生产线监控系统的制作方法
1.本发明涉及一种生产线监控系统。
背景技术:
2.近年来,为了确保稳定的生产,构成生产线的多个生产装置被自动化,并且向具备自动输送功能的自动装置的置换正在发展。
3.在通过信号塔的点亮而将这样的生产装置因错误而停止的情况通知给操作人员的情况下,操作人员需要处于能够对信号塔进行目视确认的地点。
4.在专利文献1中记载了一种如下的技术,即,操作人员携带接收电子邮件的便携式电话,并且由主机向操作人员发送包含生产装置的停止的信息在内的电子邮件的技术。操作人员只需在由电子邮件呼叫的情况下去往现场即可,不需要一直在能够对信号塔进行目视确认的地点进行监控。
5.但是,在专利文献1中,如果包含作业机的停止的信息在内的电子邮件被发送至多个操作人员,则多个操作人员有时会为了对已停止的生产装置进行维修而进行移动。因此,有可能使得工厂内的操作人员的配置不均,并且在操作人员的人数较少的地点对于生产装置的保养作业而产生延迟。当在生产装置的保养作业中产生延迟时,生产装置的运转率将下降。
6.专利文献1:日本特开2003
‑
204199号公报
技术实现要素:
7.本发明所涉及的生产线监控系统的一个方式为生产线监控系统,其对包含多个生产装置的生产线进行监控,并包括:
8.多个终端,其被多个作业员佩戴;
9.服务器,其能够经由无线网络而与多个所述终端进行通信,
10.所述服务器实施如下的处理,即:
11.接收所述生产装置的运转信息,且基于所述运转信息而生成事件信息的处理;
12.向多个所述终端中的第一终端以及第二终端发送所述事件信息的处理;
13.当在实施了发送所述事件信息的处理之后接收到从所述第一终端发送的应对信息的情况下,向所述第二终端发送事件停止信息的处理。
附图说明
14.图1为示意性地表示第一实施方式所涉及的生产线监控系统的图。
15.图2为第一实施方式所涉及的生产线监控系统的功能框图。
16.图3为用于对第一实施方式所涉及的生产线监控系统的运转信息进行说明的图。
17.图4为用于对被存储在第一实施方式所涉及的生产线监控系统的存储部中的表进行说明的图。
18.图5为用于对第一实施方式所涉及的生产线监控系统的终端的工作进行说明的图。
19.图6为用于对第一实施方式所涉及的生产线监控系统的终端的工作进行说明的图。
20.图7为用于对第一实施方式所涉及的生产线监控系统的服务器的工作进行说明的图。
21.图8为示意性地表示第一实施方式的变形例所涉及的生产线监控系统的图。
22.图9为表示第二实施方式所涉及的生产线监控系统的生产线的生产计划以及生产实际成果的图表。
23.图10为表示第二实施方式所涉及的生产线监控系统的生产线的生产计划以及生产实际成果的图表。
具体实施方式
24.以下,利用附图而对本发明的优选的实施方式详细地进行说明。另外,以下所说明的实施方式并非不当地对被记载于技术方案中的本发明的内容进行限定的方式。此外,以下所说明的结构并非全部是本发明的必要结构要件。
25.1.第一实施方式
26.1.1.生产线监控系统
27.1.1.1.结构
28.首先,参照附图,对第一实施方式所涉及的生产线监控系统进行说明。图1为示意性地表示第一实施方式所涉及的生产线监控系统100的图。图2为第一实施方式所涉及的生产线监控系统100的功能框图。
29.生产线监控系统100对生产线10进行监控。如图1以及图2所示,生产线监控系统例如包括第一服务器20、第二服务器30、无线网络40和多个终端50。
30.生产线10被配置在工厂内。生产线10在工厂内排列有多个。为了便于说明,而在图1中图示了两个生产线10。生产线10包括多个生产装置12。生产装置12为,对于对象物实施预定的处理并生产产品的装置。生产线10例如作为产品而生产被实施了蚀刻的晶片。在这种情况下,生产线10具有作为投入半导体晶片的投入装置的生产装置12、作为对被投入的半导体晶片进行前处理的前处理装置的生产装置12、作为对被实施了前处理的半导体晶片进行蚀刻的蚀刻装置的生产装置12、作为对被蚀刻了的半导体晶片进行后处理的后处理装置的生产装置12、以及作为对被实施了后处理的半导体晶片进行检查的检查装置的生产装置12。
31.另外,生产线10并不限定于用于对半导体晶片进行蚀刻的生产线,例如还可以为用于对半导体晶片实施光刻的生产线,也可以为用于对半导体晶片实施电镀处理的生产线。此外,由生产线10所生产出的产品也并不限定于半导体晶片,也可以为例如由金属构成的结构体、由树脂构成的结构体等。
32.如图2所示,生产装置12例如具有生产部14、处理部16和存储部18。
33.生产部14实施作为生产装置12的主目的的处理。例如,在生产装置12为蚀刻装置的情况下,生产部14为实施蚀刻的部分,且由真空室或等离子产生装置等构成。例如,在生
产装置12为检查装置的情况下,生产部14为实施检查的部分,且由照相机等构成。
34.处理部16例如由cpu(central processing unit:中央处理器)、mpu(micro processing unit:微处理器)、dsp(digital signal processor:数字信号处理器)、asic(application specific integrated circuit:专用集成电路)等构成。
35.处理部16基于生产部14的运转状态而实施生成运转信息的处理。在生产部14的运转被顺利地实施的情况下,处理部16作为运转信息而生成表示生产部14的运转被顺利地实施的含义的信息。另一方面,当在生产部14的运转中产生了错误的情况下,处理部16作为运转信息而生成错误信息。在此,图3为用于对作为生产装置12的处理部16所生成的运转信息的错误信息进行说明的图。
36.如图3所示,处理部16生成包括错误代码和错误内容在内的错误信息。另外,虽然未进行图示,但是错误信息包括产生了错误的生产线10的id(identification)以及生产装置12的id和产生了错误的时刻。在图3所示的示例中,作为错误内容而示出了“供料请求”、“工作检测错误”、“检查ng”以及“压力下降”。“供料请求”是指,预定时间未向作为投入装置的生产装置12投入对象物的情况。“工作检测错误”是指无法检测到生产部14的运转的情况。“检查ng”是指,作为检查装置的生产装置12中的检查结果低于预定值的情况。“压力下降”是指生产装置12的压力低于预定值的情况。另外,图示的错误内容为一个示例,也存在图示的错误内容以外的错误内容。
37.处理部16根据错误内容来对错误信息的操作类型进行确定。在图示的示例中,作为操作类型而示出了“简单操作”、“修理故障应对操作”以及“品质应对操作”。处理部16将对于生产装置12而言即使不具有高度的知识也能够应对的错误信息的操作类型确定为“简单操作”。处理部16将需要生产装置12的修理或故障应对且对于生产装置12而言如果不具有高度的知识就无法应对的错误信息的操作类型确定为“修理故障应对操作”。处理部16在错误内容为“检查ng”的情况下,将错误信息的操作类型确定为“品质应对操作”。
38.如图2所示,存储部18例如由ram(random access memory:随机存取存储器)、rom(read only memory:只读存储器)等构成。存储部18对处理部16所生成的运转信息进行存储。处理部16每隔预定时间生成运转信息,并使所生成的运转信息存储在存储部18中。
39.第一服务器20能够经由有线或者无线的网络而与多个生产装置12进行通信。第一服务器20每隔预定时间接收被存储于多个生产装置12的存储部18中的运转信息。第一服务器20例如具有处理部22和存储部24。处理部22与处理部16同样地由cpu、mpu等构成。存储部24与存储部18同样地由rom、ram等构成。处理部22使所接收到的运转信息存储在存储部24中。
40.第二服务器30能够经由有线或者无线的网络而与第一服务器20进行通信。第二服务器30每隔预定时间接收被存储于第一服务器20的存储部24中的运转信息。另外,第二服务器30也可以不经由第一服务器20而直接接收被存储于生产装置12的存储部18中的运转信息。
41.第二服务器30例如具有处理部32和存储部34。处理部32与处理部16同样地由cpu、mpu等构成。存储部34与存储部18同样地由rom、ram等构成。
42.处理部32基于接收到的运转信息而生成事件信息。事件信息是指用于使作业员生成事件的信息,具体而言为,运转信息中的包括错误信息的内容的信息。事件信息与错误信
息同样地被标记操作类型。
43.存储部34具有数据库36。在此,图4为用于对被存储于数据库36中的表进行说明的图。在被存储于数据库36的表中,针对多个终端50中的每一个而对是否发送事件信息进行了定义。在表中可以针对所有的终端50来进行定义,但是在图示的示例中,针对三个终端50而进行了定义。对于终端50,标记有id。
44.在被存储于存储部34的表中,针对多个生产装置12中的每一个,根据错误信息的操作类型,而对向哪一个终端50发送事件信息进行了定义。在图示的示例中,处理部32确定向被标记“〇”的终端50发送事件信息。在表中可以针对所有的生产线10来进行定义,但是在图示的示例中,针对两个生产线10而进行了定义。对于生产线10以及生产装置12,标记有id。
45.处理部32基于被存储于存储部34中的表而向终端50发送事件信息。例如,在针对生产线10“proc
‑
01”的生产装置12“c010”而生成事件信息且该事件信息的操作类型为“简单操作”的情况下,处理部32基于表而向终端50“9b2l”发送事件信息。在该事件信息的操作类型为“修理故障应对操作”的情况下,处理部32基于表而向终端50“ac2e”以及终端50“p8ke”发送事件信息。在该事件信息的操作类型为“品质应对操作”的情况下,处理部32基于表而向终端50“p8ke”发送事件信息。
46.另外,虽然未进行图示,但是处理部32也可以根据错误信息的内容而向所有的终端50发送事件信息。
47.如图1以及图2所示,无线网络40设为能够与多个终端50和第二服务器30进行通信的状态。
48.终端50被设置有多个。如图1所示,多个终端50被多个作业员u一个一个地佩戴。终端50为可穿戴终端。具体而言,终端50为被佩戴在作业员u的手腕上的腕表型的终端。
49.如图2所示,终端50例如具有显示部52、输出部54、操作部56和处理部58。虽然未进行图示,但是终端50也可以具有存储部。
50.显示部52例如由lcd(liquid crystal display:液晶显示器)、有机el(electroluminescence:电致发光)显示器、epd(electrophoretic display:电泳显示器)、触摸面板型显示器等构成。显示部52按照来自处理部58的指示而对各种的图像进行显示。
51.输出部54例如由振动器、蜂鸣器、扬声器等构成。输出部54按照来自处理部58的指示而产生振动或声音。
52.操作部56例如由按钮、按键、话筒、触摸面板等构成。操作部56按照来自作业员u的指示而向处理部58发送信号。
53.处理部58例如与处理部16同样地由cpu、mpu等构成。处理部58基于来自第二服务器30的信号,而对显示部52以及输出部54进行控制。另外,处理部58基于来自操作部56的信号而向第二服务器30发送信号。
54.在此,图5以及图6为用于对终端50的工作进行说明的图。在下文中,对三个终端50(id:“9b2l”、“ac2e”、“p8ke”)的工作进行说明。另外,将终端50“ac2e”、终端50“p8ke”、终端50“9b2l”分别称为“第一终端50a”、“第二终端50b”、“第三终端50c”。
55.如图5所示,在第一终端50a以及第二终端50b从第二服务器30接收到事件信息的情况下,第一终端50a以及第二终端50b的处理部58使显示部52的显示从“监控中”变更为事
件信息。具体而言,处理部58作为事件信息而使显示部52显示生产线10的id“proc
‑
01”、生产装置12的id“c010”、事件发生时刻、错误代码“e004”以及错误内容“压力下降”。另外,处理部58使输出部54振动。由于第三终端50c未接收到事件信息,因此显示部52的显示为“监控中”。
56.接下来,当第一终端50a的作业员u对操作部56进行操作(例如按压按钮)时,第一终端50a的处理部58使显示部52显示“进行应对”,进而向第二服务器30发送应对信息。接收到应对信息的第二服务器30向第二终端50b发送事件停止信息。接收到事件停止信息的第二终端50b的处理部58使显示部52的显示返回至“监控中”,并使输出部54的振动停止。
57.另一方面,如图6所示,当在第一终端50a向第二服务器30发送了应对信息之后且在第二终端50b接收到来自第二服务器30的事件停止信息前、第二终端50b的作业员u对操作部56进行了操作的情况下,第二终端50b的处理部58使显示部52显示“进行应对”,进而向第二服务器30发送应对信息。从第二终端50b接收到应对信息的第二服务器30向第二终端50b发送应对完毕信息。接收到应对完毕信息的第二终端50b的处理部58使显示部52显示“应对完毕”。
58.1.1.2.第二服务器的处理
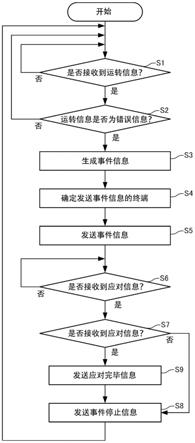
59.图7为用于对生产线监控系统100的第二服务器30的处理进行说明的流程图。在下文中,对第二服务器30、终端50a、终端50b、终端50c的工作进行说明。
60.第二服务器30的处理部32直到从第一服务器20接收到生产装置12的运转信息为止而进行待机(在步骤s1中为“否”),并且在接收到运转信息之后(在步骤s1中为“是”),对所接收到的运转信息是否为错误信息进行判断(步骤s2)。在判断为接收到的运转信息不是错误信息的情况下(在步骤s2中为“否”),处理部32反复实施步骤s1以及步骤s2的处理。
61.另一方面,在判断为所接收到的运转信息是错误信息的情况下(在步骤s2中为“是”),处理部32基于运转信息而实施生成事件信息的处理(步骤s3)。
62.接下来,处理部32基于被存储于数据库36中的表而实施确定多个终端50中的发送事件信息的终端50的处理(步骤s4)。如图4所示,例如,在已生成的事件信息中生产线10的id为“proc
‑
01”、生产装置12的id为“c010”、错误代码为“e004”、错误内容为“压力下降”的情况下,操作类型为“修理故障应对操作”。因此,处理部32基于图4所示的表而确定向第一终端50a以及第二终端50b发送事件信息。
63.接下来,如图7所示,处理部32实施向多个终端50中的第一终端50a以及第二终端50b发送事件信息的处理(步骤s5)。
64.接下来,处理部32直到从第一终端50a或者第二终端50b中的任意一个接收到应对信息为止而进行待机(在步骤s6中为“否”),并且在接收到应对信息之后(在步骤6中为“是”),实施步骤s7的处理。
65.处理部32对是否从第一终端50a以及第二终端50b中的在步骤s6中未接收到应对信息的终端50接收到应对信息进行判断(步骤s7)。即,当在步骤s6中从第一终端50a接收到应对信息的情况下,处理部32在步骤s7中对是否从第二终端50b接收到应对信息进行判断。另一方面,当在步骤s6中从第二终端50b接收到应对信息的情况下,处理部32在步骤s7中对是否从第一终端50a接收到应对信息进行判断。
66.在步骤s7中为“否”的情况下,处理部32向在步骤s6未接收到应对信息的终端50发
送事件停止信息(步骤s8)。例如,当在步骤s6中从第一终端50a接收到应对信息且从第二终端50b未接收到应对信息的情况下,处理部32向第二终端50b发送事件停止信息。
67.在步骤s7中为“是”的情况下,处理部32向在步骤s6未接收到应对信息的终端50发送应对完毕信息(步骤s9)。例如,当在步骤s6中未从第二终端50b接收到应对信息且在步骤s7中从第二终端50b接收到应对信息的情况下,处理部32向第二终端50b发送应对完毕信息。然后,处理部32实施步骤s8的处理。
68.之后,处理部32将处理返回至步骤s1。
69.1.1.3.作用效果
70.在生产线监控系统100中,第二服务器30实施如下的处理,即:接收生产装置12的运转信息,且基于运转信息而生成事件信息的处理(步骤s3);向多个终端50中的第一终端50a以及第二终端50b发送事件信息的处理(步骤s5);当在实施了发送事件信息的处理之后接收到从第一终端50a被发送的应对信息的情况下,向第二终端50b发送事件停止信息的处理(步骤s8)。因此,佩戴着第二终端50b的作业员u能够知晓无需为了解除事件信息而进行移动的情况。由此,佩戴着第二终端50b的作业员u能够实施用于解除事件信息的作业以外的其他作业。因此,能够提高生产装置12的运转率。
71.在生产线监控系统100中包括存储部,所述存储部存储有针对多个终端50的每一个而对是否发送事件信息进行了定义的表,第二服务器30基于被存储于存储部34中的表而实施确定多个终端50中的发送事件信息的终端50的处理(步骤s4)。因此,能够仅向适于事件信息的内容的作业员u发送事件信息。
72.在生产线监控系统100中,当在接收到从第一终端50a发送的应对信息之后接收到从第二终端50b发送的应对信息的情况下,第二服务器30实施向第二终端50b发送应对完毕信息的处理(步骤s9)。因此,佩戴着第二终端50b的作业员u能够知晓其他的作业员正在进行用于解除事件信息的作业的情况。
73.1.2.变形例
74.接下来,参照附图,对第一实施方式的变形例所涉及的生产线监控系统进行说明。图8为示意性地表示第一实施方式的变形例所涉及的生产线监控系统110的图。以下,在第一实施方式的变形例所涉及的生产线监控系统110中,对于具有与上述的第一实施方式所涉及的生产线监控系统100的结构部件相同的功能的部件标记相同的符号,并省略其详细的说明。
75.如图8所示,在生产线监控系统110中,在生产装置12的信号塔19上设置有传感器60。
76.信号塔19例如具有点亮为绿色的绿色点亮部19a、点亮为黄色的黄色点亮部19b、点亮为红色的红色点亮部19c。例如,在生产装置12的生产部14正在工作的情况下,生产装置12的处理部16使绿色点亮部19a点亮。在生产部14的工作结束且为待机的状态的情况下,处理部16使黄色点亮部19b点亮。例如,在生产部14的工作中断了的情况下,处理部16使红色点亮部19c点亮。
77.传感器60对生产装置12的运转信息进行检测,并将检测出的运转信息发送至第一服务器20。第一服务器20将运转信息发送至第二服务器30。另外,传感器60也可以不经由第一服务器20而直接向第二服务器30发送检测出的运转信息。
78.传感器60例如被设置有三个(第一传感器60a、第二传感器60b、第三传感器60c)。第一传感器60a将绿色点亮部19a的点亮作为运转信息来进行检测。第二传感器60b将黄色点亮部19b的点亮作为运转信息来进行检测。第三传感器60c将红色点亮部19c的点亮作为运转信息来进行检测。第二服务器30例如在从第三传感器60c发送了运转信息的情况下,生成事件信息。
79.另外,传感器60只要能够检测出生产装置12的运转信息,则也可以被设置在信号塔19以外的部位处。
80.由于在生产线监控系统110中包括对运转信息进行检测的传感器60,因此能够在不将运转信息存储在生产装置12的存储部18中的条件下,从传感器60将运转信息发送至第一服务器20或者第二服务器30。由此,能够确保存储部18的容量,并且能够提高生产装置12的处理速度。
81.2.第二实施方式
82.接下来,参照附图,对第二实施方式所涉及的生产线监控系统进行说明。以下,在第二实施方式所涉及的生产线监控系统中,对与上述的第一实施方式所涉及的生产线监控系统100的示例的不同点进行说明,对于相同的点则省略说明。
83.在第二实施方式所涉及的生产线监控系统中,第二服务器30作为运转信息而接收生产线10的实时的生产实际成果。在第二服务器30的存储部34中存储有生产线10的生产计划。第二服务器30的处理部32对生产计划和生产实际成果进行比较,并且如图9所示的那样,在生产实际成果低于生产计划的情况下,处理部32实施生成事件信息的处理。该事件信息例如被发送至所有的终端50。另一方面,如图10所示,在生产实际成果高于生产计划的情况下,处理部32不实施生成事件信息的处理。
84.另外,图9以及图10为表示生产线10的生产计划以及生产实际成果的图表。在图9以及图10所示的图表中,横轴表示时刻,纵轴表示由生产线10所生产出的产品(对象物)的个数。生产实际成果例如通过构成生产线10的多个生产装置12中的与最后相对应的生产装置12所应对的次数而被确定。
85.在第二实施方式所涉及的生产线监控系统中,在生产实际成果低于生产计划的情况下,由于处理部32实施生成事件信息的处理,因此能够缩短生产实际成果低于生产计划的状态的时间。
86.另外,在生产实际成果高于生产计划的状态下,处理部32也可以基于至此为止的生产实际成果来进行模拟,并对今后的生产预测进行计算。然后,处理部32也可以在生产预测低于生产计划的情况下,将表示该含义的信息发送至终端50。
87.此外,例如当生产线10具有两个具备相同功能的生产装置12时,也可以在即使因一方的生产装置12的生产速度的下降而使生产预测低于生产计划也能够通过提高另一方的生产装置12的生产速度来防止生产预测低于生产计划的情况下,将表示该含义的信息发送至终端50。
88.上述的实施方式以及变形例为一个示例,并未被限定于这些方式。例如,也能够将各实施方式以及各变形例适当地进行组合。
89.本发明包括与在实施方式中所说明的结构实质相同的结构,例如,功能、方法以及结果相同的结构或者目的以及效果相同的结构。此外,本发明包括对在实施方式中所说明
的结构的非本质的部分进行了置换的结构。此外,本发明包括能够实现与在实施方式中所说明的结构相同的作用效果的结构或者达成相同的目的的结构。此外,本发明包括对在实施方式中所说明的结构中添加了公知技术的结构。
90.从上述的实施方式以及变形例中推导出以下的内容。
91.生产线监控系统的一个方式为,对包含多个生产装置的生产线进行监控的生产线监控系统,并包括:
92.多个终端,其被多个作业员佩戴;
93.服务器,其能够经由无线网络而与多个所述终端进行通信,
94.所述服务器实施如下的处理,即:
95.接收所述生产装置的运转信息,且基于所述运转信息而生成事件信息的处理;
96.向多个所述终端中的第一终端以及第二终端发送所述事件信息的处理;
97.当在实施了发送所述事件信息之后接收到从所述第一终端发送的应对信息的情况下,向所述第二终端发送事件停止信息的处理。
98.根据生产线监控系统,佩戴着第二终端的作业员能够知晓无需为了解除事件信息而进行移动的情况。由此,佩戴着第二终端的作业员能够实施用于解除事件信息的作业以外的其他的作业。因此,能够提高生产装置的运转率。
99.在生产线监控系统的一个方式中,也可以设为,
100.包括存储部,所述存储部存储有针对多个所述终端的每一个而对是否发送所述事件信息进行了定义的表,
101.所述服务器基于所述表而实施对多个所述终端中的发送所述事件信息的所述终端进行确定的处理。
102.根据生产线监控系统,能够仅向适于事件信息的内容的作业员发送事件信息。
103.在生产线监控系统的一个方式中,也可以设为,
104.当在接收到从所述第一终端发送的应对信息之后接收到从所述第二终端发送的应对信息的情况下,所述服务器实施向所述第二终端发送应对完毕信息的处理。
105.根据该生产线监控系统,佩戴着第二终端的作业员能够知晓其他的作业员正在实施用于解除事件信息的作业的情况。
106.在生产线监控系统的一个方式中,也可以设为,
107.包括存储部,所述存储部存储有所述生产线的生产计划,
108.所述运转信息为与所述生产线的实时的生产实际成果相关的信息,
109.所述服务器在所述生产实际成果低于所述生产计划的情况下,实施生成所述事件信息的处理。
110.根据该生产线监控系统,能够缩短生产线的生产实际成果低于生产计划的状态的时间。
111.在生产线监控系统的一个方式中,也可以设为,
112.包括传感器,所述传感器对所述运转信息进行检测。
113.根据该生产线监控系统,能够在不将运转信息存储在生产装置中的条件下从传感器将运转信息发送至服务器。
114.符号说明
115.10
…
生产线;12
…
生产装置;14
…
生产部;16
…
处理部;18
…
存储部;19
…
信号塔;19a
…
绿色点亮部;19b
…
黄色点亮部;19c
…
红色点亮部;20
…
第一服务器;22
…
处理部;24
…
存储部;30
…
第二服务器;32
…
处理部;34
…
存储部;36
…
数据库;40
…
无线网络;50
…
终端;50a
…
第一终端;50b
…
第二终端;50c
…
第三终端;52
…
显示部;54
…
输出部;56
…
操作部;58
…
处理部;60
…
传感器;60a
…
第一传感器;60b
…
第二传感器;60c
…
第三传感器;100、110
…
生产线监控系统。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1