一种焊缝强度检测装置的制作方法
本技术涉及检测技术的领域,尤其是涉及一种焊缝强度检测装置。
背景技术:
1、汽车已经成为当前国内人民生活一种不可缺少的交通工具,其车身、底盘、后桥、副车架等关键部件均是靠焊接连接在一起的受力零部件。这些零件主要是冲压焊接件,板厚为1.5mm~4mm的薄板,焊缝拼接紧密。焊接结构以搭接、角接接头为主。焊接质量的好坏,直接关系整车的质量乃至行车安全。
2、焊接是依靠外加的热源(例如激光、等离子、电弧)等手段将外部的介质(例如焊丝、焊条或者焊接件本身)融化,来实现工件的连接。对于汽车焊接件而言,要得到良好的效果,对焊接过程的控制是关键。焊接过程控制包括了焊缝跟踪以及最终的焊缝成形控制两大方面。
3、为了保障冲压焊接件焊接形成的总成的强度,常需要对焊缝强度进行检测,现有技术中,常通过车间工作人员根据经验判断焊面光滑度、焊缝是否填满等因素判断焊缝焊接强度,若焊面气孔较多,焊缝断续,则判定为焊接不合格。
4、然而,通过人工根据经验判断焊缝强度仅能发现焊面表面的缺陷,焊缝上细微的气孔难以被识别,且通过人工检测焊缝质量需要耗费大量人力时力,效率低下,存在改进之处。
技术实现思路
1、为了提升焊缝强度检测的精确度与效率,本技术提供一种焊缝强度检测装置。
2、本技术提供的一种焊缝强度检测装置采用如下的技术方案:
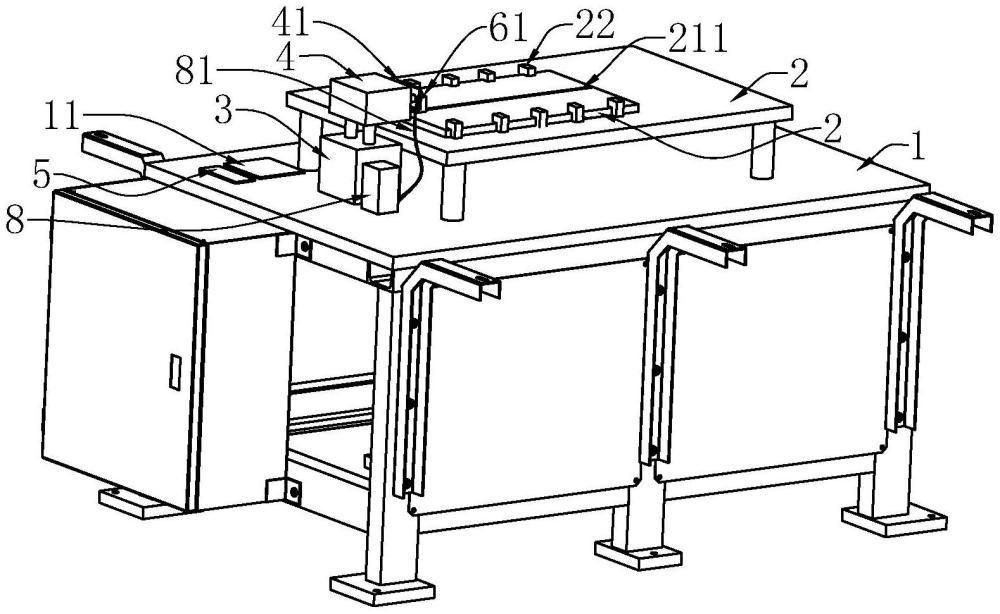
3、一种焊缝强度检测装置,包括机架,所述机架上固定连接有承载平台,待检测的焊接件固定架设在所述承载平台上;
4、所述机架上固定连接有第一驱动件,所述第一驱动件的驱动端固定连接有第二驱动件;以及:
5、控制面板,与所述机架固定连接,用于输入启动信号;
6、超声波探伤仪,与第二驱动件的驱动端固定连接,用于检测焊缝内部状态并输出感应信号;
7、触发模块,与所述超声波探伤仪固定连接,用于感应所述超声波探伤仪与焊接件之间的位置关系,当所述超声波探伤仪与焊接件贴合时,输出触发信号;
8、所述第一驱动件的信号输入端与所述控制面板信号连接,所述第一驱动件接收所述启动信号并驱动所述第二驱动件、所述超声波探伤仪朝向靠近焊接件的方向移动;
9、所述触发模块的信号输出端与所述第二驱动件、所述超声波探伤仪以及所述第一驱动件信号连接,所述第二驱动件接收所述触发信号并驱动所述检测模块沿焊接件上焊缝的走向滑动,所述超声波探伤仪接收所述触发信号并执行检测操作,所述第一驱动件接收所述触发信号并停止;
10、所述机架上固定连接有显示器,所述显示器与所述机架固定连接,所述显示器接收所述感应信号并显示。
11、通过采用上述技术方案,在对焊接件进行焊缝强度检测的过程中,操作人员可预先通过转送装置或手动将待检测的焊接件夹持放置在承载平台上,随后可通过控制面板输入启动指令,第一驱动件接收启动信号后驱动第二驱动件与超声波探伤仪朝向靠近焊接件的方向移动,直至超声波探伤仪的探头底部与焊接件的表面相贴合,当超声波探伤仪的探头底部与焊接件的底部贴合后,触发模块输出触发信号,第一驱动件接收触发信号并停止动作,第二驱动件接收触发信号并驱动超声波探伤仪沿焊接件上焊缝滑动,在超声波探伤仪经过焊缝的过程中,超声波探伤仪检测焊缝密实度并根据信号强度变化输出感应信号,显示器接收感应信号并通过显示器显示,操作人员仅需通过显示器即可判断焊缝的内部状态,并根据显示器上显示的波形判断焊缝焊接强度,提升操作人员检测焊缝强度的精确度与效率,提升生产厂家的生产效率。
12、优选的,所述承载平台上固定连接有两组气动夹爪,且两组所述气动夹爪夹紧在焊接件的两侧。
13、通过采用上述技术方案,气动夹爪可将焊接件固定在承载平台上,免于第二驱动件驱动超声波探伤仪在焊接件表面滑动过程中位置偏移的情况发生,使得超声波探伤仪的滑动路径与焊缝的走向重合,提升超声波探伤仪检测的精确度。
14、优选的,所述第一驱动件包括第一伸缩气缸,所述第二驱动件包括第二伸缩气缸,所述第一伸缩气缸的缸体与所述机架固定连接,所述第二伸缩气缸的缸体与所述第一伸缩气缸的气缸轴固定连接,所述第二伸缩气缸的气缸轴与所述超声波探伤仪固定连接;
15、所述第一伸缩气缸的气缸轴回缩或伸长可驱动所述第二伸缩气缸朝向靠近或远离焊接件的方向移动;
16、所述第二伸缩气缸的气缸轴伸长或回缩可驱动所述超声波探伤仪沿焊缝的走向移动。
17、通过采用上述技术方案,第一伸缩气缸伸长或回缩可驱动第二伸缩气缸与超声波传感器一同朝向靠近或远离焊接件的方向移动,第二伸缩气缸的气缸轴伸长或回缩可驱动超声波探伤仪在焊接件的表面滑动。
18、优选的,所述超声波探伤仪包括发射端与接收端,所述发射端与所述接收端位于焊缝的两侧,所述发射端与所述接收端上均固定连接有安装块;
19、所述触发模块包括薄膜压力传感器,所述薄膜压力传感器与任意一个所述安装块的底部固定连接,所述薄膜压力传感器与所述发射端、所述接收端的底部平齐;
20、当所述第一驱动件驱动所述超声波探伤仪靠近贴合在焊接件的表面时,所述薄膜压力传感器输出高电平信号;
21、所述薄膜压力传感器的信号输出端信号连接有单片机,所述单片机接收所述高电平信号并与设定值比对,当所述探头与焊接件之间压力高于设定值时,输出所述触发信号。
22、通过采用上述技术方案,当第一伸缩气缸驱动超声波探伤仪的探头与焊接件的表面相贴时,薄膜压力传感器抵紧在安装块的底部与焊接件之间,薄膜压力传感器感应并输出高电平信号,单片机识别高电平信号并判断超声波探伤仪的发射端、接收端与焊接件的表面贴合,输出触发信号,第一伸缩气缸接收触发信号并停止动作,第二伸缩气缸接收触发信号并驱动超声波探伤仪在焊接件的表面滑动,与此同时,超声波探伤仪控制发射端发射超声波,可实现自动控制第二伸缩气缸动作、超声波探伤仪启动的技术效果,提升检测装置的效率。
23、优选的,两个所述安装块上均分别贯穿开设有进液通道;
24、所述机架上固定连接有耦合剂存储罐,所述耦合剂存储罐与两个所述进液通道的进液端分别连通设置有输送管道,所述输送管道上均设置有阀门,所述阀门的信号输入端均与所述单片机的信号输出端信号连接,所述阀门接收所述触发信号并连通所述输送管道。
25、通过采用上述技术方案,当发射端与接收端与焊接件的表面贴合后,单片机自动控制阀门打开,耦合剂存储罐内盛装的耦合剂经过输送管道、进液通道流动至焊接件的表面,使得发射端接收端所经过的焊接件表面上均涂覆一层耦合剂,提升超声波的透射率的同时,减少焊接件与发射端、接收端之间的摩擦。
26、综上所述,本技术包括以下至少一种焊缝强度检测装置有益技术效果:
27、1.通过第一伸缩气缸、第二伸缩气缸、超声波探伤仪以及显示器之间相互搭配与使用,可实现自动驱动超声波探伤仪与焊接件贴合、自动控制超声波探伤仪沿焊接件上焊缝走向滑动的技术效果,操作人员可通过显示器获取焊接件焊缝内部焊接强度并进行判断,提升焊缝检测的精确度,节约生产厂家检测焊缝强度所需花费的人力与时力,提升检测焊缝强度的效率;
28、2.通过薄膜压力传感器与单片机相互搭配与使用,可自动感应超声波探伤仪与焊接件之间的贴合动作,并自动控制第一伸缩气缸停止动作、自动控制第二伸缩气缸驱动超声波探伤仪滑动、自动启动超声波探伤仪的技术效果;
29、3.通过耦合剂存储罐、输送管道以及进液通道之间相互搭配与使用,超声波探伤仪进行焊缝强度检测时,可预先在发射端与接收端所需经过的路径上涂覆耦合剂,减少焊接件与发射端、接收端之间的摩擦力,提升超声波的透射率。
- 还没有人留言评论。精彩留言会获得点赞!