一种电池包(PACK)密封性能检测系统及测试方法与流程
本发明涉及电池包密封性能检测,特别涉及一种电池包(pack)密封性能检测系统及测试方法。
背景技术:
1、随着新能源车的快速发展,人们对动力电池电池包(也即pack)的密封防护性能有着越来越高的要求,在一些领域中,需要动力电池电池包的密封性能符合ip67,甚至是ip68的防护要求。
2、为了检测电池包的密封性能是否符合要求,需要对电池包进行密封性能的检测。在进行电池包的密封性能检测时,一般会先向电池包内注入测漏气体,如氦气,并将电池包放置于一个密闭空间内;测量空间空间内测漏气体的浓度,以检测电池包的密封性能是否符合要求。
3、但是,上述的方式仅能够判断电池包的密封性能是否符合要求,当检测到测漏气体时,无法判断到底是电池包的什么部位产生了泄露,无法对密封性能不合格的电池包进行进一步的处理。
技术实现思路
1、为了解决上述的技术问题,本发明提供了一种电池包(pack)密封性能检测系统及测试方法,该电池包(pack)密封性能检测系统能够精确判断电池包产生泄露的位置。
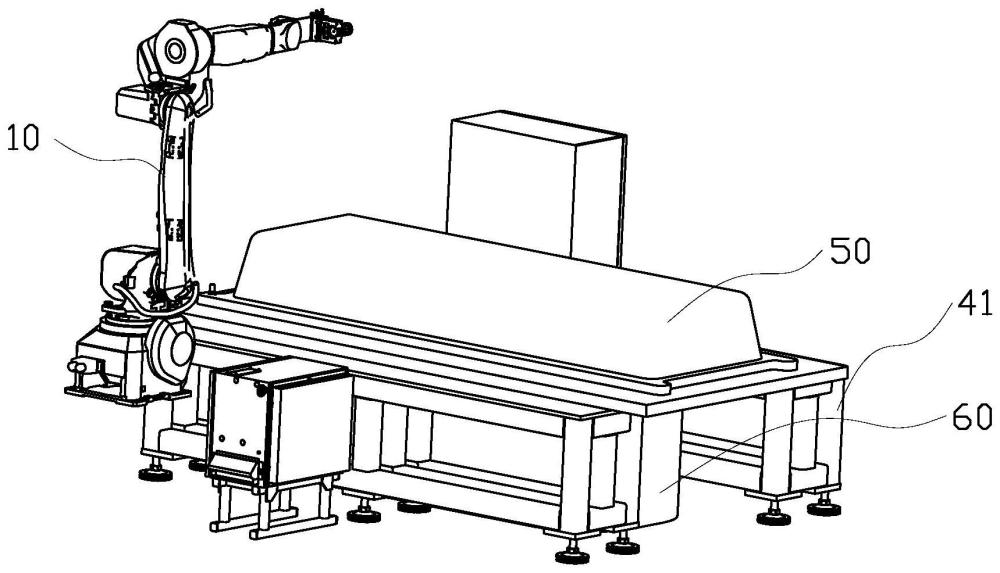
2、本发明提供了一种电池包(pack)密封性能检测系统,包括机械臂、吸气头、测漏气体检测探头、控制单元及用于放置电池包的密封检测室,所述机械臂及所述吸气头均设置于所述密封检测室内,所述吸气头设置于所述机械臂上,所述控制单元与所述机械臂电性相连,所述控制单元控制所述机械臂带动吸气头逐一对所述电池包各个部位周边的气体进行吸收,所述测漏气体检测探头对所述吸气头吸收的气体进行检测,所述控制单元根据所述测漏气体检测探头的检测结果对电池包各个部位的密封性能进行判定。
3、进一步地,当所述测漏气体检测探头检测到吸收的气体内测漏气体的存在或测漏气体的含量大于设定值时,所述控制单元判断所述吸气头吸收该气体时对应的电池包的部位的密封性能不合格。
4、进一步地,所述电池包(pack)密封性能检测系统还包括支撑架、自动运输车及视觉定位传感器,所述自动运输车及所述视觉定位传感器均与所述控制单元电性相连,所述控制单元控制所述自动运输车将所述电池包放置于所述支撑架上,并控制所述视觉定位传感器对所述电池包进行定位。
5、进一步地,所述密封检测室还包括移动门,所述移动门与所述控制单元电性相连,所述控制单元控制所述移动门的开闭,以开启或封闭所述密封检测室。
6、进一步地,所述电池包(pack)密封性能检测系统还包括用于与所述电池包的气体注入口进行插接的快插接头,所述快插接头包括插头本体、固定套及卡子,所述固定套可沿所述插头本体的轴线方向往复运动地套设于所述插头本体上,在所述插头本体与所述固定套之间形成有一压力腔,所述压力腔通过流道与外界连通,通过向所述压力腔内抽出或注入压力介质,以带动所述固定套在第一位置与第二位置之间运动,在所述插头本体内形成有用于套设于所述气体注入口上的容置腔,在所述插头本体的侧壁上还形成有连通所述容置腔内外的过孔,所述卡子可运动地设置于所述过孔内,所述固定套与所述卡子的位置相适应,以在所述第一位置上压迫所述卡子穿过所述过孔,伸入到所述容置腔内,并在所述第二位置上使所述卡子从所述容置腔内脱出。
7、进一步地,所述固定套在所述压力腔内形成有第一压力面及第二压力面,所述第一压力面形成于所述压力腔的顶部,所述第二压力面形成于所述压力腔的底部,所述第一压力面与压力介质接触的面积大于所述第二压力面与所述压力介质接触的面积,在所述固定套与所述插头本体之间还设置有辅助所述固定套复位的复位弹簧。
8、进一步地,在所述固定套的内侧壁上,向所述自身轴线方向凸伸形成有第一凸伸部,所述第一压力面形成于所述第一凸伸部的下表面上;所述插头本体的外侧壁上向外凸伸形成有第二凸伸部,当所述固定套套设于所述插头本体上时,所述第二凸伸部与所述固定套的内侧壁之间形成有间隙,在所述间隙的下方,所述固定套与所述插头本体之间设置有第二密封圈,所述第二压力面形成于所述间隙内的第二密封圈上。
9、进一步地,在所述固定套的下端向所述插头本体所在的方向形成有第三凸伸部,当所述固定套位于所述第一位置时,所述第三凸伸部压迫所述卡子穿过所述过孔,并伸入所述容置腔内。
10、进一步地,所述机械臂上设置有夹持机构,所述夹持机构对所述快插接头进行夹持以完成所述快插接头与所述气体注入口的插接与分离。
11、一种电池包(pack)密封性能的检测方法,该方法基于上述的电池包(pack)密封性能检测系统,并包括如下步骤:
12、s1:将待检测电池包放入一密封检测室,并向电池包内注入测漏气体;
13、s2:逐一对电池包各个部位周边的气体进行吸收,并对吸收的气体进行测漏气体的检测,以检测测漏气体是否存在或测漏气体的存在是否小于设定值;
14、s3:当存在测漏气体或测漏气体的存在大于设定值时,即可判断出电池包上与该气体所在位置对应的部位发生泄漏。
15、综上所述,在本发明中,通过机械臂带动吸气头逐一对电池包的各个部位周边的空气进行吸收,并通过测漏气体检测探头对吸收的气体进行检测,而不再对整个密封检测室内的气体进行统一的检测。该检测方式在检测到测漏气体的同时,即可精确地反映出电池包出现泄漏的位置。
16、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.一种电池包(pack)密封性能检测系统,其特征在于:包括机械臂、吸气头、测漏气体检测探头、控制单元及用于放置电池包的密封检测室,所述机械臂及所述吸气头均设置于所述密封检测室内,所述吸气头设置于所述机械臂上,所述控制单元与所述机械臂电性相连,所述控制单元控制所述机械臂带动吸气头逐一对所述电池包各个部位周边的气体进行吸收,所述测漏气体检测探头对所述吸气头吸收的气体进行检测,所述控制单元根据所述测漏气体检测探头的检测结果对电池包各个部位的密封性能进行判定。
2.根据权利要求1所述的电池包(pack)密封性能检测系统,其特征在于:当所述测漏气体检测探头检测到吸收的气体内测漏气体的存在或测漏气体的含量大于设定值时,所述控制单元判断所述吸气头吸收该气体时对应的电池包的部位的密封性能不合格。
3.根据权利要求1所述的电池包(pack)密封性能检测系统,其特征在于:所述电池包(pack)密封性能检测系统还包括支撑架、自动运输车及视觉定位传感器,所述自动运输车及所述视觉定位传感器均与所述控制单元电性相连,所述控制单元控制所述自动运输车将所述电池包放置于所述支撑架上,并控制所述视觉定位传感器对所述电池包进行定位。
4.根据权利要求1所述的电池包(pack)密封性能检测系统,其特征在于:所述密封检测室还包括移动门,所述移动门与所述控制单元电性相连,所述控制单元控制所述移动门的开闭,以开启或封闭所述密封检测室。
5.根据权利要求1所述的电池包(pack)密封性能检测系统,其特征在于:所述电池包(pack)密封性能检测系统还包括用于与所述电池包的气体注入口进行插接的快插接头,所述快插接头包括插头本体、固定套及卡子,所述固定套可沿所述插头本体的轴线方向往复运动地套设于所述插头本体上,在所述插头本体与所述固定套之间形成有一压力腔,所述压力腔通过流道与外界连通,通过向所述压力腔内抽出或注入压力介质,以带动所述固定套在第一位置与第二位置之间运动,在所述插头本体内形成有用于套设于所述气体注入口上的容置腔,在所述插头本体的侧壁上还形成有连通所述容置腔内外的过孔,所述卡子可运动地设置于所述过孔内,所述固定套与所述卡子的位置相适应,以在所述第一位置上压迫所述卡子穿过所述过孔,伸入到所述容置腔内,并在所述第二位置上使所述卡子从所述容置腔内脱出。
6.根据权利要求5所述的电池包(pack)密封性能检测系统,其特征在于:所述固定套在所述压力腔内形成有第一压力面及第二压力面,所述第一压力面形成于所述压力腔的顶部,所述第二压力面形成于所述压力腔的底部,所述第一压力面与压力介质接触的面积大于所述第二压力面与所述压力介质接触的面积,在所述固定套与所述插头本体之间还设置有辅助所述固定套复位的复位弹簧。
7.根据权利要求6所述的电池包(pack)密封性能检测系统,其特征在于:在所述固定套的内侧壁上,向自身轴线方向凸伸形成有第一凸伸部,所述第一压力面形成于所述第一凸伸部的下表面上;所述插头本体的外侧壁上向外凸伸形成有第二凸伸部,当所述固定套套设于所述插头本体上时,所述第二凸伸部与所述固定套的内侧壁之间形成有间隙,在所述间隙的下方,所述固定套与所述插头本体之间设置有第二密封圈,所述第二压力面形成于所述间隙内的第二密封圈上。
8.根据权利要求6所述的电池包(pack)密封性能检测系统,其特征在于:在所述固定套的下端向所述插头本体所在的方向形成有第三凸伸部,当所述固定套位于所述第一位置时,所述第三凸伸部压迫所述卡子穿过所述过孔,并伸入所述容置腔内。
9.根据权利要求5所述的电池包(pack)密封性能检测系统,其特征在于:所述机械臂上设置有夹持机构,所述夹持机构对所述快插接头进行夹持以完成所述快插接头与所述气体注入口的插接与分离。
10.一种电池包(pack)密封性能的检测方法,其特征在于:该方法基于权利要求1至9中任意一项的电池包(pack)密封性能检测系统,并包括如下步骤:
技术总结
一种电池包(PACK)密封性能检测系统及测试方法,该电池包(PACK)密封性能检测系统包括机械臂、吸气头、测漏气体检测探头、控制单元及用于放置电池包的密封检测室,所述机械臂及所述吸气头均设置于所述密封检测室内,所述吸气头设置于所述机械臂上,所述控制单元与所述机械臂电性相连,所述控制单元控制所述机械臂带动吸气头逐一对所述电池包各个部位周边的气体进行吸收,所述测漏气体检测探头对所述吸气头吸收的气体进行检测,所述控制单元根据所述测漏气体检测探头的检测结果对电池包各个部位的密封性能进行判定。该快插接头在保证连接稳固的同时,可以较为快速地进行插入及拔出。该电池包(PACK)密封性能检测系统能够精确判断电池包产生泄露的位置。
技术研发人员:应武,袁野,房建华
受保护的技术使用者:广舜检测技术(上海)有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!