辅助装置的制作方法
1.本发明涉及辅助装置。
背景技术:
2.在cnc(computerized numerical control,计算机数值控制)机床等那样的工业机械中,为了得到加工时间,需要使用加工模拟等验证功能来分析加工条件,找出最佳的加工条件。为了找出这样的最佳的加工条件,使用工业机械的操作员根据加工手册、过去的经验等来变更各种设定,执行加工程序或者执行模拟。在这样的工业机械中用于分析加工条件的模拟是已知的(例如参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2007-102632号公报
技术实现要素:
6.发明要解决的课题
7.但是,因为操作员根据加工手册、过去的经验等来变更各种设定,所以为了找出最佳的加工条件就需要时间。因此,期望能够更容易地找出最佳的加工条件的辅助装置。
8.用于解决课题的手段
9.本公开的一方式的辅助装置,其用于在根据加工程序加工工件的工业机械中决定所述工件的加工条件,所述辅助装置具有:程序管理部,其将通过多个验证功能验证了所述加工条件而得的验证结果与所述加工程序关联起来存储在验证结果存储部中;判定部,其判定各验证结果是否满足所述工件的时间目标值;以及建议部,其在各验证结果中的任一个不满足所述工件的所述时间目标值时,根据与所述工件的所述加工条件、所述验证结果以及所述验证功能有关的加工条件关联信息,来提示修正所述加工条件。
10.发明效果
11.根据本发明,能够更容易地找出最佳的加工条件。
附图说明
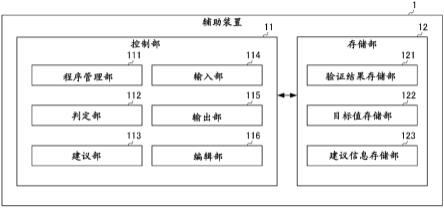
12.图1是表示本实施方式的辅助装置的概要的图。
13.图2是表示验证结果的例子的图。
14.图3是表示提示修正加工条件的例子的图。
15.图4是表示辅助装置的处理的流程图。
具体实施方式
16.以下,对本发明的实施方式的一例进行说明。
17.图1是表示本实施方式的辅助装置1的概要的图。辅助装置1辅助执行与cnc机床等
工业机械相关的多个方式的模拟。辅助装置1可以组装于工业机械,也可以是与工业机械独立的计算机装置。
18.cnc机床等工业机械具有加工以及动作相关的各种模拟功能(验证功能)。工业机械根据需要执行这些模拟功能。
19.如图1所示,辅助装置1具有控制部11和存储部12。
20.控制部11是cpu(central processing unit,中央处理器)等处理器,通过执行存储在存储部12中的程序而作为程序管理部111、判定部112、建议部113、输入部114、输出部115以及编辑部116发挥功能。
21.存储部12是储存os(operating system,操作系统)、应用程序等的rom(read only memory,只读存储器)、ram(random access memory,随机存取存储器)、储存其他各种信息的硬盘驱动器、ssd(solid state drive,固态硬盘)等存储装置。
22.另外,存储部12具有:验证结果存储部121、目标值存储部122以及建议信息存储部123。
23.此外,在辅助装置1是与工业机械独立的计算机装置时,辅助装置1具有经由网络与工业机械进行有线或无线通信的通信部(未图示)。通信部包含用于执行通信的处理器、连接器、电路等。通信部对从工业机械接收到的通信信号进行规定的处理而取得数据,将取得的数据输入到控制部11。另外,通信部对从控制部11输入的数据进行规定的处理而生成通信信号,将生成的通信信号发送给工业机械。
24.程序管理部111将通过多个验证功能验证了加工条件的验证结果与加工程序关联起来地存储在验证结果存储部121中。
25.在此,验证功能包含:通过cam(computer aided manufacturing,计算机辅助制造)中的工具轨迹模拟实现的加工时间预测、通过cnc(computerized numerical control,计算机数值控制)中的加工模拟实现的加工时间预测、以及基于电动机反馈的加工时间结果。此外,基于电动机反馈的加工时间结果表示:通过不使用工件的加工动作实现的基于电动机反馈的加工时间结果。
26.另外,验证条件包含由cnc制造商预先准备的cnc参数的条件、由工业机械制造商预先准备的工业机械的动作条件、由操作员定义的与工具等相关的独立条件等。
27.判定部112判定存储在验证结果存储部121中的各验证结果是否满足存储在目标值存储部122中的工件的时间目标值。在此,目标值存储部122预先存储用于加工工件的工件时间目标值。
28.在判定部112中,在各验证结果中的任一个不满足工件的时间目标值时,建议部113根据与工件的加工条件、验证结果以及验证功能相关的加工条件关联信息,来提示修正加工条件。
29.例如,在判定部112中,在各验证结果的任一个不满足工件的时间目标值时,建议部113根据加工条件关联信息,将提醒修正加工条件的信息(例如,对操作员的建议)显示于辅助装置1的显示部(未图示)等。
30.在此,加工条件关联信息存储在建议信息存储部123中。具体而言,建议信息存储部123将不满足工件的时间目标值的验证结果所对应的验证功能、与提醒该验证功能所对应的修正加工条件的信息关联起来,作为加工条件关联信息进行存储。
31.输入部114以加工程序为单位输入通过多个验证功能验证了加工条件而得的验证结果。例如,输入部114以加工程序为单位受理来自外部的验证结果的输入,将受理的验证结果发送到程序管理部111。
32.输出部115以加工程序为单位输出通过多个验证功能验证了加工条件而得的验证结果。例如,输出部115以加工程序为单位将存储在验证结果存储部121中的验证结果输出到外部机器。
33.另外,关于加工程序,有时也从主程序文件调用子程序文件来进行执行,因此,加工程序由一个或多个文件构成。
34.编辑部116对存储在验证结果存储部121中的验证结果中的验证条件以及存储在目标值存储部122中的时间目标值进行编辑。由此,验证条件以及时间目标值能够由使用工业机械的操作员等进行设定以及定制。
35.图2是表示验证结果的例子的图。如图2所示,在验证结果存储部121中,通过多个验证功能1至3验证了加工条件而得的验证结果与加工程序1以及2关联起来。
36.另外,关于验证条件a至d,验证结果包含针对验证功能1至3的每一个的验证结果的数据。
37.此外,在图2和图3的例子中,验证功能1是通过cam中的工具轨迹模拟实现的加工时间预测,验证功能2是通过cnc中的加工模拟实现的加工时间预测,验证功能3是基于电动机反馈的加工时间结果。
38.图3是表示提示修正加工条件的例子的图。
39.图3所示的例子包含在各验证结果中的任一个不满足工件的时间目标值时由建议部113提示的修正加工条件的例子。
40.在例1中,关于验证条件a,判定部112判定为针对验证功能1至3的验证结果不满足工件的时间目标值(错误)。
41.然后,建议部113参照建议信息存储部123,根据与不满足工件的形状目标值的验证结果对应的验证功能和提醒该验证功能所对应的修正加工条件的信息,提示修正加工条件。
42.在例1的情况下,判定为针对验证功能1至3的验证结果不满足工件的时间目标值,因此,例如建议部113提示用于提醒修正cam程序的信息作为用于提醒验证功能1至3所对应的修正加工条件的信息。用于提醒修正cam程序的信息例如包含:速度或切入量的变更、工具的变更、轨迹的修正等。
43.同样地,在例2中,关于验证条件a,判定部112判定为针对验证功能1的验证结果满足工件的时间目标值(ok),判定为针对验证功能2以及3的验证结果不满足工件的时间目标值(错误)。
44.判定为针对验证功能2及3的验证结果不满足工件的时间目标值,因此,例如建议部113提示用于提醒设定及调整cnc控制的信息作为用于提醒验证功能2及3所对应的修正加工条件的信息。
45.用于提醒设定及调整cnc控制的信息例如包含:使交叠功能(在完成前一个程序块的减速之前,开始下一个程序块的功能)或攻丝周期的高速化功能等各种高速加工功能有效、增大加速以及减速、增大加速以及减速滤波器的时间常数、增大快速进给速度等。
46.同样地,在例3中,关于验证条件a,判定部112判定为针对验证功能1以及2的验证结果满足工件的时间目标值(ok),判定为针对验证功能3的验证结果不满足工件的时间目标值(错误)。
47.判定为针对验证功能3的验证结果不满足工件的时间目标值,因此,例如建议部113提示用于提醒设定及调整电动机控制的信息作为用于提醒验证功能3所对应的修正加工条件的信息。
48.用于提醒设定及调整电动机控制的信息例如包含:使在快速进给时提高伺服电动机的随动性的功能有效、使用基于伺服控制的加工周期等。
49.另外,当不存在针对验证功能1至3中的任一个验证结果的数据时,验证结果的数据不充分,因此,建议部113可以提示用于提醒追加验证的信息作为提醒修正加工条件的信息。
50.图4是表示辅助装置1的处理的流程图。
51.在步骤s1中,各验证功能验证加工条件,输入部114以加工程序为单位输入通过多个验证功能验证了加工条件而得的验证结果。
52.在步骤s2中,程序管理部111将通过多个验证功能验证了加工条件而得的验证结果与加工程序关联起来存储在验证结果存储部121中。
53.在步骤s3中,判定部112判定存储在验证结果存储部121中的各验证结果是否满足存储在目标值存储部122中的工件的时间目标值。
54.在各验证结果满足工件的时间目标值时(是),之后处理结束。在各验证结果不满足工件的时间目标值时(否),处理转移至步骤s4。
55.在步骤s4中,建议部113根据与工件的加工条件、验证结果以及验证功能有关的加工条件关联信息,来提示修正加工条件。
56.如以上说明那样,根据本实施方式,辅助装置1具有:程序管理部111,其将通过多个验证功能验证了加工条件而得的验证结果与加工程序关联起来存储在验证结果存储部121中;判定部112,其判定各验证结果是否满足工件的时间目标值;以及建议部113,其在各验证结果中的任一个不满足工件的时间目标值时,根据与工件的加工条件、验证结果以及验证功能有关的加工条件关联信息,来提示修正加工条件。由此,辅助装置1能够综合地判断多个验证功能的验证结果,为了满足时间目标值而提示修正加工条件。因此,通过使用这样的辅助装置1,工业机械的操作员不需要根据加工手册、过去的经验等来变更各种设定,就能更容易地找出用于得到最佳加工形状的最佳加工条件。
57.另外,辅助装置1还具有:建议信息存储部123,其将不满足工件的时间目标值的验证结果所对应的验证功能、与提醒该验证功能所对应的修正加工条件的信息关联起来,作为加工条件关联信息进行存储。由此,辅助装置1通过提示用于提醒修正加工条件的信息,能够更容易地找出最佳加工条件。
58.另外,辅助装置1还具有:输入部114,其以加工程序为单位输入验证结果;输出部115,其以加工程序为单位输出验证结果。由此,辅助装置1能够从外部输入验证结果以及向外部输出验证结果。另外,通过以加工程序为单位输出验证结果,外部机器能够利用验证结果。
59.另外,辅助装置1还具有:编辑部116,其对验证结果中的验证条件以及时间目标值
进行编辑。由此,辅助装置1能够由使用工业机械的操作员等来设定和定制验证条件以及时间目标值。
60.另外,验证功能包含:通过cam中的工具轨迹模拟实现的加工时间预测、通过cnc中的加工模拟实现的加工时间预测、以及基于电动机反馈的加工时间结果。由此,辅助装置1能够为了得到最佳加工形状而使用合适的验证功能来提示修正加工条件。
61.此外,在上述的实施方式中,建议信息存储部123将不满足工件的形状目标值的验证结果所对应的验证功能、与提醒该验证功能所对应的修正加工条件的信息关联起来,作为加工条件关联信息进行存储。但是,例如也可以在各验证功能之间设定优先顺序。并且,在针对多个验证功能的验证结果不满足工件的形状目标值时,建议部113可以提示针对优先顺序大的验证功能的修正加工条件。
62.以上,对本发明的实施方式进行了说明,但本发明不限于上述的实施方式。另外,本实施方式所记载的效果只不过是列举了由本发明产生的最优选的效果,本发明的效果并不限定于本实施方式所记载的效果。
63.符号说明
64.1 辅助装置
65.11 控制部
66.12 存储部
67.111 程序管理部
68.112 判定部
69.113 建议部
70.114 输入部
71.115 输出部
72.116 编辑部
73.121 验证结果存储部
74.122 目标值存储部
75.123 建议信息存储部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1