一种自动螺丝机控制系统的制作方法
1.本技术涉及自动螺丝机技术领域,尤其是涉及一种自动螺丝机控制系统。
背景技术:
2.目前存在一种风机导风板,其包括相对设置的两块金属板,两块金属板之间通过螺栓固定。为了实现导风板之间气流的通过,两个导风板之间需要存在一定间距。
3.相关技术中,需要将两个导风板间隔设置,然后使用螺丝对两个导风板进行固定。工作人员在拧螺丝的过程中,一般都是凭借经验先将螺丝拧到接近设定位置(即两块导风板设定的间距),再慢慢拧动螺丝达到设定位置。
4.针对上述中的相关技术,螺丝安装的效率较低,存着改进之处。
技术实现要素:
5.为了改善螺丝安装的效率较低的问题,本技术提供一种自动螺丝机控制系统。
6.本技术提供的一种自动螺丝机控制系统采用如下的技术方案。
7.一种自动螺丝机控制系统,包括设置在自动拧螺丝机上的:
8.控制单元,接收并响应于控制指令,将控制指令转化为控制信号输出;
9.驱动单元,接收所述控制信号,将控制信号转化为驱动信号输出;
10.执行转动单元,包括驱动件和检测件,所述驱动件接收驱动信号并驱动自动螺丝机上与螺丝适配的转动部正转使两块导风板贴合;
11.所述检测件采集到两块导风板贴合后发出检测反馈信号,所述驱动件接收并响应于检测反馈信号驱动自动螺丝机上与螺丝适配的转动部反转至两块导风板分离至设定位置。
12.通过采用上述技术方案,工作人员发出控制指令后,控制单元基于控制指令发出控制信号对驱动单元控制,驱动单元驱动执行单元进行自动螺丝机上与螺丝适配的转动部正转直至两块导风板贴合,两块导风板贴合后驱动件接收检测反馈信号驱动自动螺丝机上与螺丝适配的转动部反转至两块导风板分离至设定位置,自动化控制系统提高了螺丝的安装效率。
13.优选的,所述驱动件包括执行控制器和马达,所述执行控制器控制马达正反转。
14.通过采用上述技术方案,采用执行控制器控制马达的正反转,有助于提高马达正反转的稳定性。
15.优选的,所述检测件包括电容式位置传感器。
16.通过采用上述技术方案,电容式位置传感器的具有结构简单,灵敏度高,零磁滞,真空兼容,过载能力强,动态响应特性好和对高温、辐射、强振等恶劣条件的适应性强等优点,提高了传感器感应的稳定性。
17.优选的,所述电容式位置传感器的输出端信号连接有比较器的正相输入端,所述比较器的负相输入端电连接有基准电压vref,所述比较器的输出端信号连接有导通件,所
述导通件与执行控制器的输入端信号连接。
18.通过采用上述技术方案,电容式位置传感器采集到的检测反馈信号与基准电压值比较,高于基准电压值后输出,导通件得电将信号传递至执行控制器对马达进行反转,提高了马达反转的稳定性。
19.优选的,所述导通件包括三极管vt,所述三极管vt的基极与比较器的输出端信号连接,所述三极管vt的集电极电连接有电源vcc,所述三极管vt的发射极与执行控制器的输入端电连接。
20.通过采用上述技术方案,选用三极管vt控制执行控制器是否得电,进而控制马达反转,提高了执行控制器得电的稳定性和准确性。
21.优选的,所述控制单元包括单片机或fpga控制芯片。
22.通过采用上述技术方案,使用单片机或fpga控制芯片对控制指令进行接收,提高了控制指令控制的准确性。
23.优选的,自动拧螺丝机上设置有用于控制自动拧螺丝机供电电路的紧急制动开关。
24.通过采用上述技术方案,当自动螺丝机出现故障时,紧急制动开关切断供电回路,提高了工作人员工作中的安全性能。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.工作人员发出控制指令后,控制单元基于控制指令发出控制信号对驱动单元控制,驱动单元驱动执行单元进行自动螺丝机上与螺丝适配的转动部正转直至两块导风板贴合,两块导风板贴合后驱动件接收检测反馈信号驱动自动螺丝机上与螺丝适配的转动部反转至两块导风板分离至设定位置,自动化控制系统提高了螺丝的安装效率;
27.采用电容式位置传感器、单片机或fpga控制芯片,提高了整个自动螺丝机在检测和控制方面的准确性。
附图说明
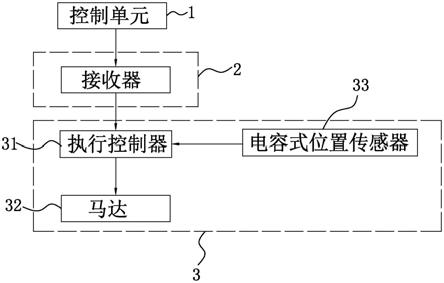
28.图1为本技术实施例主要体现自动螺丝机控制系统的示意图;
29.图2为本技术实施例主要体现电容式位置传感器与执行控制器信号传输的电路图。
30.附图标记:1、控制单元;2、驱动单元;21、接收器;3、执行转动单元;31、执行控制器;32、马达;33、电容式位置传感器;4、比较器;5、三极管vt。
具体实施方式
31.以下结合附图1
‑
2对本技术作进一步详细说明。
32.本技术实施例公开一种自动螺丝机控制系统。
33.参照图1,一种自动螺丝机控制系统包括控制单元1,驱动单元2以及执行转动单元3。在本技术实施中,控制单元1可以采用单片机控制或fpga控制芯片控制,单片机控制或fpga控制芯片接收到工作人员的控制指令,将控制指令转化为控制信号输出。其中,控制指令指用户有控制自动螺丝机的请求,且为了对操作自动螺丝机的工作人员进行保护,自动拧螺丝机上设置有用于控制自动拧螺丝机供电电路的紧急制动开关,在自动螺丝机产生故
障时,及时断电对工作人员进行保护。
34.驱动单元2包括接收器21,接收器21接收控制信号,并将控制信号转化为驱动信号输出。执行转动单元3包括驱动件和检测件,具体的驱动件包括执行控制器31和马达32。执行控制器31接收驱动信号并驱动自动螺丝机上与螺丝适配的转动部转动,转动部具体包括螺丝刀,螺丝刀正转使得两块导风板沿相互靠近的方向位移直至贴合。
35.检测件包括电容式位置传感器33,电容式位置传感器33采集到两块导风板贴合后输出检测反馈信号,执行控制器31接收并响应于检测反馈信号驱动马达32反转,马达32反转带动螺丝刀反转使得至两块导风板分离至设定位置,其中设定位置指的是两块导风板为了导风而设定的间距。待电容式位置传感器33检测到两块导风板分离至设定位置后,执行控制器31和马达32断电,实现对两块导风板的安装作业。
36.参照图2,电容式位置传感器33的输出端信号连接有比较器4的正相输入端。具体的,电容式位置传感器33将位置信号转化为电压信号后比较器4的负相输入端电连接有基准电压vref,比较器4的输出端信号连接有导通件,导通件与执行控制器31的输入端信号连接。电容式位置传感器33采集到的检测反馈信号与基准电压值比较,高于基准电压值后输出,导通件得电将信号传递至执行控制器31对马达32进行反转。
37.具体的,本技术实施例中,导通件包括三极管vt5,三极管vt的基极与比较器的输出端信号连接,三极管vt的集电极电连接有电源vcc,三极管vt的发射极与执行控制器31的输入端电连接。
38.本技术实施例的实施原理为:工作人员发出控制指令后,控制单元1基于控制指令发出控制信号对驱动单元2控制,驱动单元2驱动执行单元进行自动螺丝机上与螺丝适配的转动部正转直至两块导风板贴合,两块导风板贴合后驱动件接收检测反馈信号驱动自动螺丝机上与螺丝适配的转动部反转至两块导风板分离至设定位置,自动化控制系统提高了螺丝的安装效率。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1