一种RFID条桶智能识别与工艺预警的并条机智能控制系统的制作方法
一种rfid条桶智能识别与工艺预警的并条机智能控制系统
技术领域
[0001]
本发明涉及纺织行业人工智能技术领域,特别涉及一种rfid条桶智能识别与工艺预警的并条机智能控制系统。
背景技术:
[0002]
伴随着纺纱设备自动化程度的不断提升,目前纺纱的并条机条筒生产均可以达到自动换筒,同时也实现了agv小车的生产物流传送,但是自动化仍旧无法识别生产现场条筒工艺(在制品)的精准度(准确度),只能依靠挡车工在现场的实际操作来进行人工干预。人工干预带来了诸多的不确定性,经常会出现人工上错料、工艺不匹配等问题,影响了生产效率与产品质量。
技术实现要素:
[0003]
为了解决现有技术的问题,本发明提供了一种可降低生产物料损失,避免在生产过程中出现质量事故的rfid条桶智能识别与工艺预警的并条机智能控制系统。
[0004]
本发明所述技术方案如下:
[0005]
一种rfid条桶智能识别与工艺预警的并条机智能控制系统,包括智能芯片插卡装置,梳棉rfid天线,并条rfid天线,rfid控制器,数据采集模块,交换机,rfid工控机,mes服务器,声光报警装置,所述梳棉rfid天线通过带航空接头的mes服务器芯信号专用线同数据采集模块进行通讯,将信号转换为数字信号,通过网线连接至车间网络交换机后,通过光纤传输至rfid工控机,最后通过接口协议和mes服务器进行数据交换。所述并条rfid天线通过有线信号专用线同rfid控制器进行连接,通过rfid控制器和数据采集模块进行通讯,将信号转换为数字信号,通过网线连接至车间网络交换机后,通过光纤传输至rfid工控机,最后通过接口协议和mes服务器进行数据交换。
[0006]
正常情况下数据交互成功后,数据将会被记录在mes数据服务器中,以便后续的数据追溯使用。若数据交互后,mes系统判定条桶与并条工艺bom清单不符时,将会通过网络交换机和数据采集模块触发声光报警装置的报警。
[0007]
软件层面针对纺织行业并条机的工作原理,个性化的集成设计与开发了mes工艺管理功能,软件采用主流的java开发平台,具有较强的扩展性和集成性,可适用于pc和多智能终端使用。同时通过mes系统和plc层的集成交互实现了对rfid信息的读写功能与声光plc的触发功能。
[0008]
一种rfid条桶智能识别与工艺预警的并条机智能控制系统,包括以下步骤:
[0009]
(1)、生条桶从梳棉机出桶时,条桶底部芯片经过梳棉rfid天线区域时,rfid控制器会识别出条桶的身份信息,写入rfid的mysql数据库;
[0010]
(2)、mes系统通过db交互的方式会实时读取rfid的mysql数据库信息,当读取到信息后,会将机台、条桶信息与机台的物料、工艺信息进行绑定;
[0011]
(3)、生条桶从并条机上机时,条桶底部芯片经过并条rfid天线区域时,rfid控制
器会识别出条桶的身份信息,写入rfid的mysql数据库;
[0012]
(4)、mes系统通过db交互的方式会实时读取rfid的mysql数据库信息,当读取到信息后,会将机台、条桶信息与机台的物料、工艺信息进行比对校验,若信息相符则绑定机台信息;若不符,则会触发声光报警装置。
[0013]
优选地,每台并条机16个梳棉条桶的并条rfid天线安装在rfid感应器底座上,所述的rfid感应器底座用4cm*4cm角铁拼接焊制。
[0014]
优选地,所述的智能芯片插卡装置包括每个梳棉条桶底部安装了2个固定条,在固定条上粘贴了5个芯片卡槽,用于插拔卡片。
[0015]
本发明提供的技术方案带来的有益效果是:
[0016]
同以往人工根据条桶颜色判别工艺配方的方式相比较,这种方式可以系统自动识别并预警,具有自动化程度高、工艺配方自动预警等特点,可实现集成系统控制,避免人工干预。
附图说明
[0017]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0018]
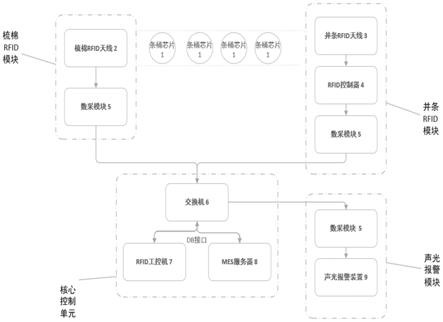
图1是rfid控制原理图;
[0019]
图2是梳棉rfid数据采集与处理流程图;
[0020]
图3是并条rfid数据采集与工艺预警流程图;
[0021]
图4是rfid感应器底座的剖面图;
[0022]
图5是智能芯片插卡装置的结构示意图。
具体实施方式
[0023]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
[0024]
如图1-5所示,一种rfid条桶智能识别与工艺预警的并条机智能控制系统,包括智能芯片插卡装置,梳棉rfid天线2,并条rfid天线3,rfid控制器4,数据采集模块5,交换机6,rfid工控机7,mes服务器8,声光报警装置9,所述梳棉rfid天线2通过带航空接头的mes服务器8芯信号专用线同数据采集模块5进行通讯,将信号转换为数字信号,通过网线连接至车间网络交换机6后,通过光纤传输至rfid工控机7,最后通过接口协议和mes服务器8进行数据交换。所述并条rfid天线3通过有线信号专用线同rfid控制器4进行连接,通过rfid控制器4和数据采集模块5进行通讯,将信号转换为数字信号,通过网线连接至车间网络交换机6后,通过光纤传输至rfid工控机7,最后通过接口协议和mes服务器8进行数据交换。
[0025]
正常情况下数据交互成功后,数据将会被记录在mes数据服务器中,以便后续的数据追溯使用。若数据交互后,mes系统判定条桶与并条工艺bom清单不符时,将会通过网络交换机6和数据采集模块5触发声光报警装置9的报警。
[0026]
软件层面针对纺织行业并条机的工作原理,个性化的集成设计与开发了mes工艺
管理功能,软件采用主流的java开发平台,具有较强的扩展性和集成性,可适用于pc和多智能终端使用。同时通过mes系统和plc层的集成交互实现了对rfid信息的读写功能与声光plc的触发功能。
[0027]
一种rfid条桶智能识别与工艺预警的并条机智能控制系统,包括以下步骤:
[0028]
(1)、生条桶从梳棉机出桶时,条桶底部芯片经过梳棉rfid天线2区域时,rfid控制器4会识别出条桶的身份信息,写入rfid的mysql数据库;
[0029]
(2)、mes系统通过db交互的方式会实时读取rfid的mysql数据库信息,当读取到信息后,会将机台、条桶信息与机台的物料、工艺信息进行绑定;
[0030]
(3)、生条桶从并条机上机时,条桶底部芯片经过并条rfid天线2区域时,rfid控制器4会识别出条桶的身份信息,写入rfid的mysql数据库;
[0031]
(4)、mes系统通过db交互的方式会实时读取rfid的mysql数据库信息,当读取到信息后,会将机台、条桶信息与机台的物料、工艺信息进行比对校验,若信息相符则绑定机台信息;若不符,则会触发声光报警装置。
[0032]
优选地,每台并条机16个梳棉条桶的并条rfid天线3安装在rfid感应器底座10上,所述的rfid感应器底座10用4cm*4cm角铁拼接焊制,焊接后形成设备安装平面11和钢化玻璃平面12两个平面,分别用来安装感应器读头和封装钢化玻璃。底部通道用来穿管布置感应器专用线,穿管采用dn25专用pvc管,专用线为70-3数据专用线。
[0033]
优选地,所述的智能芯片插卡装置包括每个梳棉条桶底部安装了两个固定条1,在固定条1上粘贴了5个芯片卡槽13,用于插拔卡片。
[0034]
梳棉条桶底部5个芯片会和条桶编号进行唯一绑定,rfid识别出5张芯片中的任何一个芯片,便可以获取梳棉条桶的信息。
[0035]
梳棉条桶从梳棉机满桶下机时,条桶底部5个rfid天线3会通过梳棉rfid天线2区域,卡片被识别后会通过带航空接头的mes服务器8芯信号专用线同数据采集模块进行通讯,将信号转换为数字信号,通过网络交换机传输至rfid工控机7,最后通过db数据接口协议和mes服务器进行数据交换,mes系统会记录梳棉条桶的生条物料信息。
[0036]
当梳棉生条桶被推至并条上料位置时,并条rfid天线3会识别出条桶底部卡片信息,通过rfid控制器4和数据采集模块5进行通讯,将条桶信息传输至rfid工控机7。rfid工控机7经车间网络交换机同mes服务器8进行数据交互,核对条桶物料信息与并条工艺上料信息是否匹配,若不则会通过网络交换机和数据采集模块5触发声光报警装置9的报警。数据匹配正确,则数据将会被记录在mes数据服务器中,以便后续的数据追溯使用。
[0037]
二、软件层面:
[0038]
1、设备数据集成层
[0039]
设备数据采集系统软件包括下位机软件和上位机软件,下位机软件采用汇编语言编程,主要实现数据采集、基本数据处理、通讯以及普通并条机面板的其他功能等。
[0040]
上位机软件主要实现实时从下位机上读取数据,对数据进行保存、分析和打印,并对下位机的有关工艺参数进行设定。上位机软件操作平台采用windows系统,上位机监控程序利用数据库功能强大的java可视化编程技术,实现了windows可视化界面风格,操作直观、简便,人机交互性好。
[0041]
上位机程序部署后,将会周期性执行fb45来进行数据的采集。
[0042]
2、mes系统数据识别与监控层
[0043]
mes系统功能程序采用主流的java开发平台进行了mes功能程序及接口的开发:
[0044]
mes系统将通过设备数据采集系统采集到的工艺数据与系统中配置的标准工艺信息进行核对,若二者相符将会记录实际工艺信息并同机台进行绑定,形成完整的产品追溯链。若二者不符,mes系统将会触发系统内冻结实际工艺bom信息,同时通过设备数据采集系统触发并条机plc层的声光报警装置,进行异常情况报警。现场操作员或管理人员在接收异常情况后,在mes系统中核实异常情况信息,将冻结的异常信息解冻,更换正确规格型号的条桶后进行正常的业务流转。
[0045]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1