,设置于所述龙门架上,且所述激光测速传感器用于检测板材的行进速度。
16、可选地,所述检测系统还包括:
17、控制器,与所述线性激光源、检测相机以及激光测速传感器分别连接,且所述控制器用于控制所述线性激光源、检测相机以及激光测速传感器启闭;
18、中央处理器,与所述检测相机和激光测速传感器分别连接,且所述中央处理器用于对所述检测相机和激光测速传感器传递的信号进行处理;
19、显示器,与所述中央处理器连接,且所述显示器用于显示板材的三维图像信息。
20、由上述技术方案可知,本实用新型提供的板材表面平整度检测系统,具有以下优点:
21、该装置通过线性激光源向板材表面投射光源,并通过检测相机对线性激光源在板材表面投射的光源图像进行采集,如果板材表面平整度质量高,则检测相机拍摄到的光源图像为一条直线,如果板材表面有凸起或凹陷等其他不平整的地方,光源图像则会产生变形并呈弯曲状。此设计使得工作人员可以快速、便捷、清晰、准确的检测板材表面的平整度,既能提高检测效率,又能提高检测精准度,还能降低工作人员的负担。不仅如此,通过增加线性激光源和检测相机的数量,使得多个线性激光源投射的光源的宽度增加,进而使得检测系统能够对更宽尺寸的板材进行检测,提高使用适配性。
22、本实用新型的其它特征和优点将在随后的说明书中阐述。
技术特征:
1.一种板材表面平整度检测系统,其特征在于,包括:
2.根据权利要求1所述的板材表面平整度检测系统,其特征在于,所述线性激光源(2)与检测相机(3)的数量分别为多个,多个所述线性激光源(2)和检测相机(3)分别沿板材的宽度方向均匀分布,且多个所述线性激光源(2)投射的光源能够共同覆盖板材的宽度方向。
3.根据权利要求2所述的板材表面平整度检测系统,其特征在于,所述线性激光源(2)包括支撑座(21)和激光线发射器(22),所述支撑座(21)设置于所述龙门架(1)上,所述激光线发射器(22)设置于所述支撑座(21)上,且所述激光线发射器(22)至少能够发射两条平行激光源。
4.根据权利要求3所述的板材表面平整度检测系统,其特征在于,所述支撑座(21)与所述龙门架(1)可拆卸连接,并使相邻两个所述激光线发射器(22)之间的间距能够进行调节。
5.根据权利要求3所述的板材表面平整度检测系统,其特征在于,所述激光线发射器(22)与相应的所述支撑座(21)通过阻尼件(4)形成阻尼转动连接,且所述激光线发射器(22)能够沿竖直方向摆动,并与水平面之间形成夹角。
6.根据权利要求2所述的板材表面平整度检测系统,其特征在于,所述检测相机(3)包括承接座(31)和视觉相机(32),所述承接座(31)设置于所述龙门架(1)上,所述视觉相机(32)设置于所述承接座(31)上。
7.根据权利要求6所述的板材表面平整度检测系统,其特征在于,所述承接座(31)与所述龙门架(1)可拆卸连接,并使相邻两个所述视觉相机(32)之间的间距能够进行调节。
8.根据权利要求6所述的板材表面平整度检测系统,其特征在于,所述视觉相机(32)与相应的所述承接座(31)通过阻尼器(5)形成阻尼转动连接,且所述视觉相机(32)能够沿竖直方向摆动,并与水平面之间形成夹角。
9.根据权利要求1所述的板材表面平整度检测系统,其特征在于,所述检测系统还包括:
10.根据权利要求9所述的板材表面平整度检测系统,其特征在于,所述检测系统还包括:
技术总结
本技术公开了一种板材表面平整度检测系统,改善了板材表面平整度检测效率低、检测精准度差等技术问题。该装置包括龙门架;线性激光源,数量至少为一个、且设置于龙门架上,线性激光源用于向板材表面投射光源;检测相机,数量与线性激光源相等、且设置于龙门架上,检测相机与线性激光源一一对应,且检测相机用于采集相应的线性激光源在板材表面投射的光源图像;线性激光源至少设置成:单个线性激光源投射的光源能够覆盖板材的宽度方向,或者多个线性激光源投射的光源能够共同覆盖板材的宽度方向。本技术既可以提高板材表面平整度的检测效率和检测精准度,又可以降低工作人员负担,还可以实现对大尺寸板材的检测。
技术研发人员:郝汝栋,张立平,王丹
受保护的技术使用者:易安基自动化设备(北京)有限公司
技术研发日:20230423
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!