操作装置与两个工件在相对运动中的间距补偿方法与流程
1.本发明涉及测量、控制以及精密加工技术领域,具体涉及一种操作装置与两个工件在相对运动中的间距补偿方法。
背景技术:
2.在利用加工工件(包括测量传感器)对放置在工作台上的被测量和/或被加工工件或者样品进行测量、加工等操作时,由于一般加工工件小于被工件工件,于是时常需要控制加工工件在水平方向上相对于被加工样品进行移动,以完成对整个被加工工件的测量、加工等操作,这对加工工件在水平方向上运动时的定位精度就有了很高的要求。
3.这里加工操作是指测量被测表面,用刀具切削被工件表面,用电子束,光子束或者离子束辐照被加工表面,比如辐照涂有光刻胶的表面实现光刻,或者用电子束,光子束和离子束轰击表面形成表面的刻蚀等等。
4.一般情况下,加工工件在水平方向进行高精度相对运动时,加工工件与被测样品在垂直方向上的间距容易发生偏离。举例来说,加工工件在水平方向移动300毫米时,垂直方向上的间距偏离达到10微米的情况,而目前精确定位场景下所允许的偏差范围为10至30纳米,而这种微米大小级别的垂直间距偏差就会叠加在加工工件和被加工工件的间距上,其结果是叠加这些偏差后,间距总偏差将远远超过了所允许的偏差范围,大大降低了加工工件测量或加工的精度。这即成为纳米级精度的加工非常困难的主要原因之一。
技术实现要素:
5.本发明的目的是提供了一种操作装置与两个工件在相对运动中的间距补偿方法,实现了对第一工件组合体与第二工件组合体沿第一方向相对运动过程中所产生的相对间距偏差量的补偿,减小了第一工件组合体与第二工件组合体之间在第二方向上的垂直间距的偏差,提升了操作装置的测量或加工精度。
6.为实现上述目的,本发明提供了一种操作装置,包括:控制系统、间距补偿装置、第一工件组合体以及第二工件组合体,所述控制系统与所述第一工件组合体和/或所述第二工件组合体通信连接,所述第一工件组合体上设置有朝向所述第二工件组合体的第一传感器与第二传感器;所述第一工件组合体和/或所述第二工件组合体上设置有间距补偿装置,所述控制系统分别与所述间距补偿装置、所述第一传感器以及所述第二传感器通信连接;所述控制系统用于控制所述第一工件组合体与所述第二工件组合体在第一方向上相对运动并带动所述第一传感器运动到目标测量位置,通过所述第一传感器测量所述第一工件组合体与所述第二工件组合体之间的第一距离;所述控制系统用于控制所述第一工件组合体与所述第二工件组合体在第一方向上相对运动并带动所述第二传感器运动到所述目标测量位置,通过所述第二传感器测量所述第一工件组合体与所述第二工件组合体之间的第二距离;所述控制系统还用于基于所述第一距离减去所述第二距离的第一差值,生成控制信号,并将所述控制信号发送至所述间距补偿装置;所述间距补偿装置用于根据所述控制信
号调整所述第一工件组合体与所述第二工件组合体之间在第二方向上的垂直间距,所述第一方向与所述第二方向垂直或者有垂直分量。
7.本发明还提供了一种两个工件在相对运动中的间距补偿方法,应用于上述的操作装置,所述方法包括:控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,通过所述第一传感器测量所述第一工件组合体与所述第二工件组合体之间的第一距离;控制所述第一工件组合体与所述第二工件组合体在第一方向上相对运动并带动第二传感器运动到所述目标测量位置,通过所述第二传感器测量所述第一工件组合体与所述第二工件组合体之间的第二距离;基于所述第一距离减去所述第二距离的第一差值,生成控制信号,并利用所述控制信号控制所述间距补偿装置调整所述第一工件组合体与所述第二工件组合体之间在第二方向上的垂直间距,所述第一方向与所述第二方向垂直或者有垂直分量。
8.本发明实施例中,由控制系统先控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,随后通过第一传感器测量第一工件组合体与第二工件组合体之间的第一距离;再控制控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第二传感器运动到目标测量位置,随后通过第二传感器测量第一工件组合体与第二工件组合体之间的第二距离,第一距离减去第二距离的第一差值表征了第一工件组合体与第二工件组合体沿第一方向相对运动时在与第一方向垂直或者有垂直分量的第二方向上产生的偏差量,由此控制系统会根据第一差值生成相应的控制信号,并将该控制信号发送到间距补偿装置,由间距补偿装置根据控制信号调整第一工件组合体与第二工件组合体之间在第二方向上的垂直间距,所述第一方向与第二方向垂直;即实现了对第一工件组合体与第二工件组合体沿第一方向相对运动过程中所产生的相对间距偏差量的补偿,减小了第一工件组合体与第二工件组合体之间在第二方向上的垂直间距的偏差,提升了操作装置的测量或加工精度。
9.在一个实施例中,所述控制系统用于在所述第一差值大于零时,生成用于调整所述第一工件组合体与所述第二工件组合体之间的垂直间距增大所述第一差值的控制信号;所述间距补偿装置用于在所述第一差值小于零时,生成用于调整所述第一工件组合体与所述第二工件组合体之间的垂直间距减小所述第一差值的绝对值的控制信号。
10.在一个实施例中,所述第一工件组合体上还设置有朝向所述第二工件组合体的第三传感器;所述第三传感器与所述控制系统通信连接;所述控制系统还用于控制所述第一工件组合体与所述第二工件组合体在第一方向上相对运动并带动所述第三传感器运动到所述目标测量位置,通过所述第三传感器测量所述第一工件组合体与所述第二工件组合体之间的第三距离;所述控制系统还用于计算所述第一距离减去所述第三距离得到的第二差值,并基于所述第一差值与所述第二差值,判断是否需要重新对所述第一工件组合体与所述第二工件组合体之间进行垂直间距补偿。
11.在一个实施例中,所述控制系统用于在所述第一差值与所述第二差值之间的差值的绝对值小于预设差值阈值时,判定无需重新对所述第一工件组合体与所述第二工件组合体之间进行垂直间距补偿;所述控制系统用于在所述第一差值与所述第二差值之间的差值的绝对值大于或等于预设差值阈值时,判定需要重新对所述第一工件组合体与所述第二工件组合体之间进行垂直间距补偿。
12.在一个实施例中,所述第一工件组合体与所述第二工件组合体在第一方向上相对运动的速度小于所述间距补偿装置调整所述第一工件组合体与所述第二工件组合体之间在第二方向上的垂直间距变化的速度。
13.在一个实施例中,所述第一工件组合体包括:第一基台,固定在所述第一基台上的第一工件以及设置在所述第一工件上的多个探针;所述第一传感器与所述第二传感器分别为所述第一工件的两个不同的探针;所述第二工件组合体包括:第二基台以及设置在所述第二基台上第二工件;所述第一基台与所述第一工件之间设置有所述间距补偿装置,和/或所述第二基台与所述第二工件之间设置有所述间距补偿装置;所述目标测量位置对应于所述第二工件的待操作表面上的预设区域;所述探针用于测量所述探针的针尖与所述第二工件的待操作表面之间的距离;所述间距补偿装置用于根据所述控制信号调整所述第一工件与所述第二工件之间的垂直间距。
14.在一个实施例中,所述第一工件组合体包括:第一基台,固定在所述第一基台上的第一工件以及与所述第一工件固定的传感器辅件;所述第一传感器与所述第二传感器分别固定在所述传感器辅件上;所述第二工件组合体包括:第二基台,设置在所述第二基台上第二工件,以及与所述第二工件固定的被测辅件;所述第一基台与所述第一工件之间设置有所述间距补偿装置,和/或所述第二基台与所述第二工件之间设置有所述间距补偿装置;所述目标测量位置对应于所述被测辅件上的预设区域;所述第一传感器用于测量所述传感器辅件与所述被测辅件上的预设区域之间的距离;所述第二传感器用于测量所述传感器辅件与所述被测辅件上的预设区域之间的距离;所述间距补偿装置用于根据所述控制信号调整所述第一工件与所述第二工件之间的垂直间距。
15.在一个实施例中,所述第一工件组合体包括:第一基台,固定在所述第一基台上的第一工件,与所述第一基台固定的第一基台辅件以及固定在所述第一基台辅件上的传感器辅件;所述第一传感器与所述第二传感器分别固定在所述传感器辅件上;所述第二工件组合体包括:第二基台,设置在所述第二基台上第二工件,与所述第二基台固定的第二基台辅件以及固定在所述第二基台辅件上的被测辅件;所述第一基台与所述第一工件之间设置有所述间距补偿装置,和/或所述第二基台与所述第二工件之间设置有所述间距补偿装置;所述目标测量位置对应于所述被测辅件上的预设区域;所述第一传感器用于测量所述传感器辅件与所述被测辅件上的预设区域之间的距离;所述第二传感器用于测量所述传感器辅件与所述被测辅件上的预设区域之间的距离;所述间距补偿装置用于根据所述控制信号调整所述第一工件与所述第二工件之间的垂直间距。
16.在一个实施例中,所述第一工件组合体包括:第一基台,固定在所述第一基台上的第一工件以及与所述第一工件固定的加工件;所述第一传感器与所述第二传感器分别固定在所述第一工件上;所述第二工件组合体包括:第二基台、工件固定部以及第二工件,所述第二工件通过所述工件固定部固定在所述第二基台上;所述第一基台与所述第一工件之间设置有所述间距补偿装置,和/或所述第二基台与所述工件固定部之间设置有所述间距补偿装置;所述加工件用于对所述第二工件进行加工;所述目标测量位置对应于所述第二工件上未被加工的部分的预设区域,或所述目标测试位置对应于所述第二工件上已被加工的部分的预设区域;所述第一传感器用于测量所述第一工件与所述第二工件上的预设区域之间的距离;所述第二传感器用于测量所述第一工件与所述第二工件上的预设区域之间的距
离;所述间距补偿装置用于根据所述控制信号调整所述第一工件与所述第二工件之间的垂直间距。
17.在一个实施例中,所述间距补偿装置由以下任意之一组成:压电元件、热膨胀元件以及平板电容。
附图说明
18.图1是根据本发明第一实施例的操作装置的方框示意图;
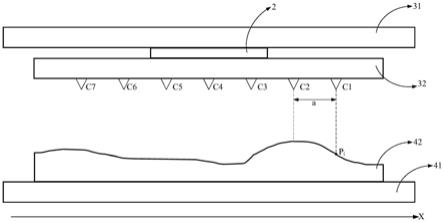
19.图2是根据本发明第一实施例的操作装置的示意图,其中第一基台与第一工件通过间距补偿装置进行连接;
20.图3是根据本发明第一实施例的操作装置的示意图,其中第二基台与第二工件通过间距补偿装置进行连接;
21.图4是根据本发明第一实施例的操作装置的示意图,其中第一基台与第一工件通过间距补偿装置进行连接,且第二基台与第二工件通过间距补偿装置进行连接;
22.图5是根据本发明第一实施例的操作装置的示意图,其中第一传感器与第二传感器均固定在传感器辅件上;
23.图6是根据本发明第一实施例的操作装置的示意图,其中传感器辅件通过第一基台辅件固定于第一基台、被测辅件通过第二基台辅件固定于第二基台;
24.图7是根据本发明第一实施例的操作装置的示意图,其中目标测量位置对应于第二工件已被加工的部分;
25.图8是根据本发明第一实施例的操作装置的示意图,其中目标测量位置对应于第二工件未被加工的部分;
26.图9是根据本发明第三实施例的两个工件在相对运动中的间距补偿方法的具体流程图;
27.图10是根据本发明第四实施例的两个工件在相对运动中的间距补偿方法的具体流程图。
具体实施方式
28.以下将结合附图对本发明的各实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
29.在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况来实践实施例。在其它情形下,与本技术相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
30.除非语境有其它需要,在整个说明书和权利要求中,词语“包括”和其变型,诸如“包含”和“具有”应被理解为开放的、包含的含义,即应解释为“包括,但不限于”。
31.在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征
可在一个或多个实施例中以任何方式组合。
32.如该说明书和所附权利要求中所用的单数形式“一”和
“”
包括复数指代物,除非文中清楚地另外规定。应当指出的是术语“或”通常以其包括“或/和”的含义使用,除非文中清楚地另外规定。
33.在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
34.本发明第一实施方式涉及一种操作装置,用于对待操作样品进行测量或加工操作,例如对待操作样品的表面形貌进行测量、对待操作样品的表面进行光刻曝光、对待操作样品进行切削操作等。
35.操作装置包括:控制系统、间距补偿装置、第一工件组合体以及第二工件组合体,其中,第一工件组合体与第二工件组合体中的一个用于装配操作工件,另一个用于放置待操作样品。本实施例以及之后的实施例均以第一工件组合体用于装配操作工件、第二工件组合体用于放置待操作样品,且第一工件组合体置于第二工件组合体的正上方为例进行说明。其中,控制系统可以为包括控制器、处理器等的电脑主机、笔记本电脑等。
36.请参考图1,操作设备包括控制系统1、间距补偿装置2(图1中仅示意性画出1个间距补偿装置2)第一工件组合体3以及第二工件组合体4,控制系统1与第一工件组合体3和/或所述第二工件组合体4通信连接,即控制系统1与第一工件组合体3或所述第二工件组合体4通信连接,或者控制器系统1同时与第一工件组合体3以及所述第二工件组合体4通信连接(图1中以此为例),第一工件组合体3和第二工件组合体4之间可以在第一方向上相对运动。第一工件组合体3上设置有朝向第二工件组合体4的第一传感器与第二传感器,第一工件组合体3和/或第二工件组合体4上设置有间距补偿装置2,控制系统1与间距补偿装置2通信连接,第一传感器与第二传感器分别与控制系统1通信连接。其中,第一传感器和第二传感器均为具有测距功能的传感器,例如为光子传感器、激光测距传感器、电子传感器、离子传感器或原子力传感器(扫描探针传感器)等。其中,第一方向可以为第一工件组合体3与第二工件组合体4之间相互平行的方向,例如为水平方向。
37.以操作装置用于对待操作样品的表面形貌进行扫描测量为例,即操作装置能够对样品(例如为晶圆、硅片、石英片等)的待操作表面进行纳米级空间分辨的物理量和化学量的测量。还可以对被操作表面进行扫描探针光刻(scanning probe lithography,spl)、对表面发射电子、发射光子,还有对表面发生离子形成离子注入等。所有这些测量和操作的精度都同操作装置离被操作表面的间距的精确控制有关。
38.其他例子还包括用于机械加工的机床加工精度的提高。这里的机床是指车床,刨床,铣床等。本发明可以通过提高工件刀具对被加工件间距的动态精确控制来提高加工精度。
39.请参考图2至图4(并未示出控制系统1),第一工件组合体3包括:第一基台,固定在第一基台31上的第一工件32以及设置在第一工件32上的多个探针(多个探针的针尖位于同一水平面),多个探针可以形成探针阵列,图2中以第一工件32上设置有7个探针为例,7个探针分别记为探针c1至探针c7;其中,相邻两个探针之间的距离可以相等或者不相等,本实施例以及之后的实施例中以相邻两个探针的针尖之间的距离相等且为a为例。
40.第一传感器和第二传感器为多个探针中两个不同的探针,后续以第一传感器为探针c1、第二传感器为探针c2为例进行说明。第二工件组合体4包括:第二基台41以及设置在第二基台41上第二工件42,第二工件42为待操作样品,多个探针用于第二工件42的待操作表面进行第一工件和第二工件间间距测量(当然不排除这些探针还要进行其他测量如对待操作表面的形貌测量),每个探针用于测量探针的针尖与第二工件42的待操作表面之间的距离,具体的,每个探针能够对待操作表面上对应的区域进行测量,得到对应的区域的高度信息。其中,待操作表面上的区域为以下任意一种:一个像素点、由多个像素点形成的线和由多个像素点组合的面;即目标表面上的区域可以按照像素点划分,每个像素点作为一个区域;或者,目标表面上的区域按照线进行划分,每个区域为由相邻的多个像素点形成的线;或者,目标表面上的区域按照面进行划分,每个区域为由相邻的多个像素点组合形成的面。
41.本实施例中,目标测量位置对应于第二工件43的待操作表面上的预设区域。需要说明的是,本实施例以及之后的实施例中均以区域为一个像素点为例,即探针用于测量与待操作表面上的一个点的距离;图2中以目标测量位置对应于待操作表面上的点pi(xi,yi)为例,xi表示点pi在待操作表面上的横坐标、yi表示点pi在待操作表面上的纵坐标。
42.本实施例中,第一基台31与第一工件32之间设置有间距补偿装置2,和/或第二基台41与第二工件42之间设置有间距补偿装置2。即在操作装置中,可以将第一基台31与第一工件32通过间距补偿装置2进行连接,从而可以通过间距补偿装置2调整第一工件32的高度,实现对第一工件32与第二工件42之间的间距调整,参考图2;或者,将第二基台41与第二工件42通过间距补偿装置2进行连接,从而可以通过间距补偿装置2调整第二工件42的高度,实现对第一工件32与第二工件42之间的间距调整,参考图3;或者,同时将第一基台31与第一工件32通过间距补偿装置2进行连接、将第二基台41与第二工件42通过间距补偿装置2进行连接,由此可以通过这两个间距补偿装置2,或者其中任意一个间距补偿装置2调整第一工件32与第二工件42之间的间距,参考图4。需要说明的是,本实施例以及后续的实施例中以图2所示的仅在第一基台31与第一工件32之间设置有间距补偿装置2为例进行说明。
43.本实施例中,操作装置可以利用间距补偿装置2对第一工件32和第二工件42之间的间距进行补偿,下面对具体的间距补偿过程进行说明。在图2至图4中所示的x方向为第一工件组合体3与第二工件组合体4相对运动的第一方向。
44.控制系统1控制第一工件组合体3与第二工件组合体4在第一方向上相对运动,带动第一传感器运动到目标测量位置,通过第一传感器测量第一工件组合体3与第二工件组合体4之间的第一距离。具体的,第一工件组合体3的第一基台31连接到驱动装置,或者第一基台31中包含驱动装置,控制系统1连接到驱动装置,并控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,带动探针c1(即第一传感器)在t时刻运动到目标测量位置;探针c1在目标测量位置时,可以测量探针c1的针尖与点pi(xi,yi)之间的距离d
c1pi
,距离d
c1pi
为第一工件组合体3与第二工件组合体4之间的第一距离,即距离d
c1pi
为第一工件32与第二工件42之间的第一距离。
45.需要说明的是,本实施例以通过驱动装置驱动第一基台31为例进行说明(后续仍以此为例进行说明),然不限于此,还可以通过与第二基台41连接的或者设置在第二基台41中的驱动装置驱动第二基台41,以使第一工件32与第二工件42之间产生相对运动,带动第
一传感器运动到目标测量位置。
46.控制系统1再控制第一工件组合体3与第二工件组合体4在第一方向上相对运动,带动第二传感器运动到目标测量位置,通过第二传感器测量第一工件组合体3与第二工件组合体4之间的第二距离。具体的,控制系统1再控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,以带动探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置,即第一基台31在
△
t时间内运动了距离a;探针c2在目标测量位置时,可以测量探针c2的针尖与点pi(xi,yi)之间的距离d
c2pi
,距离d
c2pi
为第一工件组合体3与第二工件组合体4之间的第二距离,即距离d
c2pi
为第一工件32与第二工件42之间的第二距离。
47.随后控制系统1计算第一距离d
c1pi
减去第二距离d
c2pi
的第一差值
△dc1c2pi
,即第一差值
△dc1c2pi
=d
c1pi-d
c2pi
,第一差值
△dc1c2pi
表征了第一基台31在
△
t时间内沿第一方向运动时在与第一方向垂直的第二方向上产生的偏差量,由此控制系统1会基于第一差值
△dc1c2pi
生成控制信号,并将生成的控制信号发送到间距补偿装置2。具体的,在第一差值
△dc1c2pi
大于零时,说明在探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置的过程中,第一工件32与第二工件42之间在第二方向上的垂直间距(需要说明的是,后续所说的垂直间距,均为在第二方向上的垂直间距)缩小了第一差值
△dc1c2pi
,控制系统1生成用于调整第一工件组合体3与第二工件组合体4之间的垂直间距增大第一差值
△dc1c2pi
的控制信号发送至间距补偿装置2,间距补偿装置2在接收到该控制信号时,增大第一工件32与第二工件42之间的垂直间距,垂直间距的增大量即为第一差值
△dc1c2pi
。需要说明的是,本实施例以及之后的实施例中均以第一方向与第二方向垂直为例进行说明,第二方向还可以为与第一方向之间存在垂直分量的任意方向。
48.在第一差值
△dc1c2pi
小于零时,说明在探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置的过程中,第一工件32与第二工件42之间垂直间距增大了第一差值
△dc1c2pi
,控制系统1生成用于调整第一工件组合体3与第二工件组合体4之间的垂直间距减小第一差值
△dc1c2pi
的控制信号发送至间距补偿装置2,间距补偿装置2在接收到该控制信号时,减小第一工件32与第二工件42之间的垂直间距,垂直间距的减小量即为第一差值
△dc1c2pi
的绝对值。
49.在另一个实施例中,请参考图5至图8,第一工件32和第二工件42之间的间距测量还可以是通过设置在第一工件32侧边的传感器辅件和第二工件42侧边的被测辅件作为专门用于测量设置的辅助延申来实现的,适用于不便于在第一工件32上设置传感器的应用场景。举例来说,第一工件32为加工刀具,第二工件42面向第一工件32的面为待操作面,此时不便于在加工刀具上设置传感器,则可以借助第一工件32侧边的传感器辅件和第二工件42侧边的被测辅件来进行间距测量。
50.请参考图5,第一工件组合体3包括:第一基台31,固定在第一基台31上的第一工件32以及与第一工件32固定的传感器辅件33;第一传感器5与第二传感器6分别固定在传感器辅件33上。第二工件组合体4包括:第二基台41,设置在第二基台41上第二工件42,以及与第二工件42固定的被测辅件43。其中,第一传感器5与第二传感器6在图5的视角中重叠,第一工件组合体3与第二工件组合体4相对运动的方向与图5中的y方向垂直。
51.本实施例中,可以设置第一工件32可以为操作工件、第二工件42为待操作样品。
52.第一基台31与第一工件32之间设置有间距补偿装置2,和/或第二基台41与第二工
件42之间设置有间距补偿装置2。图5中仅以第一基台31与第一工件32之间设置有间距补偿装置2为例,第二基台41与第二工件42之间设置有间距补偿装置2,以及第一基台31与第一工件32之间设置有间距补偿装置2,且第二基台41与第二工件42之间设置有间距补偿装置2的情况与图3与图4类似,不再一一赘述。
53.目标测量位置对应于被测辅件43上表面的预设区域;其中,预设区域中可以设置便于测量的表面结构,以使第一传感器5、第二传感器6更简单且精确地定位第二工件表面上预设区域位置,有助于进行更精确距离测量。
54.第一传感器5用于测量传感器辅件33与被测辅件43上的预设区域之间的距离。第二传感器6用于测量传感器辅件33与被测辅件43上的预设区域之间的距离。在图5中,以点pi(xi,yi)表示被测辅件43上的预设区域,则第一传感器5与第二传感器6均用于测量传感器辅件33到点pi(xi,yi)之间的距离。
55.间距补偿装置2用于根据控制信号调整第一工件32与第二工件42之间的垂直间距。
56.需要说明的是,在利用第二传感器5、第三传感器6以及间距补偿装置2对第一工件32与第二工件42之间的垂直间距进行补偿的具体过程与前述类似,在此不再一一赘述。
57.在另一个实施例中,请参考图6,第一工件组合体3包括:第一基台31,固定在第一基台31上的第一工件32,与第一基台31固定的第一基台辅件33以及固定在第一基台辅件33上的传感器辅件34;第一传感器5与第二传感器6分别固定在传感器辅件34上。第二工件组合体4包括:第二基台41,设置在第二基台41上第二工件42,与第二基台41固定的第二基台辅件43以及固定在第二基台辅件43上的被测辅件44。其中,第一基台31与第一基台辅件33之间可以通过第一基台固定部35固定,第二基台41与第二基台辅件43之间可以通过第二基台固定部45固定;第一传感器5与第二传感器6在图6的视角中重叠,第一工件组合体3与第二工件组合体4相对运动的方向与图5中的y方向垂直。
58.本实施例中,可以设置第一工件32可以为操作工件、第二工件42为待操作样品。
59.第一基台31与第一工件32之间设置有间距补偿装置2,和/或第二基台41与第二工件42之间设置有间距补偿装置2。图6中仅以第一基台31与第一工件32之间设置有间距补偿装置2为例,第二基台41与第二工件42之间设置有间距补偿装置2;以及第一基台31与第一工件32之间设置有间距补偿装置2,且第二基台41与第二工件42之间设置有间距补偿装置2的情况与图3与图4类似,不再一一赘述。
60.目标测量位置对应于被测辅件44上表面的预设区域;其中,预设区域中可以设置便于测量的表面结构,以使第一传感器5、第二传感器6更简单且精确地定位第二工件被测表面上预设区域位置,有助于进行更精确距离测量。
61.第一传感器5用于测量传感器辅件34与被测辅件44上的预设区域之间的距离。第二传感器6用于测量传感器辅件34与被测辅件44上的预设区域之间的距离。在图6中,以点pi(xi,yi)表示被测辅件44上的预设区域,则第一传感器5与第二传感器6均用于测量传感器辅件34到点pi(xi,yi)之间的距离。
62.间距补偿装置2用于根据控制信号调整第一工件32与第二工件42之间的垂直间距。
63.需要说明的是,在利用第二传感器5、第三传感器6以及间距补偿装置2对第一工件
32与第二工件42之间的垂直间距进行补偿的具体过程与前述类似,在此不再一一赘述。
64.在另一个实施例中,请参考图7与图8,第一工件组合体3包括:第一基台31,固定在第一基台31上的第一工件32以及与第一工件32固定的加工件33;第一传感器5与第二传感器6分别固定在第一工件32上。其中,第一传感器5与第二传感器6可以通过另一固定件7固定在第一工件32上,第一传感器5与第二传感器6之间的间距为a。在一个例子中,固定件7与加工件33之间设置有挡板8,以避免加工过程中的产生的固体颗粒对第一传感器5以及第二传感器6造成影响。
65.第二工件组合体4包括:第二基台41、第二工件42以及工件固定部,第二工件42通过工件固定部固定在第二基台41上。具体的,工件固定部包括第一固定部431、第二固定部432以及第三固定部433,第一固定部431的一面固定在第二基台41上,第二固定部432与第三固定部433分别固定在第一固定部431另一面的两端,由此第一固定部431、第二固定部432以及第三固定部433形成了凹槽,第二工件42固定在凹槽中。
66.在图7与图8中,x方向为第一工件组合体3与第二工件组合体4相对运动的方向。
67.第一基台31与第一工件32之间设置有间距补偿装置2,和/或第二基台42与工件固定部之间设置有间距补偿装置2,即第二基台42与第一固定部431之间设置有间距补偿装置2。图7与图8中均以第一基台31与第一工件32之间设置有间距补偿装置2为例,第二基台42与第一固定部431之间设置有间距补偿装置2;以及第一基台31与第一工件32之间设置有间距补偿装置2,且第二基台42与第一固定部431之间设置有间距补偿装置2的情况与图3与图4类似,不再一一赘述。
68.加工件33用于对第二工件42进行加工;例如加工件33如为切削刀具,用于第二工件42进行切削。
69.目标测量位置对应于第二工件42上未被加工的部分的预设区域,或目标测试位置对应于第二工件42上已被加工的部分的预设区域。具体的,第二工件42可以分为已加工部分421与未加工部分422,在图7中,在第一工件32相对于第二工件42运动的方向上,固定有第一传感器5与第二传感器6的固定件7位于加工件33的左侧,此时目标测试位置对应于第二工件42上已加工部分421上的预设区域,第一传感器5与第二传感器6均用于测量第一工件32与已加工部分421上的预设区域之间的距离。在图8中,在第一工件32相对于第二工件42运动的方向上,固定有第一传感器5与第二传感器6的固定件7位于加工件33的右侧,此时目标测试位置对应于第二工件42上未加工部分422上的预设区域,第一传感器5与第二传感器6均用于测量第一工件32与未加工部分422上的预设区域之间的距离。
70.第一固定部431、第二固定部432以及第三固定部433不影响第二工件42的已加工部分421与未加工部分422,第二工件42可以相对于工件固定部相对固定,或者相对于工件固定部转动。
71.第一传感器5用于测量第一工件32与第二工件42上的预设区域之间的距离。
72.第二传感器6用于测量第一工件32与第二工件42上的预设区域之间的距离。
73.间距补偿装置2用于根据控制信号调整第一工件与第二工件之间的垂直间距。
74.需要说明的是,在利用第二传感器5、第三传感器6以及间距补偿装置2对第一工件32与第二工件42之间的垂直间距进行补偿的具体过程与前述类似,在此不再一一赘述。
75.在图7与图8所示的操作装置中,可以在控制第一工件32上的加工件33(例如切削
刀具)对放置在第二基台41(例如为机床)上的第二工件42进行切削加工时,可以确保切削刀具与第二工件42表面之间的间距保持不变,避免因第一工件32和/或第二工件42因偶然的振动而改变刀具的切削深度,提高了加工件33对第二工件42的加工精度,适用于对超精密机床上的样品进行超精密加工的应用场景。其中,加工件33也可以为磨床的磨头,刨床的刨头,铣床的铣头等工件。
76.本实施例中,第一工件组合体3与第二工件组合体4在第一方向上相对运动的速度小于间距补偿装置2调整第一工件组合体3与第二工件组合体4之间在第二方向上的垂直间距变化的速度,由此能够实现在测量或加工过程中实时性较好且精度较高的垂直间距补偿。
77.本实施例中,间距补偿装置2由以下任意之一组成:压电元件、热膨胀元件以及平板电容。
78.在间距补偿装置2由压电元件构成时,压电元件可以根据被施加的电压在厚度方向上(即第二方向)产生形变,此时控制系统1能够基于第一差值
△dc1c2pi
的大小生成相应电压的控制信号,该电压被施加到压电元件上,使得压电元件的厚度发生变化,从而能够调节第一工件32在第二方向上的高度,即实现了对第一工件32与第二工件42之间在第二方向上的垂直间距的调节。
79.在间距补偿装置2由热膨胀元件和与热膨胀元件相邻设置的加热元件构成时,热膨胀元件能够根据温度在厚度方向上(即第二方向)产生形变,此时控制系统1基于第一差值
△dc1c2pi
的大小生成相应电压的控制信号,该控制信号被施加到加热元件上,由此可以控制加热元件的温度,继而加热元件能够将热膨胀元件进行加热,使得热膨胀元件的厚度产生变化,从而能够调节第一工件32在第二方向上的高度,即实现了对第一工件32与第二工件42之间在第二方向上的垂直间距的调节。
80.在间距补偿装置2由平板电容构成时,平板电容的两个平板的间距可以根据被施加的电压在厚度方向上(即第二方向)产生变化,由此控制系统1能够基于第一差值
△dc1c2pi
的大小生成相应电压的控制信号,该电压被施加到平板电容上,使得平板电容的两个平板的间距产生相应的变化,从而能够调节第一工件32在第二方向上的高度,即实现了对第一工件32与第二工件42之间在第二方向上的垂直间距的调节。
81.需要说明的是,本实施例中的间距补偿装置2也可以为第一工件组合体3的驱动装置,例如为第一基台31的驱动装置,由此可以直接将控制信号发送到该驱动装置,也可以实现第一工件组合体和第二工件组合体在第二方向上的垂直间距补偿。
82.还需要说明的是,本实施例中操作装置可以按照预设的周期或者预设的水平运动距离,周期性的进行垂直间距补偿。在周期性进行垂直间距补偿的过程中,可以在每次需要进行垂直间距补偿时,对目标测量位置进行更新,更新方式可以为基于第一传感器当前所处的位置来设定目标测量位置;举例来说,当需要进行垂直间距补偿时,将第一传感器所对应的下一个测量位置作为目标测量位置,随后以更新后的目标测量位置进行垂直间距补偿。
83.本实施例提供了一种操作装置,由控制系统先控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,随后通过第一传感器测量第一工件组合体与第二工件组合体之间的第一距离;再控制控制第一工件组合体与第
二工件组合体在第一方向上相对运动并带动第二传感器运动到目标测量位置,随后通过第二传感器测量第一工件组合体与第二工件组合体之间的第二距离,第一距离减去第二距离的第一差值表征了第一工件组合体与第二工件组合体沿第一方向相对运动时在与第一方向垂直或者有垂直分量的第二方向上产生的偏差量,由此控制系统会根据第一差值生成相应的控制信号,并将该控制信号发送到间距补偿装置,由间距补偿装置根据控制信号调整第一工件组合体与第二工件组合体之间在第二方向上的垂直间距,第一方向与第二方向垂直;即实现了对第一工件组合体与第二工件组合体沿第一方向相对运动过程中所产生的相对间距偏差量的补偿,减小了第一工件组合体与第二工件组合体之间在第二方向上的垂直间距的偏差,提升了操作装置的测量或加工精度。
84.本发明的第二实施例涉及一种操作装置,第二实施例相对于第一实施例来说,主要改进之处在于:本实施例中,第一工件组合体上还设置有朝向第二工件组合体的第三传感器。
85.以图2中的操作装置为例,第三传感器可以为多个探针中与第一传感器、第二传感器均不同的探针,在同一方向上,第三传感器与第二传感器之间的距离,与第一传感器与第二传感器之间的距离相同,本实施例中选取探针c3作为第三传感器。
86.本实施例中,控制系统1在将控制信号发送到间距补偿装置2,由间距补偿装置2基于该控制信号完成对第一工件32与第二工件42之间的垂直间距的调整后,控制系统1再控制第一工件组合体3与第二工件组合体4在第一方向上相对运动并带动第三传感器运动到目标测量位置,通过第三传感器测量第一工件组合体与第二工件组合体之间的第三距离。具体的,控制系统1在完成垂直间距补偿后,再控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,以带动探针c3(即第三传感器)在(t+2
△
t)时刻运动到目标测量位置,即第一基台31在
△
t时间内运动了距离a;探针c3在目标测量位置时,可以测量探针c3的针尖与点pi(xi,yi)之间的距离d
c3pi
,距离d
c3pi
为第一工件组合体3与第二工件组合体4之间的第三距离,即距离d
c2pi
为第一工件32与第二工件42之间的第三距离。
87.随后控制系统1计算第一距离d
c1pi
减去第三距离d
c3pi
的第二差值
△dc1c3pi
,第二差值
△dc1c3pi
表征在经过垂直间距补偿后第一基台31在
△
t时间内沿水平方向运动时在垂直方向上产生的偏差量,控制系统1随后将第一差值
△dc1c2pi
与第二差值
△dc1c3pi
进行对比,便可以得到本次垂直间距补偿的效果,即控制系统1可以基于第一差值
△dc1c2pi
与第二差值
△dc1c3pi
,判断是否需要重新对第一工件组合体3与第二工件组合体4之间进行在第二方向上的垂直间距补偿。
88.本实施例中,控制系统1用于在第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值的绝对值小于预设差值阈值时,判定无需重新对第一工件组合体3与第二工件组合体4之间进行垂直间距补偿。在第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值的绝对值大于或等于预设差值阈值时,判定需要重新对第一工件组合体3与第二工件组合体4之间进行垂直间距补偿。具体的,控制系统1会先计算第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值,随后将该差值的绝对值与预设差值阈值进行对比,当该差值的绝对值小于该预设差值阈值时,说明本次垂直间距补偿有效,无需重复进行间距补偿;当该差值的绝对值大于或等于该预设差值阈值时,说明本次垂直间距补偿无效,还需要重新利用探针c1和探针c2进行垂直间距补偿,或者重新选定第一传感器和第二传感器,例如以探针c3作为第一传感器、探针c4
作为第二传感器重新进行垂直间距补偿,从而形成了第一工件组合体3与第二工件组合体4之间的垂直间距补偿的闭环控制。
89.本发明第三实施例涉及一种两个工件在相对运动中的间距补偿方法,应用于第一实施例或第二实施例中的操作装置。操作装置可以采用本实施例中的两个工件在相对运动中的间距补偿方法进行垂直间距补偿。
90.本实施例的两个工件在相对运动中的间距补偿方法的具体流程如图9所示,以该两个工件在相对运动中的间距补偿方法应用于第一实施例中图2的操作装置为例进行说明。
91.步骤101,控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,通过第一传感器测量第一工件组合体与第二工件组合体之间的第一距离。
92.具体而言,控制系统1连接到驱动装置,并控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,带动探针c1(即第一传感器)在t时刻运动到目标测量位置;探针c1在目标测量位置时,可以测量探针c1的针尖与点pi(xi,yi)之间的距离d
c1pi
,距离d
c1pi
为第一工件组合体3与第二工件组合体4之间的第一距离,即距离d
c1pi
为第一工件32与第二工件42之间的第一距离。
93.步骤102,控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第二传感器运动到目标测量位置,通过第二传感器测量第一工件组合体与第二工件组合体之间的第二距离。
94.具体而言,控制系统1再控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,以带动探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置,即第一基台31在
△
t时间内运动了距离a;探针c2在目标测量位置时,可以测量探针c2的针尖与点pi(xi,yi)之间的距离d
c2pi
,距离d
c2pi
为第一工件组合体3与第二工件组合体4之间的第二距离,即距离d
c2pi
为第一工件32与第二工件42之间的第二距离。
95.步骤103,基于第一距离减去第二距离的第一差值,生成控制信号,并利用控制信号控制间距补偿装置调整第一工件组合体与第二工件组合体之间在第二方向上的垂直间距,第一方向与第二方向垂直或者有垂直分量。
96.在一个例子中,基于第一距离减去第二距离的第一差值,生成控制信号,包括:在第一差值大于零时,生成用于调整第一工件组合体与第二工件组合体之间的垂直间距增大第一差值的控制信号;在第一差值小于零时,生成用于调整第一工件组合体与第二工件组合体之间的垂直间距减小第一差值的绝对值的控制信号。
97.具体而言,在第一差值
△dc1c2pi
大于零时,说明在探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置的过程中,第一工件32与第二工件42之间在第二方向上的垂直间距缩小了第一差值
△dc1c2pi
,控制系统1生成用于调整第一工件组合体3与第二工件组合体4之间的垂直间距增大第一差值
△dc1c2pi
的控制信号发送至间距补偿装置2,间距补偿装置2在接收到该控制信号时,增大第一工件32与第二工件42之间的垂直间距,垂直间距的增大量即为第一差值
△dc1c2pi
。
98.在第一差值
△dc1c2pi
小于零时,说明在探针c2(即第二传感器)在(t+
△
t)时刻运动到目标测量位置的过程中,第一工件32与第二工件42之间在第二方向上的垂直间距增大了
第一差值
△dc1c2pi
,控制系统1生成用于调整第一工件组合体3与第二工件组合体4之间的垂直间距减小第一差值
△dc1c2pi
的控制信号发送至间距补偿装置2,间距补偿装置2在接收到该控制信号时,减小第一工件32与第二工件42之间的垂直间距,垂直间距的减小量即为第一差值
△dc1c2pi
的绝对值。
99.需要说明的是,本实施例以及之后的实施例中均以第一方向与第二方向垂直为例进行说明,第二方向还可以为与第一方向之间存在垂直分量的任意方向。
100.由于第一实施例与本实施例相互对应,因此本实施例可与第一实施例互相配合实施。第一实施例中提到的相关技术细节在本实施例中依然有效,在第一实施例中所能达到的技术效果在本实施例中也同样可以实现,为了减少重复,这里不再赘述。相应地,本实施例中提到的相关技术细节也可应用在第一实施例中。
101.本实施例中,由控制系统先控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,随后通过第一传感器测量第一工件组合体与第二工件组合体之间的第一距离;再控制控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第二传感器运动到目标测量位置,随后通过第二传感器测量第一工件组合体与第二工件组合体之间的第二距离,第一距离减去第二距离的第一差值表征了第一工件组合体与第二工件组合体沿第一方向相对运动时在与第一方向垂直或者有垂直分量的第二方向上产生的偏差量,由此控制系统会根据第一差值生成相应的控制信号,并将该控制信号发送到间距补偿装置,由间距补偿装置根据控制信号调整第一工件组合体与第二工件组合体之间在第二方向上的垂直间距,第一方向与第二方向垂直;即实现了对第一工件组合体与第二工件组合体沿第一方向相对运动过程中所产生的相对间距偏差量的补偿,减小了第一工件组合体与第二工件组合体之间在第二方向上的垂直间距的偏差,提升了操作装置的测量或加工精度。
102.本发明第四实施例涉及一种两个工件在相对运动中的间距补偿方法,第四实施例相对于第三实施例来说,主要改进之处在于:增加了对间距补偿效果的判断。
103.本实施例的两个工件在相对运动中的间距补偿方法的具体流程如图10所示,以该两个工件在相对运动中的间距补偿方法应用于第一实施例中图2的操作装置为例进行说明,其中第一工件组合体3上还设置有朝向第二工件组合体4的第三传感器,第三传感器可以为多个探针中与第一传感器、第二传感器均不同的探针,在同一方向上,第三传感器与第二传感器之间的距离,与第一传感器与第二传感器之间的距离相同,此时选取探针c3作为第三传感器。
104.步骤201,控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第一传感器运动到目标测量位置,通过第一传感器测量第一工件组合体与第二工件组合体之间的第一距离。与第三实施例中的步骤101大致相同,在此不再赘述。
105.步骤202,控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第二传感器运动到目标测量位置,通过第二传感器测量第一工件组合体与第二工件组合体之间的第二距离。与第三实施例中的步骤102大致相同,在此不再赘述。
106.步骤203,基于第一距离减去第二距离的第一差值,生成控制信号,并利用控制信号控制间距补偿装置调整第一工件组合体与第二工件组合体之间在第二方向上的垂直间距,第一方向与第二方向垂直或者有垂直分量。与第三实施例中的步骤103大致相同,在此
不再赘述。
107.步骤204,控制第一工件组合体与第二工件组合体在第一方向上相对运动并带动第三传感器运动到目标测量位置,通过第三传感器测量第一工件组合体与第二工件组合体之间的第三距离。
108.具体而言,控制系统1在将控制信号发送到间距补偿装置2,由间距补偿装置2基于该控制信号完成对第一工件32与第二工件42之间的垂直间距的调整后,控制系统1再控制第一工件组合体3与第二工件组合体4在第一方向上相对运动并带动第三传感器运动到目标测量位置,通过第三传感器测量第一工件组合体与第二工件组合体之间的第三距离。具体的,控制系统1在完成垂直间距补偿后,再控制驱动装置驱动第一基台31在第一方向上按照预设速度运动,以带动探针c3(即第三传感器)在(t+2
△
t)时刻运动到目标测量位置,即第一基台31在
△
t时间内运动了距离a;探针c3在目标测量位置时,可以测量探针c3的针尖与点pi(xi,yi)之间的距离d
c3pi
,距离d
c3pi
为第一工件组合体3与第二工件组合体4之间的第三距离,即距离d
c2pi
为第一工件32与第二工件42之间的第三距离。
109.步骤205,计算第一距离减去第三距离得到的第二差值,并基于第一差值与第二差值,判断是否需要重新对第一工件组合体与第二工件组合体之间进行垂直间距补偿。若是,则直接结束;若否,则回到步骤201。
110.在一个例子中,步骤205具体为:计算第一距离减去第三距离得到的第二差值,并判断第一差值与第二差值之间的差值的绝对值是否小于预设差值阈值。若是,则直接结束;若否,则回到步骤201。
111.具体而言,控制系统1计算第一距离d
c1pi
减去第三距离d
c3pi
的第二差值
△dc1c3pi
,第二差值
△dc1c3pi
表征在经过垂直间距补偿后第一基台31在
△
t时间内沿水平方向运动时在垂直方向上产生的偏差量,控制系统1随后将第一差值
△dc1c2pi
与第二差值
△dc1c3pi
进行对比,便可以得到本次垂直间距补偿的效果,即控制系统1可以基于第一差值
△dc1c2pi
与第二差值
△dc1c3pi
,判断是否需要重新对第一工件组合体3与第二工件组合体4之间进行垂直间距补偿。
112.本实施例中,控制系统1用于在第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值的绝对值小于预设差值阈值时,判定无需重新对第一工件组合体3与第二工件组合体4之间进行垂直间距补偿。在第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值的绝对值大于或等于预设差值阈值时,判定需要重新对第一工件组合体3与第二工件组合体4之间进行垂直间距补偿,即回到步骤201,,从而形成了第一工件组合体3与第二工件组合体4之间的垂直间距补偿的闭环控制。具体的,控制系统1会先计算第一差值
△dc1c2pi
与第二差值
△dc1c3pi
之间的差值,随后将该差值的绝对值与预设差值阈值进行对比,当该差值的绝对值小于该预设差值阈值时,说明本次垂直间距补偿有效,无需重复进行间距补偿;当该差值的绝对值大于或等于该预设差值阈值时,说明本次垂直间距补偿无效,还需要重新利用探针c1和探针c2进行垂直间距补偿,或者重新选定第一传感器和第二传感器,例如以探针c3作为第一传感器、探针c4作为第二传感器重新进行垂直间距补偿。
113.由于第二实施例与本实施例相互对应,因此本实施例可与第二实施例互相配合实施。第二实施例中提到的相关技术细节在本实施例中依然有效,在第二实施例中所能达到的技术效果在本实施例中也同样可以实现,为了减少重复,这里不再赘述。相应地,本实施
例中提到的相关技术细节也可应用在第二实施例中。
114.以上已详细描述了本发明的较佳实施例,但应理解到,若需要,能修改实施例的方面来采用各种专利、申请和出版物的方面、特征和构思来提供另外的实施例。
115.考虑到上文的详细描述,能对实施例做出这些和其它变化。一般而言,在权利要求中,所用的术语不应被认为限制在说明书和权利要求中公开的具体实施例,而是应被理解为包括所有可能的实施例连同这些权利要求所享有的全部等同范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1