高压成型机控制系统的制作方法
1.本实用新型属于高压成型机控制领域,涉及到一高压成型机控制系统。
背景技术:
2.目前,国内的卫生陶瓷生产企业高压智能座便器的坯体成型,一直沿用人工涂泥、粘接工艺,作业效率一直得不到提升,而且工人劳动强度大,坯体成品率较低,存在着操作环境恶劣、劳动强度高、生产效率低等弊端。
3.高压成型机,是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的陶瓷或塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料
‑‑
熔融塑化
‑‑
施压注射
‑‑
充模冷却
‑‑
启模取件。取出塑件后又再闭模,进行下一个循环。
4.通过高压成型机实现对陶瓷坐便器的智能化生产,对我国的陶瓷工业发展具有非常重要的意义。
技术实现要素:
5.本实用新型设计了一种高压成型机的控制系统,通过plc控制器对高压成型机中的上模的液压缸、加料机、加热机和冷却机的智能控制,实现了陶瓷坐便器的智能化生产。
6.本实用新型采用的技术方案是,
7.高压成型机控制系统,包括plc控制器、液压缸控制电路、加料机控制电路、加热机控制电路和冷却机控制电路,
8.所述液压缸控制电路的受控端连接plc控制器,输出端连接电磁换向阀,所述电磁换向阀用于控制液压缸,所述液压缸与上模连接;所述下料机控制电路的受控端连接plc控制器,输出端连接电磁出料阀,所述电磁出料阀用于控制下料机;所述加热机控制电路的受控端连接plc控制器,输出端连接加热机,所述冷却机控制电路的受控端连接plc控制器,输出端连接冷却机。
9.进一步,所述液压缸控制电路包括光耦u3和电阻r6,所述plc控制器的i/o口串联电阻r6后连接光耦u3的输入端,所述光耦u3的输出端连接电磁换向阀。
10.进一步,所述加料机控制电路与所述液压缸控制电路相同,连接所述plc控制器不同的i/o口。
11.进一步,所述加热机控制电路包括三极管q1、继电器k1、电阻r8和电阻r9,所述plc控制器的i/o口串联电阻r8后连接三极管q1的基极,所述三极管q1的集电极连接5v电压源,所述三极管q1的发射极连接继电器k1的受控端,所述继电器k1的输出端串联在加热机与加热机的供电电源之间。
12.进一步,所述冷却机控制电路与所述加热机控制电路相同,连接所述plc控制器不同的i/o口。
13.进一步,本实用新型还包括温度调节电路,所述温度调节电路连接加热机,所述温
度调节电路包括热敏电阻rt、电阻r2、电阻r3、稳压二极管d3、比较器u1、时基芯片u2和双向晶闸管vt,所述电阻r2和热敏电阻rt串联,电阻r2另一端连接9v电压源,热敏电阻rt另一端接地,所述电阻r2和热敏电阻rt的连接点连接所述比较器u1的反相输入端,所述电阻r3连接稳压二极管d3的正极,电阻r3的另一端连接9v电压源,稳压二极管d3的负极接地,所述电阻r3和稳压二极管d3的连接点连接所述比较器u1的同相输入端,所述比较器u1的输出端连接时基芯片u2的trig脚和thres脚,所述时基芯片u2的out脚串联电阻r4后连接双向晶闸管vt的控制端,所述双向晶闸管vt串联在加热机与加热机的供电电源之间。
14.进一步,所述温度调节控制电路还包括变阻器rp1,所述变阻器rp1串联在电阻r2与9v电压源之间。
15.本实用新型的有益效果是:
16.本实用新型以plc控制器为核心,通过相连接的液压缸控制电路、加料机控制电路、加热机控制电路和冷却机控制电路实现了对高压成型生产中的合模、加热融化、加料、冷却脱模的智能控制,实现了对陶瓷坐便器的智能化生产,促进了陶瓷工业的发展。
17.下面结合附图对本实用新型进行详细说明。
附图说明
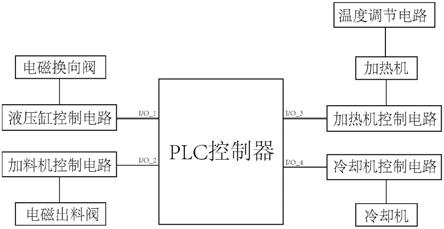
18.图1是本实用新型的原理框图;
19.图2是本实用新型液压缸控制电路的电路图;
20.图3是本实用新型加热机控制电路的电路图;
21.图4是本实用新型温度调节电路的电路图。
具体实施方式
22.以下结合具体实施例及附图对本实用新型的技术方案作进一步详细的描述,但本实用新型的保护范围及实施方式不限于此。
23.具体实施例,如图1所述
24.本实用新型为高压成型机控制系统,包括plc控制器、液压缸控制电路、加料机控制电路、加热机控制电路和冷却机控制电路,所述液压缸控制电路的受控端连接plc控制器,输出端连接电磁换向阀,所述电磁换向阀用于控制液压缸,所述液压缸与上模连接;所述下料机控制电路的受控端连接plc控制器,输出端连接电磁出料阀,所述电磁出料阀用于控制下料机;所述加热机控制电路的受控端连接plc控制器,输出端连接加热机,所述冷却机控制电路的受控端连接plc控制器,输出端连接冷却机。
25.本实用新型以plc控制器为核心,通过相连接的液压缸控制电路、加料机控制电路、加热机控制电路和冷却机控制电路实现了对高压成型生产中的合模、加热融化、加料、冷却脱模的智能控制,实现了对陶瓷坐便器的智能化生产,促进了陶瓷工业的发展。
26.在本实施例中,液压缸连接上模,下模是固定的,通过液压缸带动上模的移动完成合模和开模动作,其中的电磁换向阀是两位三通电磁阀,通过电磁换向阀的导通状态控制液压缸的伸缩动作,其中的电磁出料阀是先导式电磁阀,设置在加料机的出口,通过电磁出料阀的导通状态,来控制加料机向模具中加料。
27.进一步,如图2所示,本实用新型的液压缸控制电路包括光耦u3和电阻r6,所述plc
控制器的i/o口串联电阻r6后连接光耦u3的输入端,所述光耦u3的输出端连接电磁换向阀。所述加料机控制电路与所述液压缸控制电路相同,连接所述plc控制器不同的i/o口。
28.当需要控制液压杆伸长带动上模靠近下模时,plc控制器的i/o_1输出为高电平信号,驱动光耦u3导通,电磁换向阀导通,线圈通电,阀体运动靠近线圈,液压缸伸长,其中电阻r6和r7均为限流电阻,光耦u3不仅作为开关使用,还起到隔离作用,保护了plc控制器。
29.当需要对模具中加料操作时,plc控制器的i/o_2输出为高电平信号,相同原理作用下,电磁出料阀导通,加料机出口打开,进行出料操作。
30.进一步,如图3所示,本实用新型的加热机控制电路包括三极管q1、继电器k1、电阻r8和电阻r9,所述plc控制器的i/o口串联电阻r8后连接三极管q1的基极,所述三极管q1的集电极连接5v电压源,所述三极管q1的发射极连接继电器k1的受控端,所述继电器k1的输出端串联在加热机与加热机的供电电源之间。所述冷却机控制电路与所述加热机控制电路相同,连接所述plc控制器不同的i/o口。
31.加热机控制电路和冷却机控制电路是通过控制加热机和冷却机与供电电源之间的通断状态来控制他们的工作,需要加热机加热时,plc控制器的i/o_3输出为高电平信号,驱动三极管q1导通,进而驱动继电器k1导通,继电器k1闭合,加热机连接供电电源。需要冷却机冷却时,plc控制器的i/o_4输出为高电平信号,相同的原理作用下,冷却机连接供电电源。
32.进一步,如图4所示,本实用新型还包括温度调节电路,所述温度调节电路连接加热机,所述温度调节电路包括热敏电阻rt、电阻r2、电阻r3、稳压二极管d3、比较器u1、时基芯片u2和双向晶闸管vt,所述电阻r2和热敏电阻rt串联,电阻r2另一端连接9v电压源,热敏电阻rt另一端接地,所述电阻r2和热敏电阻rt的连接点连接所述比较器u1的反相输入端,所述电阻r3连接稳压二极管d3的正极,电阻r3的另一端连接9v电压源,稳压二极管d3的负极接地,所述电阻r3和稳压二极管d3的连接点连接所述比较器u1的同相输入端,所述比较器u1的输出端连接时基芯片u2的trig脚和thres脚,所述时基芯片u2的out脚串联电阻r4后连接双向晶闸管vt的控制端,所述双向晶闸管vt串联在加热机与加热机的供电电源之间。所述温度调节控制电路还包括发光二极管led1,所述发光二极管led1正极连接时基芯片u2的out脚,所述发光二极管led1的负极串联电阻r5后接地。在温度调节控制电路还包括变阻器rp1,所述变阻器rp1串联在电阻r2与9v电压源之间。变阻器rp1用来调节控制恒温点。
33.在对陶瓷原料进行加温融化时,需要对温度把控的比较精准,温度过高或者过低都会影响原料成浆的品质,并且加热机持续加热工作也会造成能量的损耗,因此,增设了温度调节电路使加热机能够在温度不够时自动启动进行加温,在温度达到预设值时自动关闭,保持最佳温度。
34.温度调节电路的工作原理是通过将热敏电阻rt设置在原料融化池上,用来实时监测原料融化的温度,当温度不够时,热敏电阻rt在低温下阻值很大,比较器u1的反相输入端电压变大,大于同相输入端的阈值电压,比较器u1输出低电平(小于3v),于是时基芯片u2的输入为低电平,输出高电平(大于6v),双向晶闸管vt导通,加热机与供电电源导通,开始工作。同时发光二极管led1也导通发光,标志此时加热机处于工作状态。当温度超出设定值时,热敏电阻rt在高温下阻值很小,比较器u1的反相输入端电压变下,小于同相输入端的阈值电压,比较器u1输出高电平(大于6v),于是时基芯片u2的输入为高电平,输出低电平(小
于3v),双向晶闸管vt截止,加热机与供电电源断开,停止工作。在本实施例中,供电电源为220v市电。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1