一种便携式异型部件测量尺的制作方法
本技术涉及一种现场检测量具,特别是一种便携式异型部件测量尺。
背景技术:
1、轮胎半制品均为异型部件,传统测量工具如游标卡尺等难以快速、精确的测出异型部件深度尺寸。传统测量工具只能测局部某一点的深度尺寸,无法连续测量各点深度尺寸,不能反映制品整体形貌特征。
技术实现思路
1、本实用新型的目的在于提供一种能够一次性测量制品整体深度尺寸的测量工具,为了实现该目的,本实用新型采用以下方案:
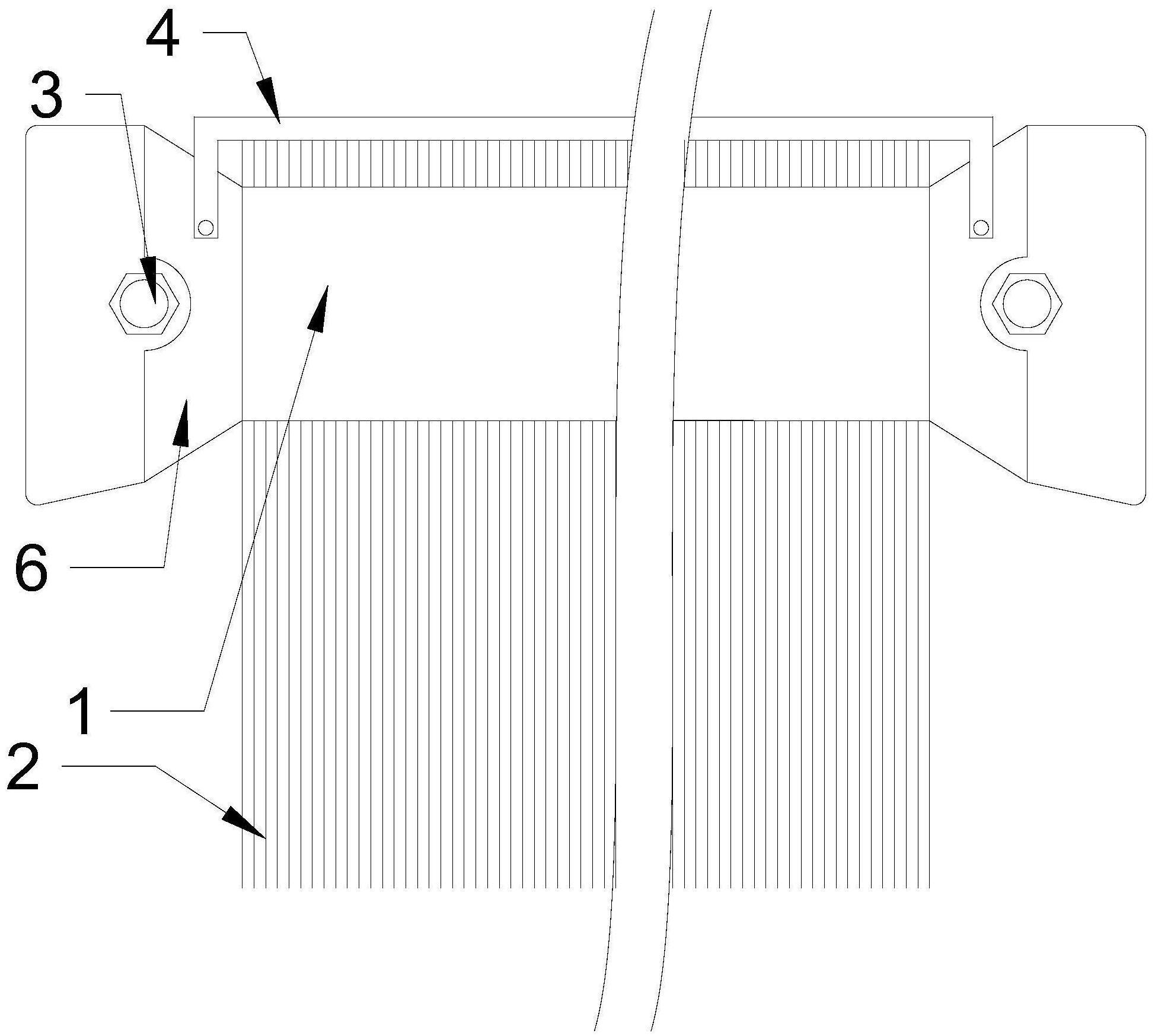
2、一种便携式异型部件测量尺,该测量尺包括薄板和圆柱形细钢棒,薄板设有形状和材质均相同的两片,两薄板重叠设置并且薄板的两端均设有紧固螺栓,两片薄板之间夹持设置一排形状和材质都相同的圆柱形细钢棒,所述圆柱形细钢棒垂直于薄板的长度方向,且圆柱形细钢棒上都标有刻度,薄板上方还设有零刻度标尺,圆柱形细钢棒的上端与零刻度标尺的上端对齐时读数为零。
3、作为优选,两薄板的夹持面上设有一层短绒。
4、作为优选,薄板的两端设有加厚的手持部。
5、作为优选,圆柱形细钢棒的长度为60-70mm。
6、作为优选,圆柱形细钢棒的量程为0-60mm,精度为1mm。
7、作为优选,薄板长度为390-410mm,宽度为26-34mm,厚度为1-2mm。
8、综上所述,本实用新型的优点在于能够快速测量异型部件各处的深度;操作简便,紧固螺栓松开就可以进行测量;测量完成时,拧紧紧固螺栓就可以进行读数;本实用新型可以实现精确多点同时测量并形成整体轮廓图,反映处制品各处形貌特征。
技术特征:
1.一种便携式异型部件测量尺,其特征在于:该测量尺包括薄板(1)和圆柱形细钢棒(2),薄板(1)设有形状和材质均相同的两片,两薄板(1)重叠设置并且薄板(1)的两端设有紧固螺栓(3),两片薄板(1)之间夹持设置一排形状和材质都相同的圆柱形细钢棒(2),所述圆柱形细钢棒(2)垂直于薄板(1)的长度方向,且圆柱形细钢棒(2)上都标有刻度,薄板(1)上方还设有零刻度标尺(4),圆柱形细钢棒(2)的上端与零刻度标尺(4)的上端对齐时读数为零。
2.根据权利要求1所述的便携式异型部件测量尺,其特征在于:两薄板(1)的夹持面上设有一层短绒(5)。
3.根据权利要求1所述的便携式异型部件测量尺,其特征在于:薄板(1)两端设有加厚的手持部(6)。
4.根据权利要求1所述的便携式异型部件测量尺,其特征在于:圆柱形细钢棒(2)的长度为60-70mm。
5.根据权利要求1所述的便携式异型部件测量尺,其特征在于:圆柱形细钢棒(2)的量程为0-60mm,精度为1mm。
6.根据权利要求1所述的便携式异型部件测量尺,其特征在于:薄板(1)长度为390-410mm,宽度为26-34mm,厚度为1-2mm。
技术总结
本技术涉及一种现场检测量具,特别是一种便携式异型部件测量尺,该测量尺包括薄板和圆柱形细钢棒,薄板设有形状和材质均相同的两片,两薄板重叠设置并且薄板的两端均设有紧固螺栓,两片薄板之间夹持设置一排形状和材质都相同的圆柱形细钢棒,所述圆柱形细钢棒垂直于薄板的长度方向,且圆柱形细钢棒上都标有刻度,薄板上方还设有零刻度标尺,圆柱形细钢棒的上端与零刻度标尺的上端对齐时读数为零。本技术的优点在于能够快速测量异型部件各处的深度;操作简便,紧固螺栓松开就可以进行测量;测量完成时,拧紧紧固螺栓就可以进行读数;本技术可以实现精确多点同时测量并形成整体轮廓图,反映处制品各处形貌特征。
技术研发人员:侯丹丹,王建兵,纪雪华,邸晶,周子业,吕微雅,张春生
受保护的技术使用者:中策橡胶集团股份有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!