管壳式热交换器检查胎具的制作方法
本技术涉及散热器技术类领域,尤其涉及一种热交换器检查工装。
背景技术:
1、由于管壳式热交换器的设计要求,需保证各接口尺寸及安装尺寸符合公差要求,热交换器很多外表面为非平面状态,使用标准量具测量这些非平面尺寸比较繁琐、困难,容易产生测量误差。
技术实现思路
1、本实用新型所解决的技术问题是,提供一种检查胎具,涵盖所有需要测量的接口尺寸、安装尺寸及位置度,可以高效检测加工尺寸的精度。
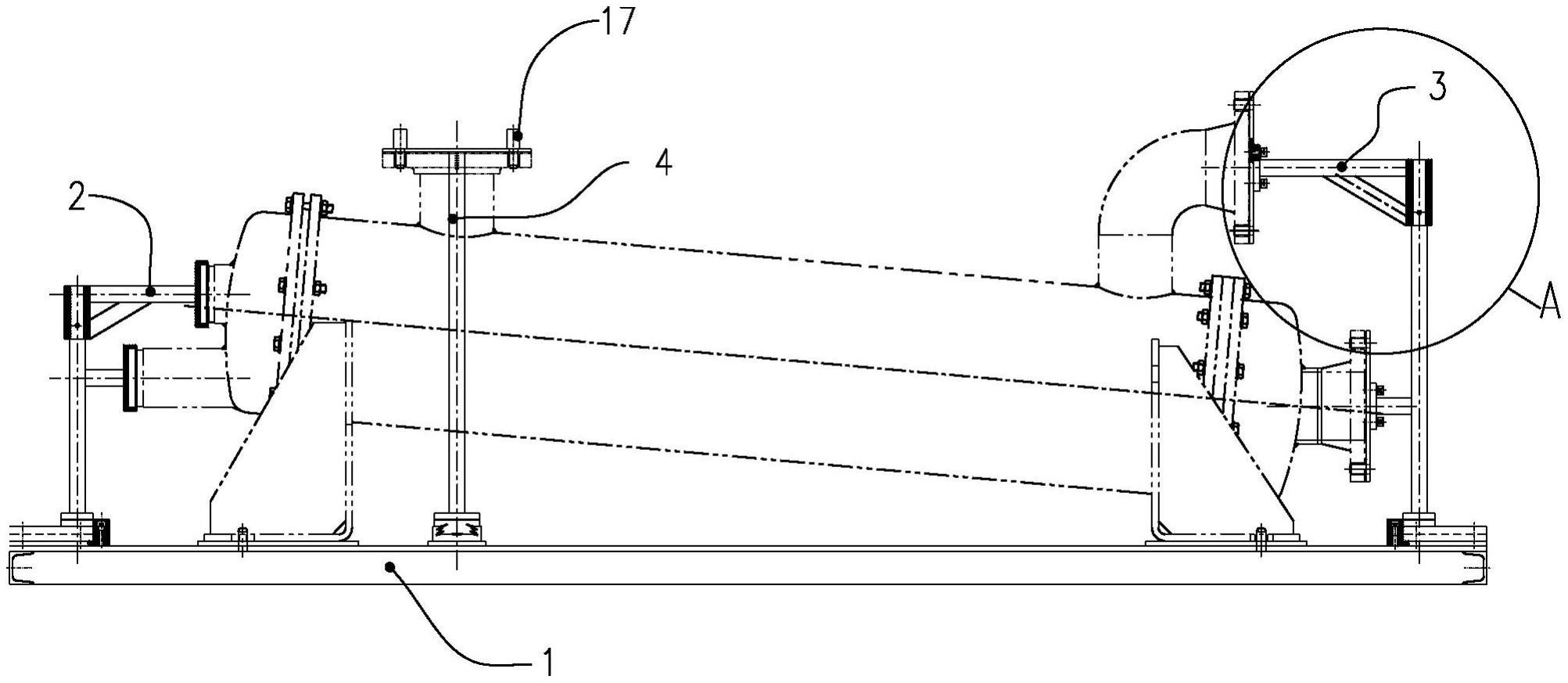
2、本实用新型采用的技术方案是一种管壳式热交换器检查胎具,包括左检测架、中间检测架、右检测架和底架,左检测架、中间检测架、右检测架底部通过滑槽方式安装在胎具底架上,左检测架和右检测架上均设有至少两个定位法兰,定位法兰和热交换器接口的位置和尺寸相对应,中间检测架包括立柱和定位法兰,定位法兰和热交换器中部的接口位置相对应,定位法兰还设有定位孔,与热交换器接口处的待检测孔位置相对应。胎具底架上设有底座检查孔,底座检查孔的位置和尺寸与热交换器的底座安装孔相对应。
3、左检测架、中间检测架、右检测架各通过燕尾槽安装在胎具底架上,左检测架、中间检测架、右检测架底部设有燕尾型滑块,燕尾槽开设在胎具底架上。
4、中间检测架的立柱为一根或两根,一根立柱,则安装在胎具底架上并位于热交换器侧边;两个立柱,则各安装在热交换器的两侧。
5、左检测架、中间检测架均包括立柱,定位法兰通过法兰支杆安装在立柱上;法兰支杆的一端为套筒,套筒套装在立柱上,并通过销钉固定。
6、胎具底架上的底座检查孔为销孔,销孔上插入销钉用以检测底座安装孔的位置度。
7、燕尾槽上设有挡块,当燕尾型滑块触碰到挡块时,检测架达到检测位置。
8、挡块通过螺钉紧固在燕尾槽中。
9、本实用新型的有益效果是只需要设计一款检查胎具,就可以涵盖所有需要测量的接口尺寸、安装尺寸及位置度,通配性更强。实现管壳式热交换器快速检测要求,大大提高了检测效率和精度,降低操作者的劳动强度,节约生产成本。
技术特征:
1.管壳式热交换器检查胎具,其特征在于:包括左检测架、中间检测架、右检测架和底架,左检测架、中间检测架、右检测架底部通过滑槽方式安装在胎具底架上,左检测架和右检测架上均设有至少两个定位法兰,定位法兰和热交换器接口的位置和尺寸相对应,中间检测架包括立柱和定位法兰,定位法兰和热交换器中部的接口位置相对应,胎具底架上设有底座检查孔,底座检查孔的位置和尺寸与热交换器的底座安装孔相对应。
2.如权利要求1所述的管壳式热交换器检查胎具,其特征在于:左检测架、中间检测架、右检测架各通过燕尾槽安装在胎具底架上,左检测架、中间检测架、右检测架底部设有燕尾型滑块,燕尾槽开设在胎具底架上。
3.如权利要求2所述的管壳式热交换器检查胎具,其特征在于:中间检测架的立柱为一根,安装在胎具底架上并位于热交换器侧边。
4.如权利要求2所述的管壳式热交换器检查胎具,其特征在于:中间检测架包括两个立柱,安装在胎具底架上并分别热交换器的两侧。
5.如权利要求1所述的管壳式热交换器检查胎具,其特征在于:左检测架、中间检测架均包括立柱,定位法兰通过法兰支杆安装在立柱上。
6.如权利要求5所述的管壳式热交换器检查胎具,其特征在于:法兰支杆的一端为套筒,套筒套装在立柱上,并通过销钉固定。
7.如权利要求1所述的管壳式热交换器检查胎具,其特征在于:胎具底架上的底座检查孔为销孔,销孔上插入销钉用以检测底座安装孔的位置度。
8.如权利要求1所述的管壳式热交换器检查胎具,其特征在于:燕尾槽上设有挡块,当燕尾型滑块触碰到挡块时,各检测架达到检测位置。
9.如权利要求6所述的管壳式热交换器检查胎具,其特征在于:挡块通过螺钉紧固在燕尾槽中。
10.如权利要求1所述的管壳式热交换器检查胎具,其特征在于:定位法兰还设有定位孔,与热交换器接口处的待检测孔位置相对应。
技术总结
本技术公开了一种管壳式热交换器检查胎具,包括左检测架、中间检测架、右检测架和底架,左检测架、中间检测架、右检测架底部通过滑槽方式安装在胎具底架上,左检测架和右检测架上均设有至少两个定位法兰,定位法兰和热交换器接口的位置和尺寸相对应,中间检测架包括立柱和定位法兰,定位法兰和热交换器中部的接口位置相对应,定位法兰还设有定位孔,与热交换器接口处的待检测孔位置相对应。胎具底架上设有底座检查孔,底座检查孔的位置和尺寸与热交换器的底座安装孔相对应。本技术结构简单,使用十分方便,省时省力。能够实现管壳式热交换器快速检测要求,大大提高了检测效率和精度,降低操作者的劳动强度,节约生产成本。
技术研发人员:郭兆洲,马明,景旭,佟立伟,马家骏
受保护的技术使用者:大连通铁热动力股份有限公司
技术研发日:20230517
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!