一种改善后地板上横梁焊接的系统的制作方法
1.本发明涉及车架焊接技术领域,具体涉及一种改善后地板上横梁焊接的系统。
背景技术:
2.中国专利cn212682932u公开了一种后地板上横梁总成焊接夹具,包括夹具底座、该夹具底座上设置两个后地板上横梁主体定位压紧机构、两个侧连接板定位压紧机构和后排座椅安装支架定位压紧机构;
3.现有技术中,在后地板上横梁进行焊接时,通常采用机器人控制焊机沿着预设的路线进行焊接,其存在由于单个焊机进行焊接,使得焊接时间比较久,而使用多个同时焊接时,其也将存在每个焊机焊接时间不同,有快有慢,导致在先焊接完的焊机出现等待,影响生产节奏的问题。
技术实现要素:
4.本发明的目的就在于解决上述背景技术的问题,而提出一种改善后地板上横梁焊接的系统。
5.本发明的目的可以通过以下技术方案实现:
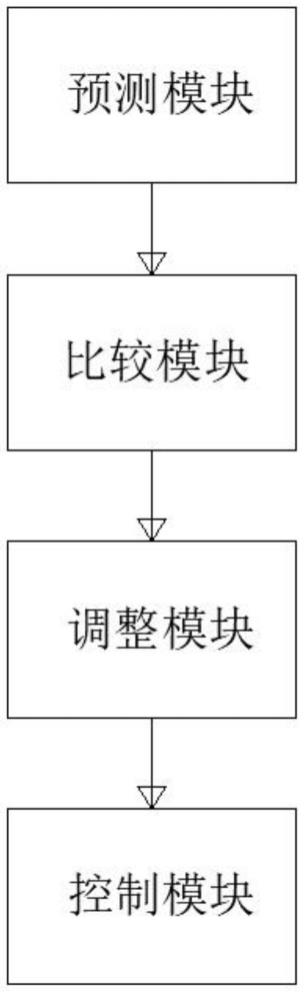
6.一种改善后地板上横梁焊接的系统,包括包括预测模块、比较模块、调整模块、控制模块;
7.预测模块对焊机焊接后地板上横梁的完成时间进行预测;
8.比较模块将得到的a焊机完成后地板上横梁焊接的预测系数ma与b焊机完成后地板上横梁焊接的预测系数进行比较,并计算得到调整因子α;
9.调整模块,比较模块将计算得到的调整因子发送给调整模块,然后调整模块根据调整因子α,对应调整焊机的焊接速度和机器人移动速度,使得两个焊机的预测系数相同;
10.控制模块,分别与焊机和机器人通信连接,控制模块接收调整模块焊机的焊接速度的调整值和机器人移动速度的调整值,然后将对应的调整值分别发送给焊机和机器人,使得焊机和机器人按照赋予的调整值进行工作。
11.作为本发明进一步的方案:焊机设置有两个,并且对应安装在不同机器人的输出端上,两个焊机是对该善后地板上横梁上的不同焊点进行焊接。
12.作为本发明进一步的方案:在焊接前,调整后地板上横梁的焊点分布。
13.作为本发明进一步的方案:预测模块的工作如下:
14.预测模块对a焊机和b焊机匹配最优的焊接路径,然后获取a焊机和b焊机的平均焊接速度和历史的焊接速度,然后分别计算a焊机的焊接速度系数xa和b焊机的焊接速度系数xb;
15.获取a焊机所对应的机器人沿着后地板上横梁的a区域焊点所移动的速度和历史的移动速度,和b焊机所对应的机器人沿着后地板上横梁的b区域焊点所移动的速度和历史的移动速度,然后分别计算a焊机所对应的机器人的移动速度系数ya和b焊机所对应的机器
人的移动速度系数yb;
16.根据焊机的焊接速度系数和机器人的移动速度系数,计算a和b焊机的预测系数。
17.作为本发明进一步的方案:a焊机的焊接速度系数xa为a焊机的平均焊接速度除以a焊机历史的焊接速度,b焊机的焊接速度系数xb为b焊机的平均焊接速度除以b焊机历史的焊接速度。
18.作为本发明进一步的方案:a焊机的预测系数ma=(xa
×
a1+ya
×
a2)e-β,b焊机的预测系数mb=(xb
×
a1+yb
×
a2)e-β。
19.作为本发明进一步的方案:调整因子α为:先比较ma与mb的大小;若ma>mb,则调整因子α=ma/mb;若ma《mb,则调整因子α=mb/ma。
20.作为本发明进一步的方案:以a焊机的焊接速度系数和机器人移动速度为标准,根据调整因子α,计算b焊机的焊接速度的调整值为tbh=(pa*na)/(α*nb)。
21.作为本发明进一步的方案:b焊机的机器人移动速度的调整值为tbj=(sb*ya)/(sa*α)。
22.本发明的有益效果:
23.本发明设置两个焊机对后地板上横梁进行焊机,其相当于之前一个后地板上横梁仅仅由一个焊机相比,其有效地提高对后地板上横梁焊接的效率;以及在此基础上,通过预测模块、比较模块、调整模块和控制模块,对影响焊接的效率中焊机对单独焊点进行焊接速度和机器人沿着路径移动时的效率进行调整,保证两个焊机的焊接节拍平衡,完成焊接时间相同,避免较快完成时间的机器人和焊机出现等待的现象,提高善后地板上横梁焊接的效率。
附图说明
24.下面结合附图对本发明作进一步的说明。
25.图1是本发明的流程框图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
27.请参阅图1所示,本发明为一种改善后地板上横梁焊接的系统,包括预测模块、比较模块、调整模块、控制模块;
28.预测模块设置在焊机上,对焊机焊接后地板上横梁的完成时间进行预测;其中,焊机设置有两个,并且对应安装在不同机器人的输出端上,两个焊机是对该善后地板上横梁上的不同焊点进行焊接,在焊接前,需要调整后地板上横梁的焊点分布,保证两个焊机的焊接节拍平衡,完成焊接时间相同,避免较快完成时间的机器人和焊机出现等待的现象,提高善后地板上横梁焊接的效率;
29.具体地,对两个焊机进行编号为a和b,对后地板上横梁的焊点分布区域也进行编号为a和b,即,工作时,a焊机对应负责后地板上横梁的a区域焊点,b焊机对应负责后地板上
横梁的b区域焊点;而预测模块对a焊机预测完成的时间为t1,对b焊机预测完成的时间为t2;
30.该预测模块对焊机完成时间的具体预测过程如下:
31.步骤1:预测模块对a焊机和b焊机匹配最优的焊接路径,然后获取a焊机和b焊机的平均焊接速度和历史的焊接速度,然后分别计算a焊机的焊接速度系数xa和b焊机的焊接速度系数xb;
32.其中,a焊机的焊接速度系数xa为a焊机的平均焊接速度除以a焊机历史的焊接速度,b焊机的焊接速度系数xb为b焊机的平均焊接速度除以b焊机历史的焊接速度;
33.步骤2:根据步骤1得到的最优的焊接路径,获取a焊机所对应的机器人沿着后地板上横梁的a区域焊点所移动的速度和历史的移动速度,和b焊机所对应的机器人沿着后地板上横梁的b区域焊点所移动的速度和历史的移动速度,然后分别计算a焊机所对应的机器人的移动速度系数ya和b焊机所对应的机器人的移动速度系数yb;
34.其中,a焊机所对应的机器人的移动速度系数ya为a焊机所对应的机器人的移动速度除以历史的移动速度;b焊机所对应的机器人的移动速度系数yb为b焊机所对应的机器人的移动速度除以历史的移动速度;
35.步骤3:分别计算a和b焊机的预测系数;
36.将焊接速度系数和机器人移动速度代入公式计算,即ma=(xa
×
a1+ya
×
a2)e-β,mb=(xb
×
a1+yb
×
a2)e-β,其中,ma表示为a焊机完成后地板上横梁焊接的预测系数,mb表示为b焊机完成后地板上横梁焊接的预测系数,a1和a2均为比例系数,且a1>0、a2>0,e为自然常数,β为误差系数,取值为1.23;
37.比较模块,将得到的a焊机完成后地板上横梁焊接的预测系数ma与b焊机完成后地板上横梁焊接的预测系数进行比较,并计算得到调整因子α;
38.其中,在比较过程中,先比较ma与mb的大小;若ma>mb,则调整因子α=ma/mb;若ma《mb,则调整因子α=mb/ma;
39.调整模块,比较模块将计算得到的调整因子发送给调整模块,然后调整模块根据调整因子α,对应调整焊机的焊接速度和机器人移动速度,使得两个焊机的预测系数相同;
40.其中,以a焊机的焊接速度系数和机器人移动速度为标准,根据调整因子α,计算b焊机的焊接速度的调整值为tbh=(pa*na)/(α*nb),其pa为a焊机焊接单个焊点所耗费的时间,na为a焊机对应负责后地板上横梁的a区域焊点的个数,nb为b焊机对应负责后地板上横梁的b区域焊点的个数;并计算b焊机的机器人移动速度的调整值为tbj=(sb*ya)/(sa*α),其sa为a焊机匹配最优的焊接路径的路程,sb为b焊机匹配最优的焊接路径的路程;
41.控制模块,分别与焊机和机器人通信连接,控制模块接收调整模块焊机的焊接速度的调整值和机器人移动速度的调整值,然后将对应的调整值分别发送给焊机和机器人,使得焊机和机器人按照赋予的调整值进行工作。
42.本发明的工作原理:首先通过预测模块,预测a焊机和b焊机匹配最优的焊接路径、焊机的焊接速度和对应机器人的沿着路径所移动的速度;根据获取的参数分别计算得到a焊机和b焊机的预测系数,然后通过比较模块对a焊机和b焊机的预测系数比较,并并计算得到调整因子α;
43.再通过调整模块,根据根据调整因子α,对应调整焊机的焊接速度和机器人移动速
度,将对应的调整值分别发送给焊机和机器人,使得焊机和机器人按照赋予的调整值进行工作。
44.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1