劣弧内孔直径测量装置及测量方法与流程
本发明属于测量设备,涉及劣弧内孔直径测量装置,本发明还涉及劣弧内孔直径测量方法。
背景技术:
1、在机械加工零件成品检测过程中,常会遇到劣弧内孔直径的测量问题。常规的内孔直径测量方法时两点式测量,两点式测量就是直接测量圆弧直径,而被测零件是劣弧,故两点式测量是行不通的。如果加工工厂此类零件多、外圆尺寸跨度大的话,用手工测量的办法,在圆弧上选定两点测弦长与弓高,通过几何计算的方法,其过程操作性差,测量精度难以保证,工作效率不高。
2、综上所述,现有技术中存在劣弧内孔直径测量困难、测量精度低的问题。
技术实现思路
1、本发明的目的是提供劣弧内孔直径直接测量装置,解决了现有技术中存在劣弧内孔直径测量困难、测量精度低的问题。
2、本发明的另一目的是提供劣弧内孔直径测量方法。
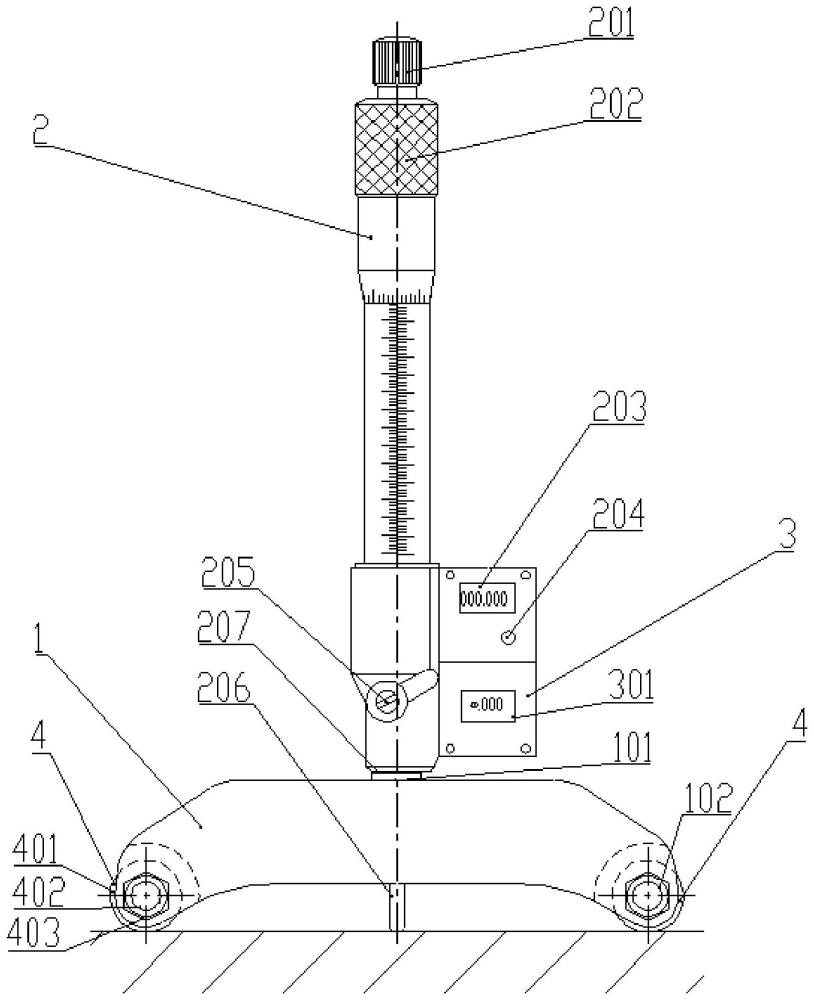
3、本发明所采用的技术方案是:劣弧内孔直径测量装置,包括基座,基座中部连接有数显螺旋测微器,基座两侧分别连接有两个滚轮轴承装置,数显螺旋测微器连接有数据处理模块;数据处理模块与数显螺旋测微器通信连接。
4、本发明的特点在于:
5、中心部位及两侧均开孔的基座包括基座中心部位和滚轮孔;基座中心部位与数显螺旋测微器固定连接,滚轮孔与滚轮轴承装置连接。
6、结构同一般数显千分尺的数显螺旋测微器包括棘轮、微分筒、数显螺旋测微器显示屏、归零按钮、止动旋钮、球头测杆和螺纹轴套。
7、数据处理模块包括数据处理模块显示屏,数据处理模块固接在数显螺旋测微器一侧,数据处理模块内设有处理器;滚轮轴承装置包括穿过滚轮孔的芯轴,芯轴外套有滚轮,芯轴一端设置有螺母。
8、本发明所采用的另一技术方案是:劣弧内孔直径测量方法,具体按照以下步骤实施:
9、步骤一:测量前数显螺旋测微器归零;
10、步骤二:劣弧内孔直径测量装置测量待测内孔得到直径数值,数值直接显示在数据处理模块显示屏上,测量完成。
11、本发明另一技术方案的特点在于:
12、步骤一中测量前数显螺旋测微器归零:
13、1.1通过旋转微分筒将球头测杆缩回,球头端较滚轮最低点稍高即可;
14、1.2使两个滚轮接触在平尺上,旋转微分筒使球头测杆旋出;
15、1.3待球头测杆球头端即将接触到平尺平面时,停止旋转微分筒,开始旋转棘轮,当棘轮自动打滑发出响声后,停止旋转棘轮,然后按下归零按钮,此时数显螺旋测微器显示屏上显示数值为零,归零完成。
16、步骤二中使用劣弧内孔直径测量装置测量待测内孔得到直径数值,数值直接显示在数据处理模块显示屏上,测量完成:
17、2.1使两个滚轮贴合在待测装置内孔内壁上,保证贴实;
18、2.2旋转微分筒使球头测杆旋出,此时数显螺旋测微器显示屏实时显示球头测杆旋出量;
19、2.3待球头测杆球头端即将接触到待测装置内孔内壁时,停止旋转微分筒,开始旋转棘轮,当棘轮自动打滑发出响声后,停止旋转棘轮,按下止动旋钮使球头测杆锁止;
20、2.4在旋转微分筒及棘轮的同时,数据处理模块通过将已知量及螺旋测微器显示屏显示的数值带入公式2r=δ+(a2/δ)+2r中进行计算,数据处理模块显示屏实时显示计算结果;按下止动旋钮使球头测杆锁止后数据处理模块显示屏显示的数据即为待测装置内孔直径值,测量精度为0.01mm,测量及读数完成;公式中r为待测内孔半径值,δ为球头测杆的旋出量,a为两处滚轮轴承装置之间距离的一半,r为滚轮的半径值,其中两处滚轮轴承装置之间距离的一半a、滚轮的半径值r为已知量,δ为数显螺旋测微器显示屏上显示的数值。
21、本发明的有益效果是:结构简单,操作容易,可直接测出工件劣弧内孔直径,同时也实现了对尺寸跨度大、批量大的其它内孔直径进行直接测量,降低了测量难度,提高了测量精度,具有较高的经济性。
技术特征:
1.劣弧内孔直径测量装置,其特征在于,包括基座(1),所述基座(1)中部连接有数显螺旋测微器(2),所述基座(1)两侧分别连接有两个滚轮轴承装置(4),所述数显螺旋测微器(2)连接有数据处理模块(3);所述数据处理模块(3)与数显螺旋测微器(2)通信连接。
2.根据权利要求1所述的劣弧内孔直径测量装置,其特征在于,所述中心部位及两侧均开孔的基座(1)包括基座中心部位(101)和滚轮孔(102);所述基座中心部位(101)与数显螺旋测微器(2)固定连接,所述滚轮孔(102)与滚轮轴承装置(4)连接。
3.根据权利要求2所述的劣弧内孔直径测量装置,其特征在于,所述结构同一般数显千分尺的数显螺旋测微器(2)包括棘轮(201)、微分筒(202)、数显螺旋测微器显示屏(203)、归零按钮(204)、止动旋钮(205)、球头测杆(206)和螺纹轴套(207)。
4.根据权利要求3所述的劣弧内孔直径测量装置,其特征在于,所述数据处理模块(3)包括数据处理模块显示屏(301),所述数据处理模块(3)固接在数显螺旋测微器(2)一侧,所述数据处理模块(3)内设有处理器;所述滚轮轴承装置(4)包括穿过滚轮孔(102)的芯轴(402),所述芯轴(402)外套有滚轮(401),所述芯轴(402)一端设置有螺母(403)。
5.劣弧内孔直径测量方法,其特征在于,根据权利要求1-4所述的劣弧内孔直径测量装置,具体按照以下步骤实施:
6.根据权利要求5所述的劣弧内孔直径测量装置,其特征在于,所述步骤一中测量前数显螺旋测微器(2)归零:
7.根据权利要求5所述的劣弧内孔直径测量装置,其特征在于,所述步骤二中使用劣弧内孔直径测量装置测量待测内孔得到直径数值,数值直接显示在数据处理模块显示屏(301)上,测量完成:
技术总结
本发明公开了劣弧内孔直径测量装置,包括基座,基座两侧分别装配有两个滚轮轴承装置,中部装配有数显螺旋测微器,数据处理模块与数显螺旋测微器通信连接。本发明还公开了劣弧内孔直径测量方法,具体按照以下步骤实施:测量前数显螺旋测微器归零;使用劣弧内孔直径测量装置测量待测内孔,通过数据处理模块计算得到待测内孔直径值,并显示在数据处理模块显示屏上,测量完成。本发明劣弧内孔直径测量装置,解决了现有技术中存在劣弧内孔直径测量困难、测量精度低的问题,同时也实现了对尺寸跨度大、批量大的其它内孔直径进行直接测量,简化了测量难度,提高了测量精度。
技术研发人员:鬲雪艾,王飞
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!