一种纸制品挺度折痕力比的智能检测方法及折痕挺度仪与流程
本技术涉及包装工程的,尤其是涉及一种纸制品挺度折痕力比的智能检测方法及折痕挺度仪。
背景技术:
1、目前,纸制品常运用在高速的自动包装线上,包括纸板、纸张以及塑料薄片等,而包装流程经常会出现不合格的纸制品,例如纸盒形状不规则、弯曲及粘合不牢等表现,以致于降低生产效率。造成以上现象的原因是纸板挺度和经过压痕后纸板的折痕力比例不适当。
2、而影响纸板折成纸盒的有效性的最主要因素,就是在纸板同一方向上测得的折痕挺度和纸板挺度之间的比例。通常,将纸板md方向上的挺度折痕力比值控制在1.5至3之间,纸板cd方向上的挺度折痕力比值控制在3至7之间,可以得到预期较好的包装生产效率。
3、由于不同厂家生产纸板的工艺存在差别,且所运用的产品各异,因此在面对材质有差异的纸板、且对挺度折痕力比值有较为精确要求的多个不同纸板折痕挺度测试时,工作人员每一次得出挺度折痕力比值之后,需要对不同材质纸板测试得到的折痕力比值与对应所需的挺度折痕力比值区间进行逐一的人工校对,才能得出是否合格的结论,操作过于繁琐且效率较低,因此需要改进。
技术实现思路
1、为了在对不同材质差异的纸板进行挺度折痕力比值测试时,方便工作人员判断所测的挺度折痕力比值是否合格;本技术提供了一种纸制品挺度折痕力比的智能检测方法及折痕挺度仪。
2、本技术的上述发明目的一是通过以下技术方案得以实现的:
3、一种纸制品挺度折痕力比的智能检测方法,包括步骤:
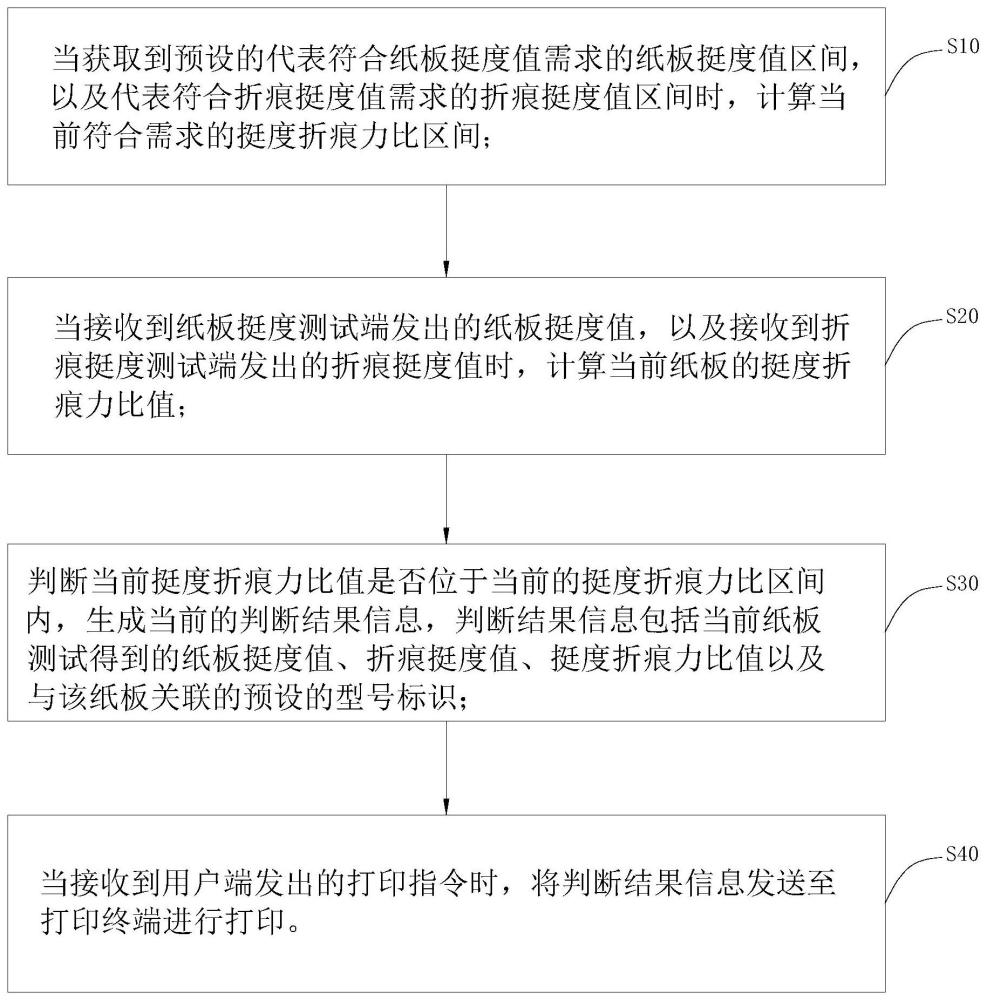
4、当获取到预设的代表符合纸板挺度值需求的纸板挺度值区间,以及代表符合折痕挺度值需求的折痕挺度值区间时,计算当前符合需求的挺度折痕力比区间;
5、当接收到纸板挺度测试端发出的纸板挺度值,以及接收到折痕挺度测试端发出的折痕挺度值时,计算当前纸板的挺度折痕力比值;
6、判断当前挺度折痕力比值是否位于当前的挺度折痕力比区间内,生成当前的判断结果信息,判断结果信息包括当前纸板测试得到的纸板挺度值、折痕挺度值、挺度折痕力比值以及与该纸板关联的预设的型号标识;
7、当接收到用户端发出的打印指令时,将判断结果信息发送至打印终端进行打印。
8、通过采用上述技术方案,测试纸板挺度折痕力比值前,需要先设定好符合本次测试挺度折痕力比的区间,用于判断纸板的挺度折痕力比是否合格,当获取到了工作人员输入或通过检测得来的本次纸板挺度值区间和折痕挺度值区间时,自动计算判定合格的挺度折痕力比区间挺度折痕力比值。
9、开始测试时,纸板挺度测试端输出本次测试的纸板挺度值,折痕挺度测试端输出本次测试的折痕挺度值,并计算纸板本次测试的挺度折痕力比值,自动判断挺度折痕力比值是否落在预先设置好的挺度折痕力比区间内,进一步自动输出判断的结果,且判断结果能够显示该纸板的型号标识,将判断的结果通过打印终端输出为纸质的文字反馈至工作人员,因此,工作人员在对不同材质差异的纸板进行挺度折痕力比值的测试时,能够针对不同材质差异的纸板预先设定好符合需求的多个不同的挺度折痕力比区间,自动判断纸板是否合格,并自动输出文字反馈,从而在对不同材质纸板且挺度折痕力比值的精准度不同的情况下,方便工作人员判断所测的挺度折痕力比值是否合格。
10、本技术在一较佳示例中:所述当接收到用户端发出的打印指令时,将判断结果信息发送至打印终端进行打印的步骤之前,执行如下步骤:
11、若再次接收到纸板挺度测试端发出的纸板挺度值或折痕测试端接发出的折痕挺度值时,判断当前型号标识、挺度折痕力比区间是否与上一次测试时一致;
12、若是,则在生成当前的判断结果信息后,基于当前型号标识的每次判断结果信息,生成该型号标识的纸板对应的判断结果均值信息,判断结果均值信息包括当前型号标识的纸板的挺度折痕力比均值以及挺度折痕力比标准差值。
13、通过采用上述技术方案,为了使同个材质的纸板的挺度折痕力比值测试更为客观和准确,需要对同种材质的纸板进行多次重复测试,重复测试的过程中,能够通过识别当前纸板的型号标识和挺度折痕力比区间,来判断本次测试的纸板材质是否与上一次一致,从而在同个材质的纸板测试过程中,工作人员无需重新预设挺度折痕区间,测试的效率得到提升;进一步的,同一型号标识的纸板在重复测试过程中,能够自动计算出挺度折痕力比均值以及挺度折痕力比标准差值,为工作人员提供更为准确、客观的纸板挺度折痕力比值的测试结果。
14、本技术在一较佳示例中:所述当接收到纸板挺度测试端发出的纸板挺度值,以及接收到折痕挺度测试端发出的折痕挺度值时,计算当前纸板的挺度折痕力比值的步骤之前,执行如下步骤:
15、向固定于纸板测试工位上的压力感应终端发送压力检测指令,压力感应终端用于紧固纸板;
16、当接收到压力检测终端反馈的压力值数据时,将压力值数据与压力阈值进行比较;
17、若压力值数据大于或等于压力阈值,则向角度检测终端发送角度检测指令,角度检测终端用于检测纸板挺度测试端对纸板的限位角度;
18、若纸板挺度测试端对纸板的限位角度校准无误,则发出用于提醒工作人员开始测试的提醒信号。
19、通过采用上述技术方案,在对纸板进行纸板挺度值和折痕挺度值的测试之前,为了减少因为测试硬件、操作不规范而引起的测试结果不准确,需要对纸板的紧固程度和用于折弯纸板的硬件进行角度校准,通常纸板挺度值的测试角度是15°,通过发送压力检测指令来检测并反馈纸板是否被紧固,通过角度检测终端来检测纸板挺度测试端中用于抵接纸板的硬件是否为15°,从而能够提升每次纸板挺度折痕力比值测试的准确性。
20、本技术在一较佳示例中:所述当获取到预设的代表符合纸板挺度值需求的纸板挺度值区间,以及代表符合折痕挺度值需求的折痕挺度值区间时,计算当前符合需求的挺度折痕力比区间的步骤之前,执行如下步骤:
21、获取当前位于测试工位上的纸板的图像信息,图像信息中包含该纸板的型号标识;
22、基于图像信息,从预存储有若干待测试纸板的型号标识的数据库中识别并筛选出与图像信息中的型号标识;
23、获取与该型号标识预先关联的纸板挺度值区间和折痕挺度值区间,计算得到当前符合需求的挺度折痕力比区间。
24、通过采用上述技术方案,为了进一步降低工作人员测试不同纸板挺度折痕力比时的工作量,提升测试的智能化,在工作人员对不同材质纸板进行测试之前,先将纸板进行标识,标识代表每个纸板的不同材质,再预先录入所有待测试纸板的纸板挺度值区间和折痕挺度值区间,通过图像识别纸板的型号标识,再根据型号标识获取到关联的该纸板的纸板挺度值区间和折痕挺度值区间,进而在轮流对不同材质纸板进行测试的过程中,减少工作人员需要输入数据的工作量,测试更为智能化,提升测试效率。
25、本技术在一较佳示例中:所述获取与该型号标识预先关联的挺度值区间和折痕挺度值区间,计算得到当前符合需求的挺度折痕力比区间的步骤,包括步骤:
26、基于所获得的型号标识,从图形信息中提取该待测试纸板的轮廓信息;
27、将轮廓信息与该型号标识预先绑定的两种纸板测试方向的预设轮廓进行比对,输出当前纸板的测试方向信息,测试方向信息包括md方向以及cd方向;
28、基于测试方向信息筛选出与对应的挺度值区间和折痕挺度值区间,并将该筛选出的挺度值区间和折痕挺度值区间与本次获取到的纸板的型号标识关联。
29、通过采用上述技术方案,由于纸板测试挺度折痕力比值需要对纸板不同方向上的纸板挺度值和折痕挺度值进行测试,md方向和cd方向分别代表纸板不同的属性和性能,且不同测试方向上对应的挺度折痕力比区间不同,因此在测试时,通过图像信息中纸板的轮廓来确定当前纸板测试的方向,进一步通过纸板的测试方向来自动筛选出当前需要匹配到的纸板挺度值区间和折痕挺度值区间,纸板测试的识别更为智能化,进而能够提升纸板的测试效率。
30、本技术的上述发明目的二是通过以下技术方案得以实现的:
31、一种纸制品折痕挺度仪,用于执行所述一种纸制品挺度折痕力比的智能检测方法,包括控制器主体、纸板夹具、纸板挺度测试组件、折痕挺度测试组件以及微型打印机,所述纸板挺度测试组件、折痕挺度测试组件以及微型打印机均与所述控制器主体电性连接,所述纸板夹具转动连接于控制器主体的表面,所述纸板挺度测试组件以及折痕挺度测试组件均固定于控制器主体,所述微型打印机安装于控制器主体内,所述纸板挺度测试组件位于所述纸板夹具的一侧;
32、所述控制器主体包括用于供工作人员输入纸板挺度值区间以及折痕挺度值区间的触控显示屏,所述控制器主体用于计算挺度折痕力比区间;
33、所述纸板挺度测试组件包括角度限位销,纸板夹具的转动行程为90°,当纸板夹具夹持纸板并朝纸板挺度测试组件的方向转动预设角度时,所述纸板抵紧于角度限位销,当纸板夹具夹持纸板并朝纸板挺度测试组件的方向转动至极限位置时,纸板弯折并抵紧于所述折痕挺度测试组件。
34、通过采用上述技术方案,工作人员进行纸板挺度折痕力比值测试时,将纸板夹持在纸板夹具处,通过控制器主体的触控显示屏设置好纸板挺度值区间和折痕挺度值区间以及纸板型号标识后,控制器主体自动计算出挺度折痕力比区间,进一步转动纸板夹具使得纸板抵接于角度限位销,此时角度限位销感应纸板对其的作用力并维持一定时间,控制器主体并计算出纸板挺度值至触控显示屏,再转动纸板夹具90°,使得纸板弯折并抵紧于折痕挺度测试组件,此时折痕挺度测试组件感应受到弯折的纸板的作用力并维持一定时间,控制器主体计算并输出折痕挺度值至触控显示屏,进一步控制器主体输出当前纸板的挺度折痕力比值至触控显示屏,主控制器再将当前的挺度折痕力比值与预设的挺度折痕力比区间进行比较,输出判断结果信息,工作人员通过触控显示屏使得控制器主体发出打印指令以打印当前纸板的判断结果信息的纸质版。
35、可选的,所述纸板夹具包括压力传感器,所述纸板夹具紧固纸板时,所述压力传感器抵紧于纸板表面,所述纸板挺度测试组件电连接有编码器,编码器的测试端与角度限位销固定,角度限位销转动时编码器生成脉冲信号,所述控制器主体电性连接于编码器以接收编码器发出的脉冲信号并输出角度信号。
36、通过采用上述技术方案,当纸板固定于纸板夹具时,压力传感器抵紧纸板,通过压力传感器受到的压力大小来判断此时纸板是否处于紧固状态,进一步,通过编码器生成的脉冲信号来判断当前角度限位销是否出现位置偏移,若出现位置偏移,通过重新校准角度限位销的位置,使得编码器发出脉冲信号至控制器主体,控制器主体将脉冲信号转换为角度信号来校准角度限位销是否转动至预设的角度。实现纸板挺度折痕力比值测试前对硬件和操作的校准。
37、可选的:还包括用于校准折痕挺度测试组件的放置台和砝码,折痕挺度测试组件包括伸出于控制器主体表面的测试板,所述放置台可拆卸卡接于测试板的端部,所述砝码用于放置在放置台远离测试板的一端面,所述折痕挺度测试组件用于感应砝码的重量并发出重量感应信号至控制器主体,所述控制器主体接收重量感应信号并输出数字信号至触控显示屏。
38、通过采用上述技术方案,由于多次重复试验后,折痕挺度测试组件上的测试板多次受力,可能出现失准的情况,则需要对测试板进行调零校准,调零校准时,将控制器主体平放使得测试板的中心到达最低点,进一步将放置台卡接于测试板的顶端面,再放置砝码至放置台的表面,此时通过触控显示屏显示的砝码重量,识别是否与真实的砝码重量出现偏差并进行校准,以提升每次纸板挺度折痕力比值测试的准确性。
39、本技术的上述目的三是通过以下技术方案得以实现的:
40、一种纸制品挺度折痕力比的智能检测系统,包括:
41、预设区间模块,用于当获取到预设的代表符合纸板挺度值需求的纸板挺度值区间,以及代表符合折痕挺度值需求的折痕挺度值区间时,计算当前符合需求的挺度折痕力比区间;
42、测试数据接收模块,用于当接收到纸板挺度测试端发出的纸板挺度值,以及接收到折痕挺度测试端发出的折痕挺度值时,计算当前纸板的挺度折痕力比值;
43、判断模块,用于判断当前挺度折痕力比值是否位于当前的挺度折痕力比区间内,生成当前的判断结果信息,判断结果信息包括当前纸板测试得到的纸板挺度值、折痕挺度值、挺度折痕力比值以及与该纸板关联的预设的型号标识;
44、打印控制模块,用于当接收到用户端发出的打印指令时,将判断结果信息发送至打印终端进行打印。
45、本技术的上述目的四是通过以下技术方案得以实现的:
46、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述一种纸制品挺度折痕力比的智能检测方法的步骤。
47、综上所述,本技术包括以下至少一种有益技术效果:
48、1.工作人员在对不同材质差异的纸板进行挺度折痕力比值的测试时,能够针对不同材质差异的纸板预先设定好符合需求的多个不同的挺度折痕力比区间,自动判断纸板是否合格,并自动输出文字反馈,从而在对不同材质纸板且挺度折痕力比值的精准度不同的情况下,方便工作人员判断所测的挺度折痕力比值是否合格;
49、2.同一型号标识的纸板在重复测试过程中,能够自动计算出挺度折痕力比均值以及挺度折痕力比标准差值,为工作人员提供更为准确、客观的纸板挺度折痕力比值的测试结果;
50、3.通过发送压力检测指令来检测并反馈纸板是否被紧固,通过角度检测终端来检测纸板挺度测试端中用于抵接纸板的硬件是否为15°,从而能够提升每次纸板挺度折痕力比值测试的准确性;
51、4.通过图像识别纸板的型号标识,再根据型号标识获取到关联的该纸板的纸板挺度值区间和折痕挺度值区间,进而在轮流对不同材质纸板进行测试的过程中,减少工作人员需要输入数据的工作量,测试更为智能化,提升测试效率。
- 还没有人留言评论。精彩留言会获得点赞!