一种陀螺腔体衬套组件安装凸台平面度测量固定工装的制作方法
本技术涉及激光陀螺,特别是一种陀螺腔体衬套组件安装凸台平面度测量固定工装。
背景技术:
1、零部件的装配中,安装表面的平面度直接影响零部件之间的贴合效果与紧固性能。在激光陀螺的装配中,陀螺腔体内衬套组件的安装凸台平面度检测对于后续配件的组装至关重要,但此前陀螺腔体内衬套组件的安装凸台平面度检测无固定工装,不仅无法保证测量一致性,还每次测量都需进行位置校对,测量速度慢。
2、如图1所示,衬套组件为一筒状体,其外圆面的两端均布多个用于与陀螺腔体进行粘接的粘接面a,内圆面均布多个安装凸台b。
技术实现思路
1、本实用新型所要解决的技术问题是,针对现有陀螺腔体内衬套组件的安装凸台平面度检测的不足,本实用新型提供一种能保证被测试产品的测量一致性,且测量速率快的陀螺腔体衬套组件安装凸台平面度测量固定工装。
2、为解决上述技术问题,本实用新型采用了如下技术方案:
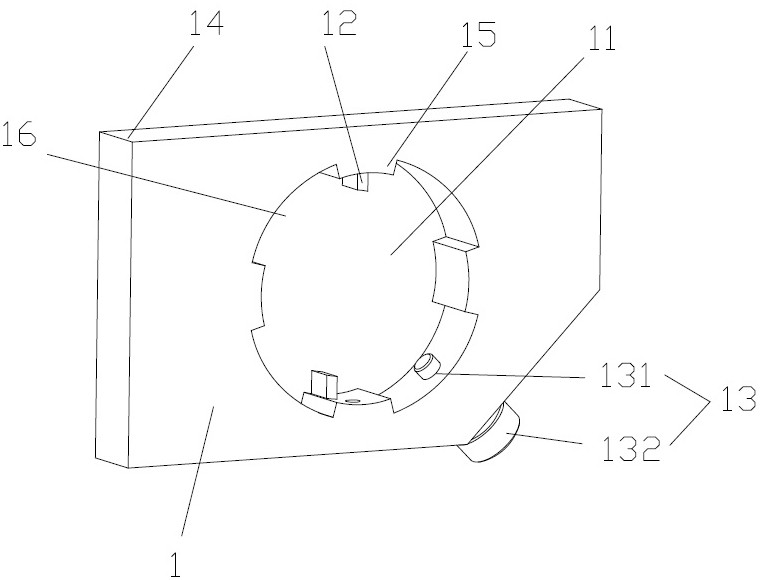
3、一种陀螺腔体衬套组件安装凸台平面度测量固定工装,包括工装体,所述工装体的中部设置衬套安装孔,所述衬套安装孔内设置多个支撑平台和衬套定位组件,所述支撑平台设置位置与所述衬套组件的安装凸台位置一致;所述工装体的外周设置一直角部,所述直角部与三坐标测量仪上的直角固定工具匹配。
4、本实用新型通过在工装体的外周设置一直角部,所述直角部与三坐标测量仪上的直角固定工具匹配,使得本实用新型在使用时可通过此直角部与三坐标测量仪上进行固定的直角钢工具一起来固定工装位置,从而确保每个衬套组件的测量位置一致,提高被测试衬套组件的测量一致性,且本实用新型只需将衬套组件放入衬套安装孔中,并用支撑平台支撑衬套组件的安装凸台,同时用衬套定位组件将衬套组件固定,即可利用三坐标测量仪对安装凸台的平面度进行测量,整个过程操作简单,另外,由于工装位置固定,无需每次测量都进行位置校对,因而测量速度快。
5、需要说明的是,安装凸台平面度的测量方法已知,本实用新型只是提供一种能保证被测试产品的测量位置一致性,且测量速率快的陀螺腔体衬套安装凸台平面度测量工装。
6、优选地,所述衬套安装孔内至少设置两个所述支撑平台,且两个所述支撑平台相对设置。
7、优选地,所述衬套定位组件包括在所述工装体上开设的螺纹孔和穿过所述螺纹孔并抵顶衬套外圆面的锁紧螺钉。
8、优选地,所述工装体由硬铝制作而成,所述锁紧螺钉由氟塑料制成。
9、优选地,所述衬套安装孔的内壁上均布多个弧形支撑块,所述弧形支撑块的位置与衬套内设置的安装凸台位置一一对应,多个所述弧形支撑块围设形成衬套安装空间,相邻所述弧形支撑块之间留有粘接面置放空间,所述支撑平台设置在所述弧形支撑块上。
10、优选地,所述直角部与所述衬套定位组件相对设置,以方便对衬套组件进行定位操作。
11、与现有技术相比,本实用新型的有益效果是:
12、1、本实用新型工装在测量时的位置固定,不仅保证了被测试产品的测量一致性,且无需在每次测量时进行位置校对,测量速率快。
13、2、利用本实用新型对衬套组件安装凸台平面度的测量保证了产品的合格率,提高了生产速率。
技术特征:
1.一种陀螺腔体衬套组件安装凸台平面度测量固定工装,包括工装体(1),其特征在于:所述工装体的中部设置衬套安装孔(11),所述衬套安装孔内设置多个支撑平台(12)和衬套定位组件(13),所述支撑平台设置位置与所述衬套组件的安装凸台位置一致;所述工装体的外周设置一直角部(14),所述直角部与三坐标测量仪上的直角固定工具匹配。
2.根据权利要求1所述的陀螺腔体衬套组件安装凸台平面度测量固定工装,其特征在于,所述衬套安装孔内至少设置两个所述支撑平台,且两个所述支撑平台相对设置。
3.根据权利要求1所述的陀螺腔体衬套组件安装凸台平面度测量固定工装,其特征在于,所述衬套定位组件包括在所述工装体上开设的螺纹孔(131)和穿过所述螺纹孔并抵顶衬套组件外圆面的锁紧螺钉。
4.根据权利要求3所述的陀螺腔体衬套组件安装凸台平面度测量固定工装,其特征在于,所述工装体由硬铝制作而成,所述锁紧螺钉由氟塑料制成。
5.根据权利要求1所述的陀螺腔体衬套组件安装凸台平面度测量固定工装,其特征在于,所述衬套安装孔的内壁上均布多个弧形支撑块(15),所述弧形支撑块的位置与衬套内设置的安装凸台位置一一对应,多个所述弧形支撑块围设形成衬套安装空间,相邻所述弧形支撑块之间留有粘接面置放空间(16),所述支撑平台设置在所述弧形支撑块上。
6.根据权利要求1所述的陀螺腔体衬套组件安装凸台平面度测量固定工装,其特征在于,所述直角部与所述衬套定位组件相对设置。
技术总结
本技术公开了一种陀螺腔体衬套组件安装凸台平面度测量固定工装,其包括工装体(1),所述工装体的中部设置衬套安装孔(11),所述衬套安装孔内设置多个支撑平台(12)和衬套定位组件(13),所述支撑平台设置位置与所述衬套组件的安装凸台位置一致;所述工装体的外周设置一直角部(14),所述直角部与三坐标测量仪上的直角固定工具匹配。本技术工装在测量时的位置固定,不仅保证了被测试产品的测量一致性,且无需在每次测量时进行位置校对,测量速率快。
技术研发人员:徐瑜浓,黄冠章,刘耀东
受保护的技术使用者:华惯科技有限公司
技术研发日:20230825
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!