一种汽车HMTD自动组装锁扣的位置检测仪的制作方法
本技术涉及hmtd自动组装锁扣,更具体的说是涉及一种汽车hmtd自动组装锁扣的位置检测仪。
背景技术:
1、hmtd支撑多种应用,包括但不限于4k或更高清的摄像头系统、adas辅助驾驶系统、自动驾驶、高分辨率显示器以及后座娱乐系统,其支持多种协议,并且采用360°屏蔽系统;
2、现有的hmtd连接器,在安装锁扣时,通过工人进行手动按压完成,常会出现其内的主体安装不到位,导致hmtd连接器不合格甚至损坏。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种汽车hmtd自动组装锁扣的位置检测仪,用于检测主体的位置并且自动安装锁扣。
2、为实现上述目的,本实用新型提供了如下技术方案:一种汽车hmtd自动组装锁扣的位置检测仪,包括工作台以及设置于所述工作台上的检测组件,所述检测组件包括支座以及位置传感器,所述位置传感器用于检测胶壳内主体的放置位置,所述支座上开设有定位孔,所述定位孔上开设有锁定孔,所述锁定孔内上下滑动连接有锁定件,所述锁定件与所述锁定孔底壁之间设置有弹性件,所述支座上设置有动力部,所述动力部用于下压或释放所述锁定件,所述定位孔向上延伸贯穿所述支座,所述支座上设置有下压组件,所述下压组件用于将锁扣压入胶壳内。
3、作为本实用新型的进一步改进,所述下压组件包括第一气缸以及下压件,所述下压件与所述第一气缸的输出端固定连接。
4、作为本实用新型的进一步改进,所述支座上形成有第一斜面,所述第一斜面与所述下压件贴合。
5、作为本实用新型的进一步改进,所述定位孔底壁开设有连接孔,所述位置传感器延伸入所述连接孔内,所述工作台上可拆卸连接有支架,所述位置传感器与所述支架可拆卸连接。
6、作为本实用新型的进一步改进,所述支座上设置有打标部,所述打标部用于在锁扣上打标记。
7、作为本实用新型的进一步改进,所述打标部包括第二气缸以及打标针,所述打标针固定连接于所述第二气缸的输出端上。
8、作为本实用新型的进一步改进,所述支座上固定连接有支撑件,所述支撑件与所述第二气缸可拆卸连接。
9、作为本实用新型的进一步改进,所述下压组件与所述检测组件一一对应,并且设置有多个。
10、作为本实用新型的进一步改进,所述动力部包括第三气缸以及固定连接于所述第三气缸输出端的推块,所述锁定件上形成有第二斜面,所述推块与所述第二斜面相抵。
11、作为本实用新型的进一步改进,所述弹性件为压缩弹簧。
12、本实用新型的有益效果:本实用新型中通过锁定件锁定胶壳的位置,并通过位置传感器来判定胶壳内主体的位置是否准确,若连接器主体的位置错误,则下压组件不进行工作,若位置正确,下压组件将锁扣压入胶壳中,实现自动向下按压锁扣,实现对锁扣的安装,并且设置打标部,可以对锁扣进行打标记处理,锁扣上的标记可以方便工人进行检验,打了标记的锁扣说明是通过该位置检测仪进行安装,可以进行区分。
技术特征:
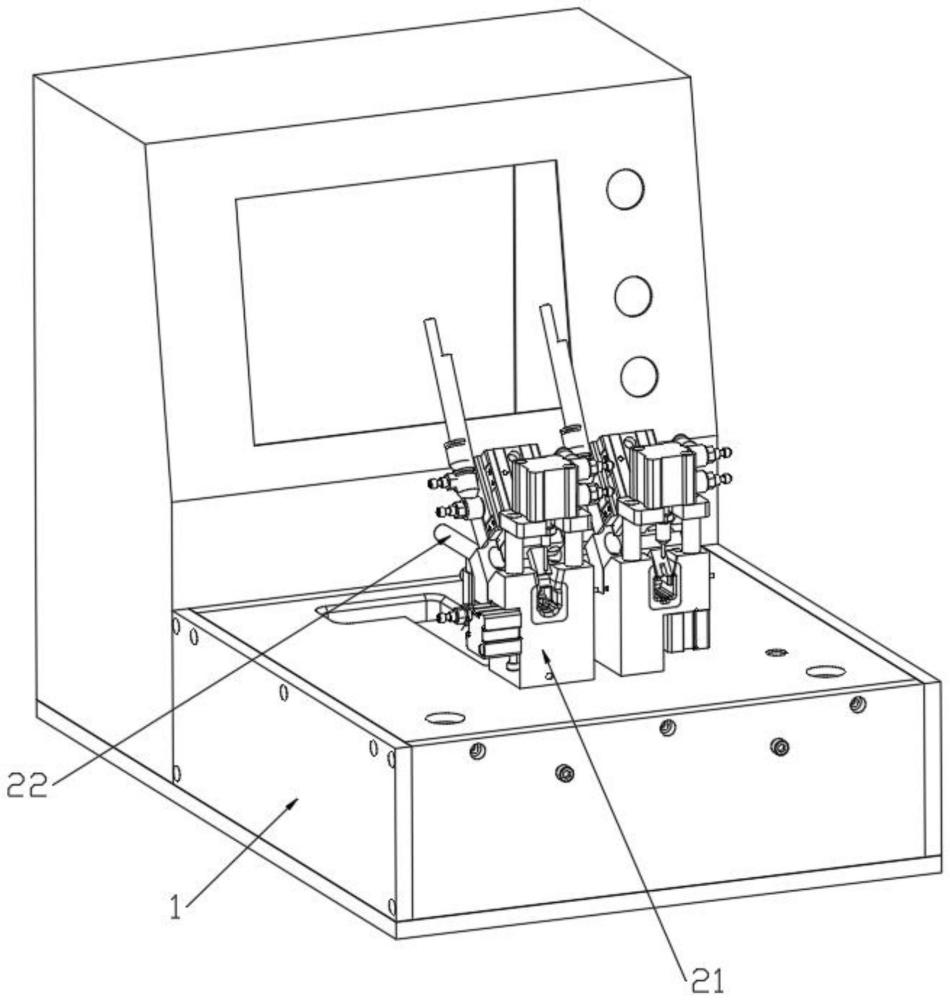
1.一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:包括工作台(1)以及设置于所述工作台(1)上的检测组件(2),所述检测组件(2)包括支座(21)以及位置传感器(22),所述位置传感器(22)用于检测胶壳内主体的放置位置,所述支座(21)上开设有定位孔(211),所述定位孔(211)上开设有锁定孔(212),所述锁定孔(212)内上下滑动连接有锁定件(23),所述锁定件(23)与所述锁定孔(212)底壁之间设置有弹性件,所述支座(21)上设置有动力部(3),所述动力部(3)用于下压或释放所述锁定件(23),所述定位孔(211)向上延伸贯穿所述支座(21),所述支座(21)上设置有下压组件(4),所述下压组件(4)用于将锁扣压入胶壳内。
2.根据权利要求1所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述下压组件(4)包括第一气缸(41)以及下压件(42),所述下压件(42)与所述第一气缸(41)的输出端固定连接。
3.根据权利要求2所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述支座(21)上形成有第一斜面(213),所述第一斜面(213)与所述下压件(42)贴合。
4.根据权利要求1所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述定位孔(211)底壁开设有连接孔(214),所述位置传感器(22)延伸入所述连接孔(214)内,所述工作台(1)上可拆卸连接有支架(11),所述位置传感器(22)与所述支架(11)可拆卸连接。
5.根据权利要求1所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述支座(21)上设置有打标部(5),所述打标部(5)用于在锁扣上打标记。
6.根据权利要求5所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述打标部(5)包括第二气缸(51)以及打标针(52),所述打标针(52)固定连接于所述第二气缸(51)的输出端上。
7.根据权利要求6所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述支座(21)上固定连接有支撑件(6),所述支撑件(6)与所述第二气缸(51)可拆卸连接。
8.根据权利要求1所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述下压组件(4)与所述检测组件(2)一一对应,并且设置有多个。
9.根据权利要求1所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述动力部(3)包括第三气缸(31)以及固定连接于所述第三气缸(31)输出端的推块(32),所述锁定件(23)上形成有第二斜面(231),所述推块(32)与所述第二斜面(231)相抵。
10.根据权利要求9所述的一种汽车hmtd自动组装锁扣的位置检测仪,其特征在于:所述弹性件为压缩弹簧。
技术总结
本技术涉及HMTD自动组装锁扣技术领域,公开了一种汽车HMTD自动组装锁扣的位置检测仪,其技术方案要点是包括工作台以及设置于工作台上的检测组件,检测组件包括支座以及位置传感器,通过锁定件锁定胶壳的位置,并通过位置传感器来判定胶壳的位置是否准确,以及判定胶壳内HMTD连接器主体的位置是否到位,若胶壳或连接器主体的位置错误,则下压组件不进行工作,若位置正确,下压组件将锁扣压入胶壳中,实现自动向下按压锁扣,实现对锁扣的安装,并且设置打标部,可以对锁扣进行打标记处理,锁扣上的标记可以方便工人进行检验,打了标记的锁扣说明是通过该位置检测仪进行安装,可以进行区分。
技术研发人员:殷传俊,高飞云,贾树才,杨艳萍
受保护的技术使用者:宁波艾思科汽车音响通讯有限公司
技术研发日:20230728
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!