数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其存储介质与流程
1.本发明涉及数控机床系统运动控制领域,尤其涉及断屑加工领域,具体是指一种数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其计算机可读存储介质。
背景技术:
2.在机床加工螺纹的过程中,产生的切屑会缠绕在刀具上或工件上,导致刮伤工件或损坏刀具,不利于保证加工质量及提高自动化。因此使用者会开启机床的断屑加工功能,以提高加工质量。
3.当前对螺纹的断屑,通常使用低频振动的方式,即在原车削轨迹上叠加振动运动的方式。断屑的原理是相邻的加工深度上会因为振动周期相差π,产生空切区域,从而保证断屑。而在螺纹的精车时,由于切削量小、无空切区域等原因,导致断屑不良,或直至切削至螺纹末尾才断屑。
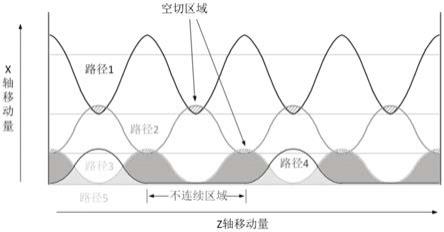
4.现有技术中螺纹加工的振动断屑如图1所示。其中路径4为精车加工,无振动,浅灰色区域为其切削区域。由于cnc控制是按周期发送运动,并不会严格按照路径3的曲线运动,导致路径3与路径4在x轴方向没有重合部位,引起路径4的切削区域连续,表现为断屑不良或不断屑。
技术实现要素:
5.本发明的目的是克服了上述现有技术的缺点,提供了一种满足稳定性好、加工质量好、适用范围较为广泛的数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其计算机可读存储介质。
6.为了实现上述目的,本发明的数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其计算机可读存储介质如下:
7.该数控系统中针对螺纹加工实现精车断屑控制处理的方法,其主要特点是,所述的方法包括以下步骤:
8.(1)在加工刀路中需要振动断屑的复合型螺纹切削循环指令前,增加开启螺纹振动断屑的指令,控制螺纹加工时使用振动断屑;
9.(2)开始加工,复合型螺纹切削循环完成螺纹粗车加工,执行粗车加工的第一路径和第二路径;
10.(3)执行精车加工的第三路径;
11.(4)插入不连续振动的切削运动,执行第四路径,对精车余量进行切削断屑;
12.(5)完成复合型螺纹切削循环的无振动精车加工,执行无振动的第五路径。
13.较佳地,所述的第四路径为不连续振动的曲线运动,相邻振动间具有不振动的路径。
14.较佳地,所述的第一路径、第二路径和第三路径均为连续振动的曲线运动,且振动周期均为t,第三路径与第二路径的相位相差π。
15.较佳地,第四路径的每次振动的振动周期为t,第四路径在相邻振动间不振动的周期为nt,其中n≥1。
16.该用于实现数控系统中针对螺纹加工的精车断屑控制处理的装置,其主要特点是,所述的装置包括:
17.处理器,被配置成执行计算机可执行指令;
18.存储器,存储一个或多个计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
19.该用于实现数控系统中针对螺纹加工的精车断屑控制处理的处理器,其主要特点是,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
20.该计算机可读存储介质,其主要特点是,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
21.采用了本发明的数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其计算机可读存储介质,在精车时利用不连续的低频振动,保证剩余切削区域之间形成不连续区域,使用简便,提高自动化加工能力,降低人力成本,克服了螺纹加工精车不能稳定断屑的问题,达到稳定的断屑效果。
附图说明
22.图1为现有技术的振动断屑运动示意图。
23.图2为本发明的数控系统中针对螺纹加工实现精车断屑控制处理的方法的振动断屑运动示意图。
具体实施方式
24.为了能够更清楚地描述本发明的技术内容,下面结合具体实施例来进行进一步的描述。
25.本发明的该数控系统中针对螺纹加工实现精车断屑控制处理的方法,其中包括以下步骤:
26.(1)在加工刀路中需要振动断屑的复合型螺纹切削循环指令前,增加开启螺纹振动断屑的指令,控制螺纹加工时使用振动断屑;
27.(2)开始加工,复合型螺纹切削循环完成螺纹粗车加工,执行粗车加工的第一路径和第二路径;
28.(3)执行精车加工的第三路径;
29.(4)插入不连续振动的切削运动,执行第四路径,对精车余量进行切削断屑;
30.(5)完成复合型螺纹切削循环的无振动精车加工,执行无振动的第五路径。
31.作为本发明的优选实施方式,所述的第四路径为不连续振动的曲线运动,相邻振动间具有不振动的路径。
32.作为本发明的优选实施方式,所述的第一路径、第二路径和第三路径均为连续振动的曲线运动,且振动周期均为t,第三路径与第二路径的相位相差π。
33.作为本发明的优选实施方式,第四路径的每次振动的振动周期为t,第四路径在相邻振动间不振动的周期为nt,其中n≥1。
34.本发明的该用于实现数控系统中针对螺纹加工的精车断屑控制处理的装置,其中,所述的装置包括:
35.处理器,被配置成执行计算机可执行指令;
36.存储器,存储一个或多个计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
37.本发明的该用于实现数控系统中针对螺纹加工的精车断屑控制处理的处理器,其中,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
38.本发明的该计算机可读存储介质,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述的数控系统中针对螺纹加工实现精车断屑控制处理的方法的各个步骤。
39.本发明的具体实施方式中,提供一种螺纹加工精车断屑的控制方法。在精车时利用不连续的低频振动,保证剩余切削区域之间形成不连续区域,从而克服精车断屑不良的问题,达到稳定的断屑效果。
40.如图2所示,本发明引入不连续振动产生与精修深度重合的不连续区域,使切削区域完全分隔,从而保证稳定断屑。用户开启螺纹振动断屑功能,执行螺纹加工时,自动在路径3后路径4,每次振动的周期与其他路径振动路径相同。每次振动之间的不振动周期是振动周期的n倍,n=1,2,3
……
。最后执行图2中路径5,完成精车。
41.如图2所示,本发明在图1的路径3及路径4之间,增加一个不连续振动的切削运动。其中,路径4即为插入的不连续振动的切削运动。图2中路径4切削区域为深灰色区域,区域间不连续,可良好断屑,并产生不连续区域。无振动的路径5的切削区域为浅灰色区域,可见路径5的切削区域间,被路径4产生的不连续区域分隔,可良好断屑。
42.本发明的数控系统中针对螺纹加工实现精车断屑控制处理的方法,其中,包括以下步骤:
43.步骤1:加工前,在加工刀路中需要振动断屑的复合型螺纹切削循环指令前,增加开启螺纹振动断屑的指令,使螺纹加工时使用振动断屑;
44.步骤2:开始加工,复合型螺纹切削循环完成螺纹粗车加工,即完成路径1和路径2的粗车加工;
45.步骤3:复合型螺纹切削循环中的粗车完成后,在精车路径5之前,依次插入路径3和路径4;对精车余量进行切削断屑。其中路径3的振动周期与粗车的路径2相同,相位相差π。路径4的每次振动的周期与其他路径振动路径相同,每次振动之间的不振动周期是振动
周期的n倍,n=1,2,3
……
;
46.步骤4:完成复合型螺纹切削循环的无振动精车,即完成路径5。
47.本实施例的具体实现方案可以参见上述实施例中的相关说明,此处不再赘述。
48.可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
49.需要说明的是,在本发明的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是指至少两个。
50.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
51.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行装置执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
52.本技术领域的普通技术人员可以理解实现上述实施例方法携带的全部或部分步骤是可以通过程序来指令相关的硬件完成,相应的程序可以存储于一种计算机可读存储介质中,该程序在执行时,包括方法实施例的步骤之一或其组合。
53.此外,在本发明各个实施例中的各功能单元可以集成在一个处理模块中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。集成的模块如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。
54.上述提到的存储介质可以是只读存储器,磁盘或光盘等。
55.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
56.采用了本发明的数控系统中针对螺纹加工实现精车断屑控制处理的方法、装置、处理器及其计算机可读存储介质,在精车时利用不连续的低频振动,保证剩余切削区域之间形成不连续区域,使用简便,提高自动化加工能力,降低人力成本,克服了螺纹加工精车不能稳定断屑的问题,达到稳定的断屑效果。
57.在此说明书中,本发明已参照其特定的实施例作了描述。但是,很显然仍可以作出各种修改和变换而不背离本发明的精神和范围。因此,说明书和附图应被认为是说明性的
而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1