石英表用电子组件的一体化结构的制作方法
1.本实用新型涉及手表技术领域,具体的,涉及一种石英表用电子组件的一体化结构。
背景技术:
2.石英手表机芯的定子片和线圈铁芯必须紧贴合在一起,若两者间存在间隙,则会导致机芯走时不准、走时超分贝以及线圈断线等问题;目前,定子片、线圈部件的铁芯采用分体式结构,通过铆钉固定在一起,铆压结构容易松动,导致起不到将定子片和线圈铁芯紧紧固定在一起的作用;现有机芯的电子组件分别为:线路板、线圈部件和铆钉,目前的装配方法为:先将线路板装入机芯内,线路板需用铆压机铆压紧;然后装线圈部件,在装线圈部件时需人工将其线头捊直再装入机芯固定管上;最后装上铆钉来固定线圈部件,用铆压机压紧。此外,传统的石英机芯需将线圈和电路板焊接,但是由于线圈的线丝自由散落,需通过人工用镊子夹取线圈的线头,然后拉到对应的电路板的铜箔点焊接上,整个装配工艺步骤繁杂,同时焊接时丝线容易断开,而且丝线比较细,直径0.02mm,不易看清楚,这增大了焊线难度,焊接不好会影响机芯走时的可靠性和稳定性。
技术实现要素:
3.本实用新型提出一种石英表用电子组件的一体化结构,解决了相关技术中电子组件安装效率低的问题。
4.本实用新型的技术方案如下:
5.一种石英表用电子组件的一体化结构,包括,
6.线架,线架上设置有放置槽;
7.铁芯,铁芯设置在放置槽内;
8.线圈,线圈缠绕在线架和铁芯外侧,线圈具有起始线头和尾线头;
9.电路板,电路板设置在线架上,电路板上具有起始焊点和尾线焊点,起始线头与起始焊点连接,尾线头和尾线焊点连接。
10.本实用新型的工作原理及有益效果为:
11.本实用新型中,为了解决原有电子组件安装效率低的问题,本方案中设置了一体化的电子组件,其中包括设置有放置槽的线架,铁芯设置在放置槽内,述线圈缠绕在线架和铁芯外侧,电路板设置在线架上,线圈的起始线头和尾线头分别与起始焊点和尾线焊点连接;本方案将传统结构的三大件经过合理的布局,组装成一体化的结构,简便牢固,安装时避免了现有过程中繁琐的安装步骤,直接将该一体化结构安装在手表内即可,该一体化装置在满足自动化装配线组装的同时,对于人工装配的效率也有很大的提升,并且由于减少了零件和工序,也降低了生产成本。
12.安装时,可以先将铁芯铁芯放置在放置槽内,继而将线架与电路板安装好,然后在线架上绕线,绕好线后将线圈的两个线头起始线头和尾线头用电阻焊接在电路板的起始焊
点和尾线焊点上,然后直接将该一体化的结构安装在石英表芯中;在对起始线头以及尾线头焊接在尾线焊点的过程中,可使自动化绕线机绕好线后自动焊接,可以选择在自动绕线机上设置好电阻焊头位置直接触点的焊接方式,也可选择用自动熔锡枪将锡熔融的焊接方式,焊接过程无需增加工序和零件,无需人工操作,提高了生产效率,避免了人工焊接时丝线容易被拉断的问题,也避免了由于丝线太细导致焊接不好影响机芯走时的问题。
附图说明
13.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
14.图1为本实用新型整体结构的某一视角结构图;
15.图2为本实用新型整体结构的又一视角结构图;
16.图3为本实用新型整体结构的俯视图;
17.图4为本实用新型中线架的某一视角结构图;
18.图5为本实用新型中的铁芯安装在放置槽后的结构示意图;
19.图6为本实用新型中铁芯的结构示意图。
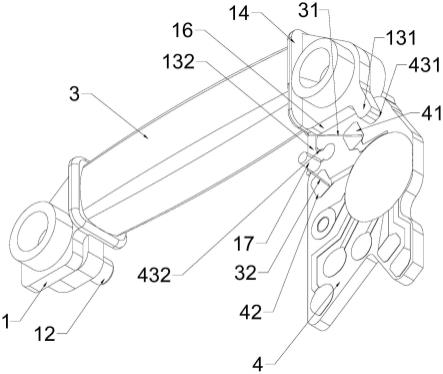
20.图中:1、线架,11、放置槽,12、连接柱,131、第一卡接部,132、第二卡接部,14、挡边,15、放置口,16、过线槽,17、绕线柱,2、铁芯,21、连接孔,3、线圈,31、起始线头,32、尾线头,4、电路板,41、起始焊点,42、尾线焊点,431、第一卡接孔,432、第二卡接槽。
具体实施方式
21.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
22.如图1~图6所示,本实施例提出了一种石英表用电子组件的一体化结构,包括,
23.线架1,线架1上设置有放置槽11;
24.铁芯2,铁芯2设置在放置槽11内;
25.线圈3,线圈3缠绕在线架1和铁芯2外侧,线圈3具有起始线头31和尾线头32;
26.电路板4,电路板4设置在线架1上,电路板4上具有起始焊点41和尾线焊点42,起始线头31与起始焊点41连接,尾线头32和尾线焊点42连接。
27.本实施例中,为了解决原有电子组件安装效率低的问题,本方案中设置了一体化的电子组件,其中包括设置有放置槽11的线架1,铁芯2设置在放置槽11内,述线圈3缠绕在线架1和铁芯2外侧,电路板4设置在线架1上,线圈3的起始线头31和尾线头32分别与起始焊点41和尾线焊点42连接;本方案将传统结构的三大件经过合理的布局,组装成一体化的结构,简便牢固,安装时避免了现有过程中繁琐的安装步骤,直接将该一体化结构安装在手表内即可,该一体化装置在满足自动化装配线组装的同时,对于人工装配的效率也有很大的提升,并且由于减少了零件和工序,也降低了生产成本。
28.安装时,可以先将铁芯铁芯2放置在放置槽11内,继而将线架1与电路板4安装好,然后在线架1上绕线,绕好线后将线圈3的两个线头起始线头31和尾线头32用电阻焊接在电路板4的起始焊点41和尾线焊点42上,然后直接将该一体化的结构安装在石英表芯中;在对
起始线头31焊接在起始焊点41以及尾线头32焊接在尾线焊点42的过程中,可使自动化绕线机绕好线后自动焊接,可以选择在自动绕线机上设置好电阻焊头位置直接触点的焊接方式,也可选择用自动熔锡枪将锡熔融的焊接方式,焊接过程无需增加工序和零件,无需人工操作,提高了生产效率,避免了人工焊接时丝线容易被拉断的问题,也避免了由于丝线太细导致焊接不好影响机芯走时的问题。
29.进一步,铁芯2两侧设置有连接孔21;
30.线架1两侧设置有连接柱12,连接柱12的位置与连接孔21的位置对应,连接柱12穿过连接孔21后,铁芯2设置在放置槽11内。
31.本实施例中,为了便于固定铁芯2,在铁芯2上设置了连接孔21,同时在线架1上对应设置了连接柱12,将连接柱12穿过连接孔21后,铁芯2就安装在了放置槽11中;此外由于设置了连接柱12,本实用新型的一体化结构安装在手表机芯中后,可以使定子片和线圈铁芯紧密贴合,解决了传统石英机芯定子片和线圈铁芯之间连接不稳定的问题,保障机芯走时可靠稳定。
32.进一步,线架1上设置有卡接部;
33.电路板4上设置有卡接槽,卡接部卡接到卡接槽中。
34.本实施例中,为了便于将电路板4安装在线架1上,在线架1上设置了卡接部,在电路板4上设置了卡接槽,卡接部卡接到卡接槽中后,线架1和电路板4安装成一体。
35.进一步,卡接部包括第一卡接部131和第二卡接部132;
36.卡接槽包括第一卡接孔431和第二卡接槽432,第一卡接部131设置在第一卡接孔431内,第二卡接部132设置在第二卡接槽432内。
37.本实施例中,为了使线架1和电路板4的卡接牢固,卡接部包括第一卡接部131和第二卡接部132,卡接槽包括第一卡接孔431和第二卡接槽432,第一卡接部131沿竖直方向插入在第一卡接孔431内,第二卡接部132设置在第二卡接槽432内,通过设置两个不同的卡接位置,在不影响卡接难度的情况下提升了卡接的牢固度。
38.进一步,线架1上具有挡边14,挡边14上具有放置口15,铁芯2穿过放置口15后容纳在放置槽11内。
39.本实施例中,本方案在线架1上还设置了挡边14,用于取代原有的挡片肩,进一步减少了零件数量,使一体化结构更加完善且简单;挡边14上具有放置口15,铁芯2在安装过程中,穿过放置口15后安装在放置槽11内;放置口15附近可以看情况设置防脱结构,用于放置铁芯2从放置槽11内滑出,防脱结构可以选择卡爪或者其他现有的防脱结构。
40.进一步,线架1还包括过线槽16,过线槽16位于第二卡接部132一侧,起始线头31穿过过线槽16后焊接在起始焊点41上。
41.本实施例中,为了使起始线头31能与起始焊点41连接,线架1上具有过线槽16,起始线头31沿过线槽16经过起始焊点41的位置。
42.进一步,第二卡接部132上设置有绕线柱17,尾线头32经过绕线柱17后与尾线焊点42连接。
43.本实施例中,为了防止尾线头32与起始线头31交缠在一起,在第二卡接部132上设置了绕线柱17,尾线头32绕过绕线柱17后与尾线焊点42连接。
44.绕线时起始线头31和尾线头32匀分别缠绕在电路板4一侧的夹头治具的缠绕柱
上,焊接前,起始线头31沿过线槽16向起始焊点41方向延伸后缠绕在电路板4一侧的夹头治具的其中一个缠绕柱上;尾线头32从下往上绕过绕线柱17后向尾线焊点42防线延伸后缠绕在电路板4一侧的夹头治具的另一个缠绕柱上;由于起始线头31和尾线头32都贴在电路板4的表面,所以可以直接将起始线头31和尾线头32焊接在起始焊点41和尾线焊点42上。
45.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1