一种便携式发动机缸盖浇注模具燃烧室检测装置的制作方法
本技术涉及浇铸模具,更具体地说,涉及一种便携式发动机缸盖浇注模具燃烧室检测装置。
背景技术:
1、部分汽车发动机缸盖毛坯是使用金属型模具浇注生产的,浇注模具随着生产模次的增加,模具燃烧室深度尺寸会发生变化需对其进行调整保证缸盖燃烧室的尺寸要求。模具燃烧室调整前先用龙门三坐标检测尺寸留底,然后根据要求对燃烧室进行定量调整,燃烧室拆卸后需清理模具内部异物再重装,燃烧室尺寸会发生变化,因此本轮调整后至少再调整一次方可至合格尺寸,而且每次调整均需龙门三坐标检测确定尺寸。因模具体型大且重量沉每次检测均需天车、叉车配合送至检测平台,模具每轮燃烧室调整送检工作耗时长,降低模具燃烧室调整效率。
技术实现思路
1、本实用新型目的在于提供一种便携式发动机缸盖浇注模具燃烧室检测装置,以解决浇铸模具燃烧室尺寸调整检测效率低的问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
3、一种便携式发动机缸盖浇注模具燃烧室检测装置,包括:
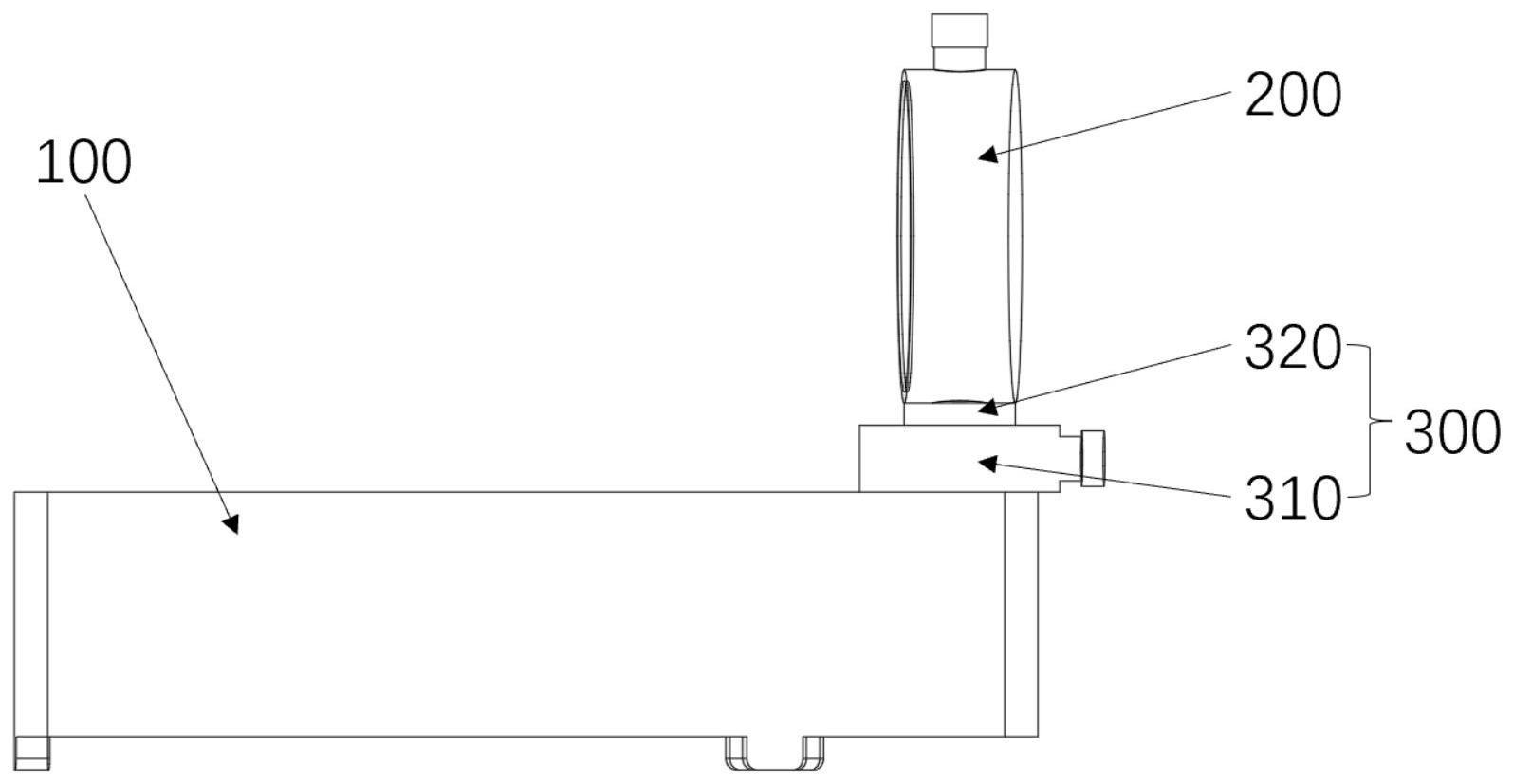
4、底座100,为上下敞口的筒状构件;
5、深度测量装置200,设置于所述底座100上方,所述深度测量装置200具有测量杆,所述测量杆伸入所述底座100内部。
6、进一步地,所述深度测量装置200采用百分表。
7、进一步地,所述底座100底部设置有定位支撑点110。
8、进一步地,所述深度测量装置200通过托架300与所述底座100连接,所述托架300包括安装块310和定位块320,所述安装块310连接于所述底座100的上边沿,其上设置有纵向贯穿的安装孔311;所述定位块320构造为一侧面开口的圆筒构件,过盈配合的插接于所述安装孔311内,所述深度测量装置200的测量杆插设于所述定位块320内。
9、进一步地,所述安装块310的侧面开设有与所述安装孔311连通的锁紧孔312,所述锁紧孔312内设置有锁紧螺栓313。
10、进一步地,所述定位块320顶部设置有径向向外延伸的凸缘321,所述凸缘321的顶面为平面。
11、进一步地,所述底座100的截面形状与燃烧室的周向形状随形设计。
12、与现有技术相比本实用新型的有益效果是:
13、本实用新型提供的一种便携式发动机缸盖浇注模具燃烧室检测装置,通过底座定位模具燃烧室,利用百分表检测模具燃烧室调整前后的深度尺寸,通过计算燃烧室调整前后深度尺寸的差值判断调整量是否满足要求。
14、本实用新型提供的一种便携式发动机缸盖浇注模具燃烧室检测装置,结构简单,检测方便快捷,检测时无需移动模具,减轻模具吊装工作量;同时该检测装置通用性强,针对不同浇注模具燃烧室结构和检测位置的差异,对底座形状和百分表的固定位置进行调整可实现多种浇注模具燃烧室调整后的检测。
技术特征:
1.一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,包括:
2.根据权利要求1所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述深度测量装置(200)采用百分表。
3.根据权利要求1所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述底座(100)底部设置有定位支撑点(110)。
4.根据权利要求3所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述深度测量装置(200)通过托架(300)与所述底座(100)连接,所述托架(300)包括安装块(310)和定位块(320),所述安装块(310)连接于所述底座(100)的上边沿,其上设置有纵向贯穿的安装孔(311);所述定位块(320)构造为一侧面开口的圆筒构件,过盈配合的插接于所述安装孔(311)内,所述深度测量装置(200)的测量杆插设于所述定位块(320)内。
5.根据权利要求4所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述安装块(310)的侧面开设有与所述安装孔(311)连通的锁紧孔(312),所述锁紧孔(312)内设置有锁紧螺栓(313)。
6.根据权利要求4所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述定位块(320)顶部设置有径向向外延伸的凸缘(321),所述凸缘(321)的顶面为平面。
7.根据权利要求1所述的一种便携式发动机缸盖浇注模具燃烧室检测装置,其特征在于,所述底座(100)的截面形状与燃烧室的外围形状随形设计。
技术总结
本技术涉及浇铸模具技术领域,公开了一种便携式发动机缸盖浇注模具燃烧室检测装置,包括:底座,为上下敞口的筒状构件,底部设置有定位支撑点;百分表,设置于底座上方,其测量杆伸入底座内部。托架,包括安装块和定位块,安装块连接于底座的上边沿,其上设置有安装孔;定位块为一侧面开口的圆筒构件,过盈配合的插接于安装孔内,百分表的测量杆插设于定位块内,安装块的侧面开设有与安装孔连通的锁紧孔,锁紧孔内设置有锁紧螺栓。通过底座定位模具燃烧室,利用百分表检测模具燃烧室调整前后的深度尺寸,计算前后深度尺寸的差值判断调整量是否满足要求。结构简单,检测时无需移动模具,减轻模具吊装工作量,检测方便快捷。
技术研发人员:马威,鄢德髙,刘卓霖,任泽翔,刘亮
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20230511
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!