一种浮动式螺纹牙规及检测装置的制作方法
本技术涉及螺纹检测领域,尤其是涉及一种浮动式螺纹牙规及检测装置。
背景技术:
1、精密仪器的螺纹工件在生产后需要通过牙规对螺纹进行检测,以确保螺纹规格满足精度要求。牙规包括通规和止规,若螺纹合格,则需同时满足两个条件:通规能够完全旋进;止规只能旋进1-2个螺牙。
2、在现有相关技术中,螺纹工件的大批量检测一般由机械完成,例如中国发明申请公布号cn 110319742 a,一种螺牙检测机,其通过伺服电机、直线模组以及自动平移偏摆机构对螺纹工件进行检测。自动平移偏摆机构的实现方式大致为:牙规对准螺纹工件,直线模组驱动牙规抵紧螺纹工件。当牙规未对准螺纹工件时,牙规在两个水平方向上滑动,使得使牙规通过水平滑动顺着螺纹工件的坡口滑入或旋进螺纹,进而使得牙规自主对准螺纹工件,从而确保牙规与螺纹工件同轴。
3、针对上述中的相关技术,牙规在进行定位时的稳定性较差,易发生晃动,使得牙规在抵紧螺纹工件之前就已经发生了较大的偏移,不利于确保定位精度。
技术实现思路
1、为了确保通过牙规进行螺纹检测的定位精度,本技术提供一种高速牙规检测装置。
2、本技术提供的一种浮动式螺纹牙规采用如下的技术方案:
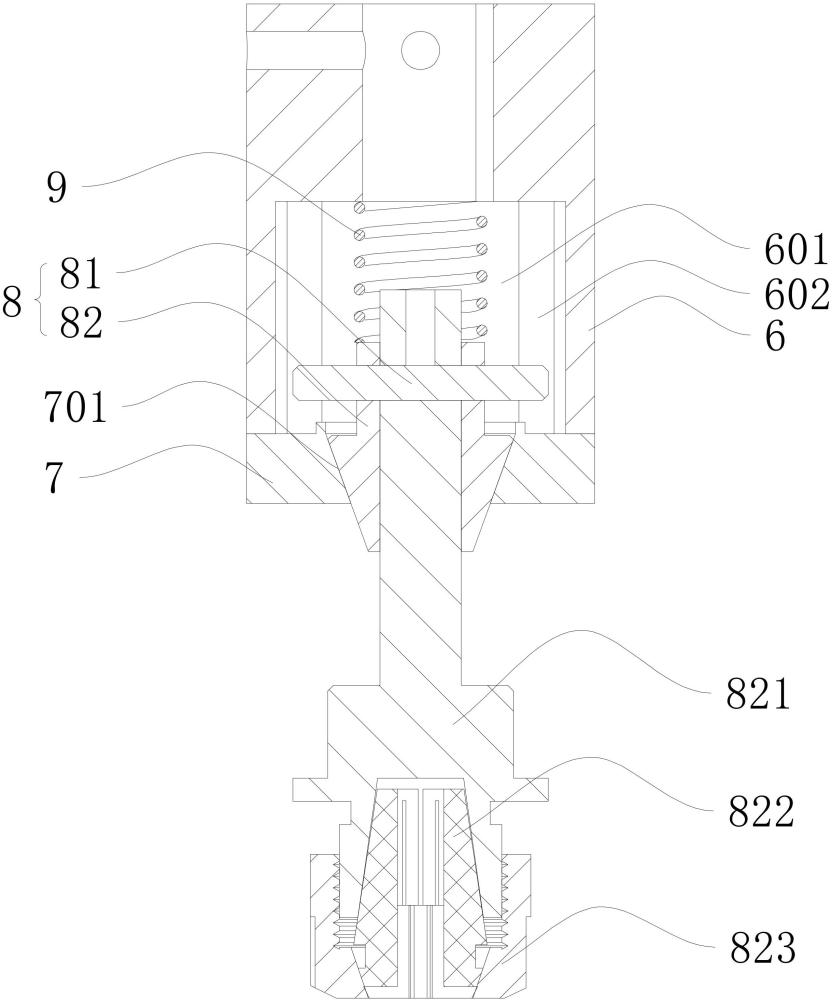
3、一种浮动式螺纹牙规,包括传动套、定位环、定位块以及弹性件,所述定位环安装于传动套,所述定位环贯穿开设有定位孔,所述定位孔其中一端的内径尺寸大于自身另外一端的内径尺寸;
4、所述定位块滑移配合于传动套,且所述定位块插接配合于定位孔,所述弹性件的两端分别安装于定位块和传动套;
5、所述定位块安装有牙规接头,所述牙规接头用于安装牙规;
6、所述定位孔内径尺寸大的一端远离牙规设置。
7、通过采用上述技术方案,牙规未抵紧配合于螺纹件时,定位块在弹性件的作用下抵紧配合于定位孔的内壁,使得牙规在定位孔的限位作用下不易晃动。
8、牙规抵紧配合于螺纹工件时,弹性件压缩变形,吸收牙规对螺纹工件的冲击力,使得牙规和螺纹工件均不易在攻牙即将牙规拧进螺纹工件时损坏。
9、弹性件压缩后,定位块与定位孔的内壁之间的缝隙增大,定位块不再抵紧配合于定位孔的内壁,使得定位块有足够的活动空间进行水平摆动,进而在牙规未对准螺纹工件时,牙规通过摆动顺着螺纹工件的坡口滑入或旋进螺纹,使得牙规自主对准螺纹工件,进而保证牙规与螺纹工件同轴,从而确保了通过牙规进行螺纹检测的定位精度。
10、当牙规与螺纹工件之间的偏差超出设计范围时,使牙规继续抵紧螺纹工件,弹性件进一步压缩变形,定位块与定位孔的内壁之间的缝隙进一步增大,从而使得牙规在设计范围之外依然有足够的活动空间进行自主调整,相较于通过滑动进行自主调节的现有技术,还具有自主调节范围大、适应性强的优点。
11、可选的,所述传动套的内部开设有位移空腔,所述位移空腔的内壁开设有滑移槽,所述滑移槽沿传动套的轴线方向延伸,所述定位块滑移配合于滑移槽,所述定位块与滑移槽的内壁之间设有缝隙。
12、通过采用上述技术方案,一方面,定位块通过滑移槽滑移配合于传动套,运动较为稳定。另一方面,定位块与滑移槽的内壁之间设有缝隙,使在牙规抵紧配合于螺纹工件时,牙规能够多角度的摆动而不限于水平摆动,从而使得牙规获得更大的活动空间以确保自身与螺纹工件同轴,尤其地更适用于采用了多个浮动式螺纹牙规的检测速度快的螺牙检测机,使得多个牙规之间不易因与螺纹工件的脱离时间的偏差,使得部分牙规在未完全与螺纹工件脱离而螺纹工件已开始被输送至下一工位时,依然留有足够的活动空间供牙规偏摆并脱离。
13、可选的,所述定位孔的内壁自内径尺寸大的一端向内径尺寸小的一端朝靠近自身轴线的方向倾斜设置;
14、所述定位块其中一端的直径尺寸大于自身另外一端的直径尺寸,所述定位块的外周面自直径尺寸大的一端向直径尺寸小的一端朝靠近自身轴线的方向倾斜设置。
15、通过采用上述技术方案,定位块进行水平摆动时,不易与定位孔的内壁发生磕碰,从而减少定位块或定位孔的内壁因磕碰而损坏的情况的发生。
16、可选的,所述牙规接头包括安装杆、弹性夹头以及紧固套,所述安装杆的其中一端安装于定位块,所述弹性夹头安装于安装杆的另外一端,所述弹性夹头的一端开设有牙规插槽,所述牙规插槽用于插接牙规;
17、所述紧固套的其中一端螺纹配合于安装杆的安装有弹性夹头的一端,且所述紧固套抵紧配合于弹性夹头开设有牙规插槽的一端。
18、通过采用上述技术方案,将牙规插入牙规插槽,然后转动紧固套,使得弹性夹头抵紧配合于牙规,从而将牙规稳固地安装于牙规插槽内,便于根据实际需求更换为通规或止规。
19、另外,弹性夹头的弹性也为牙规提供了活动空间,进而使得牙规得以更好地自主对准螺纹工件,从而确保牙规与螺纹工件同轴。
20、本技术还提供一种检测装置。
21、一种检测装置,包括上述浮动式螺纹牙规。
22、可选的,还包括机架、上料组件、转动台、检测组件、固定组件、升降组件以及下料组件,所述上料组件用于向转动台输送螺纹工件,所述转动台安装于机架且绕竖直轴线转动;
23、所述浮动式螺纹牙规设有若干,若干所述浮动式螺纹牙规绕转动台的轴线周向分布;
24、所述检测组件设有若干,若干所述检测组件分别与各浮动式螺纹牙规一一对应设置;
25、所述检测组件包括伺服电机和扭矩传感器,所述伺服电机的输出轴安装于扭矩传感器的输入端,所述传动套安装于扭矩传感器的输出端;
26、所述固定组件用于固定螺纹工件, 所述升降组件用于驱动传动套沿竖直方向运动,所述下料组件用于使螺纹工件脱离转动台。
27、通过采用上述技术方案,上料组件将螺纹工件输送至转动台,转动台转动将螺纹工件分配给若干浮动式螺纹牙规进行检测,结构紧凑且检测效率高。
28、通过浮动式螺纹牙规对螺纹工件进行检测时,固定组件将螺纹工件固定,升降组件驱动传动套沿竖直方向运动直至牙规抵紧配合于螺纹工件。随后伺服电机按照设定的扭矩转动,当螺纹工件的通规无法通过或止规安装设定圈数转动后依然能够继续转动即螺纹不符合要求时,扭矩传感器检测出伺服电机的实时扭力状况,使伺服电机反向转动带动牙规远离螺纹工件,从而检测出不符合要求的螺纹工件,精度较高。
29、螺纹工件经过扭矩传感器和伺服电机的检测后,下料组件根据检测结果使螺纹工件脱离转动台,从而完成单次螺纹工件的检测循环。
30、可选的,所述升降组件设有若干,若干所述升降组件分别与各浮动式螺纹牙规一一对应设置;
31、所述升降组件包括升降架体、升降气缸以及升降滑块,所述升降架体安装于机架,所述升降气缸安装于升降架体,所述升降气缸的活塞杆沿竖直方向设置,所述升降滑块安装于升降气缸的活塞杆,且所述升降滑块沿竖直方向滑移配合于升降架体,所述伺服电机安装于升降滑块。
32、通过采用上述技术方案,升降气缸通过伸出自身的活塞杆使牙规抵紧配合于螺纹工件,相较于现有技术中采用的通过直线模组使牙规抵紧配合于螺纹工件的方案,具有响应速度快、结构简单且成本低的优势。同时,浮动式螺纹牙规自主调节范围大且不易因冲击力而损坏的优势,减少了升降气缸精度较直线模组差且反应速度过快的不利影响。
33、可选的,所述上料组件包括振动盘、输送带、导向板以及输送驱动件,所述振动盘用于将螺纹工件输送至输送带,所述输送带安装于机架,所述导向板安装于机架,所述导向板贯穿开设有用于使螺纹工件沿输送带的输送方向运动的导向槽,所述输送驱动件用于驱动输送带转动。
34、通过采用上述技术方案,振动盘和输送带为转动台进行供料,单位时间的螺纹工件输送量较大,有利于确保螺纹工件的检测效率。
35、可选的,所述转动台安装有若干放置板,若干放置板绕转动台的轴线周向均匀分布;
36、所述放置板远离转动台的一侧开设有放置槽,所述机架安装有限位板,所述浮动式螺纹牙规对螺纹工件进行检测时,所述放置槽贴近限位板设置。
37、通过采用上述技术方案,输送带将螺纹工件输送至放置槽内,使得螺纹工件随转动台一同转动。浮动式螺纹牙规对螺纹工件进行检测时,放置槽贴近限位板设置,使得放置槽被封闭,螺纹工件难以自转动台掉落,有利于保证转动台的高速运行,从而确保螺纹工件的检测效率。
38、可选的,所述固定组件设有若干,若干所述固定组件分别与各浮动式螺纹牙规一一对应设置;
39、所述固定组件包括固定架体、固定气缸以及限位块,所述固定架体安装于机架,所述固定气缸安装于固定架体,所述固定气缸的活塞杆沿水平方向设置,所述限位块安装于固定气缸的活塞杆。
40、通过采用上述技术方案,固定气缸伸出自身的活塞杆,使得限位块抵紧配合于放置槽内的螺纹工件,进而使得螺纹工件不易在牙规的作用下同步转动,有利于确保检测螺纹工件的精确度。
41、综上所述,本技术包括以下至少一种有益技术效果:
42、1、牙规未抵紧配合于螺纹件时,定位块在弹性件的作用下抵紧配合于定位孔的内壁,使得牙规在定位孔的限位作用下不易晃动。
43、牙规抵紧配合于螺纹工件时,弹性件压缩变形,吸收牙规对螺纹工件的冲击力,使得牙规和螺纹工件均不易在攻牙即将牙规拧进螺纹工件时损坏。
44、弹性件压缩后,定位块与定位孔的内壁之间的缝隙增大,定位块不再抵紧配合于定位孔的内壁,使得定位块有足够的活动空间进行水平摆动,进而在牙规未对准螺纹工件时,牙规通过摆动顺着螺纹工件的坡口滑入或旋进螺纹,使得牙规自主对准螺纹工件,进而保证牙规与螺纹工件同轴,从而确保了通过牙规进行螺纹检测的定位精度。
45、当牙规与螺纹工件之间的偏差超出设计范围时,使牙规继续抵紧螺纹工件,弹性件进一步压缩变形,定位块与定位孔的内壁之间的缝隙进一步增大,从而使得牙规在设计范围之外依然有足够的活动空间进行自主调整,相较于通过滑动进行自主调节的现有技术,还具有自主调节范围大、适应性强的优点。
46、2、一方面,定位块通过滑移槽滑移配合于传动套,运动较为稳定。另一方面,定位块与滑移槽的内壁之间设有缝隙,使在牙规抵紧配合于螺纹工件时,牙规能够多角度的摆动而不限于水平摆动,从而使得牙规获得更大的活动空间以确保自身与螺纹工件同轴,尤其地更适用于采用了多个浮动式螺纹牙规的检测速度快的螺牙检测机,使得多个牙规之间不易因与螺纹工件的脱离时间的偏差,使得部分牙规在未完全与螺纹工件脱离而螺纹工件已开始被输送至下一工位时,依然留有足够的活动空间供牙规偏摆并脱离。
47、3、升降气缸通过伸出自身的活塞杆使牙规抵紧配合于螺纹工件,相较于现有技术中采用的通过直线模组使牙规抵紧配合于螺纹工件的方案,具有响应速度快、结构简单且成本低的优势。同时,浮动式螺纹牙规自主调节范围大且不易因冲击力而损坏的优势,减少了升降气缸精度较直线模组差且反应速度过快的不利影响。
- 还没有人留言评论。精彩留言会获得点赞!