机器人施釉终端产品识别系统的制作方法
1.本实用新型涉及机器人施釉设备领域,具体的说是一种应用于机器人施釉设备输送线终端使用的产品识别系统。
背景技术:
2.机器人施釉设备设置在输送线的终点位置,并在此对其进行施釉处理。传统的机器人施釉是一个施釉设备对应一种产品,每个机器人施釉设备也只能装载和处理一种产品的施釉工序,需要根据产品类型提前对机器人施釉设备进行调整。为了节省设备,目前有很多机器人施釉设备能够通过转换机构,同时实现两种以上的产品施釉处理。不同类型产品均通过相同的输送线托板送至终端的施釉位置,若产品数量较少且产品类型较多时,需要频繁更换施釉模式,而施釉模式的切换都是需要人工在输送线终端进行现场确认后来实现,很容易出现不同产品加工时没有切换施釉模式或者施釉工作人员认错产品类型而导致施釉处理发生错误,不仅废品率高,而且严重影响生产进度。
技术实现要素:
3.本实用新型是针对背景技术中提及的技术缺陷,提供一种能够实现产品类型自动识别确认的机器人施釉终端产品识别系统,主要用于采集托板上的产品类型信息,以传感器触发为基础实现对产品类型的识别。
4.为实现上述目的,本实用新型采用的技术方案是:一种机器人施釉终端产品识别系统,该识别系统配设在机器人施釉的输送线的终端,包括设置在所述输送线上并随之移动的托板,还包括识别机构和控制器;
5.所述托板的两侧边分别均匀设置有多个并列排布的插孔;
6.所述识别机构包括到位识别组件和产品类型识别组件;
7.所述到位识别组件包括两组行程开关;行程开关对称设置在所述输送线终端,与托板配合,实现对托板到位情况的监测;
8.所述产品类型识别组件包括多个并列排布的金属接近传感器和金属插钉;所述金属接近传感器设置在所述托板到位后与所述插孔对应的输送线内侧面;所述金属插钉活动插装在所述插孔内;所述金属插钉与所述金属接近传感器相匹配;
9.所述行程开关与所述控制器连接;所述金属接近传感器与所述控制器连接;所述控制器与机器人施釉设备连接。
10.作为优选的技术方案:插孔各自匹配相应代码,不同产品类型对应不同序号;根据金属插钉在插孔中的位置和个数确定产品序号,实现产品类型识别。
11.作为优选的技术方案:插孔内根据需要插装金属插钉,根据与其匹配的金属接近传感器的触发情况,实现产品类型识别。
12.作为优选的技术方案:所述控制器中设置有识别模块;所述识别模块中存储有产品类型序号;所述金属接近传感器与该识别模块连接,实现产品类型需要的采集、传递和识
别。
13.作为优选的技术方案:所述控制器中还设置有一延时模块,金属接近传感器与所述延时模块连接,延时模块与所述识别模块连接。
14.与现有技术相比,本实用新型所公开的这种识别系统是在现有机器人施釉生产线终端做出的改进,结构简单,成本低,精准率高,能够及时采集托板到位情况及托板上产品类型的传感代码,并将信息传输至控制器,确认后控制施釉设备切换至相应模式,完成不同产品不同施釉模式的精准切换,无需人工反复核对和操作,工作效率高,省时省力。
附图说明
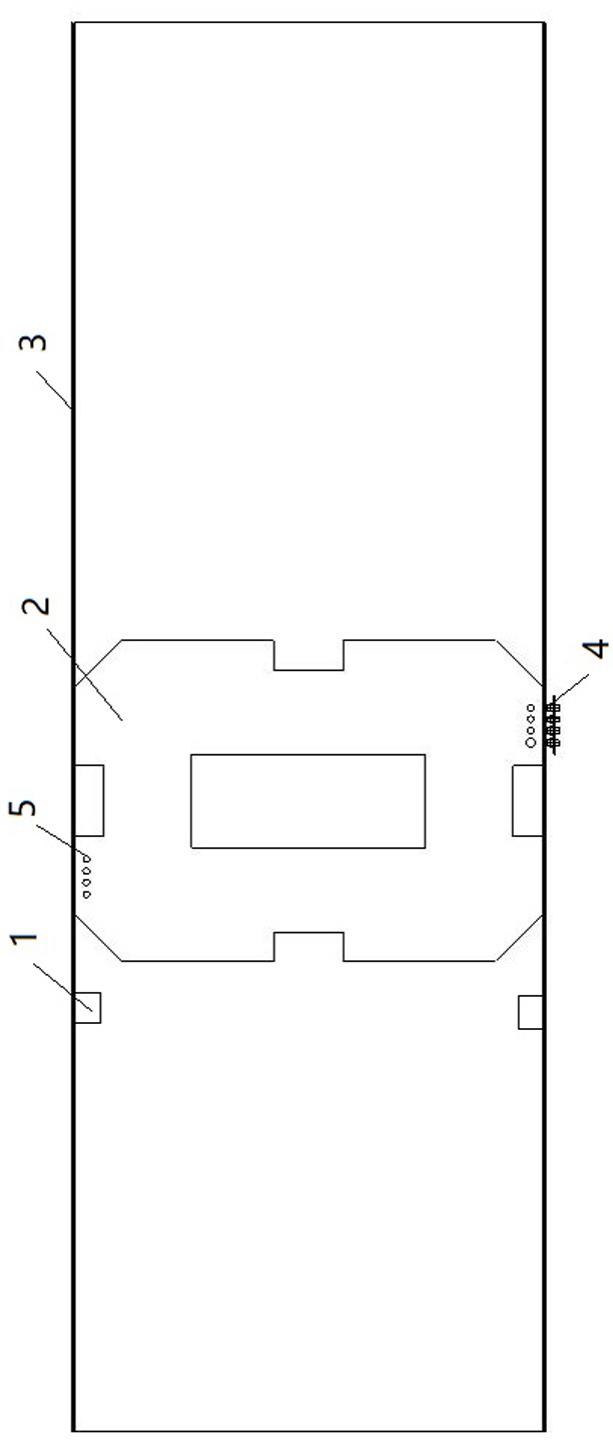
15.图1为本实用新型整体结构位置示意图。
16.图2为本实用新型中托板结构示意图。
17.图3为图2的仰视图。
18.图4为本实用新型中控制器与传感器连接关系框图。
19.图中:行程开关1、托板2、输送线3、金属接近传感器4、插孔5、金属销钉6。
具体实施方式
20.下面结合附图和实施例对本实用新型做进一步说明。
21.参见附图1-4,本实用新型所公开的这种识别系统是一种能够替代人工在输送线终端进行产品类型识别确认的系统,该识别系统配设在机器人施釉的输送线的终端,包括设置在所述输送线上并随之移动的托板,还包括识别机构和控制器。该系统及时采集托板到位情况及托板上产品类型的代码信息,并将信息传输至控制器。控制器根据代码信息控制施釉设备切换至相应模式,完成不同产品不同施釉模式的精准切换,无需人工反复识别核对及操作。
22.托板2设置在输送线上,托板2的两侧边分别均匀设置有多个并列排布的插孔5。
23.识别机构包括到位识别组件和产品类型识别组件。到位识别组件主要用于监测托板的到位情况,包括两组行程开关1。两组行程开关1对称设置在输送线3的终端的指定位置,与托板2配合,实现对托板到位情况的监测。
24.产品类型识别组件主要用于识别产品的类型,包括多个并列排布的金属接近传感器4和金属插钉6。金属接近传感器4设置在托板到位后与托板上的插孔5的位置对应的输送线3内侧面。金属插钉6活动插装在插孔5内,金属插钉6与金属接近传感器4相匹配。
25.作为优选的技术方案,插孔5各自匹配相应代码,如字母或数字等。不同产品类型对应不同序号;根据金属插钉6在插孔5中的位置和个数确定产品序号,实现产品类型识别。
26.或者,插孔5内根据需要插装金属插钉6,根据与其匹配的金属接近传感器4的触发情况,实现产品类型识别。作为另一个优选的技术方案,插孔不匹配代码,采用二进制的形式,四个与插孔匹配的金属接近传感器的开启情况的信号实现类型识别。
27.行程开关1与控制器连接;金属接近传感器4与控制器连接;控制器与机器人施釉设备连接。控制器优选plc控制器,也可在现有plc控制器中增加相应的程序模块。控制器中设置有识别模块,识别模块中存储有产品类型序号。金属接近传感器与该识别模块连接,实现产品类型需要的采集、传递和识别。
28.作为优选方案,控制器中还设置有一延时模块,金属接近传感器与所述延时模块连接,延时模块与所述识别模块连接。行程开关识别托板到位后,将到位信息传送至控制器,此时金属识别传感器也会发送传感信息,其先经延时模块延时,一般为2-4秒左右,然后再将延时后的传感信息传送至识别模块,识别模块采用的传感信息为延时模块执行完之后金属接近传感器的数据信息,即等待托板到位稳定后再做产品类型信息的传递,保证信息的稳定性和准确性。
29.实施例一
30.本实施例中,插孔为四个,其代码为大写字母abcd。若依次分别在四个插孔中插入一个金属插钉,则代表四种产品型号,即型号a、型号b、型号c、型号d。
31.实施例二
32.本实施例中,插孔仍为四个,其代码为大写字母abcd。若同时在其中两个插孔中插入一个金属插钉,则代表六种产品型号,即型号ab、型号ac、型号ad、型号bc、型号bd、型号cd。
33.实施例三
34.本实施例中,插孔仍为四个,其代码为大写字母abcd。若同时在其中三个插孔中插入一个金属插钉,则代表四种产品型号,即型号abc、型号abd、型号acd、型号bcd。
35.实施例四
36.本实施例中,插孔仍为四个,其代码为大写字母abcd。若同时在其中三个插孔中插入一个金属插钉,则代表四种产品型号,即型号abc、型号abd、型号acd、型号bcd。
37.实施例四
38.本实施例中,插孔仍为四个,没有匹配代码。图3中,从左到右的顺序,若第1个插孔内有金属插钉,那么第一个金属接近传感器处罚,其余三个不触发,那么触发代码就是1000,代表一个产品类型;由此可知,其余的触发代码可以为0100、0010、0001,这样即为简单的二进制触发模式,实现产品类型识别和确认。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1