视觉对位控制系统及方法与流程
1.本发明涉及控制系统技术领域,具体涉及视觉对位控制系统及方法。
背景技术:
2.对位贴合设备即指贴合机,其包括放卷装置、涂胶装置、输送加压装置、驱动马达等各大机械部分,全自动贴合机主要针对电子元器件、小型显示器及小型触控组件的生产特点而设计,是电子元器件及液晶显示器生产的必要设备之一。
3.目前的对位贴合设备大都通过半自动化的人工参与,采用机械设备调节所需对位贴合产品的位置来进行贴合,由于人工参与,产品的对位贴合一定程度的存在误差,且仅能通过不断反复练习来积累操作经验从而减小误差,其过程时间较为冗长,且无法完全消除误差或无法百分百控制误差处于允许误差范围内。
技术实现要素:
4.解决的技术问题针对现有技术所存在的上述缺点,本发明提供了视觉对位控制系统及方法,解决了上述背景技术中提出的技术问题。
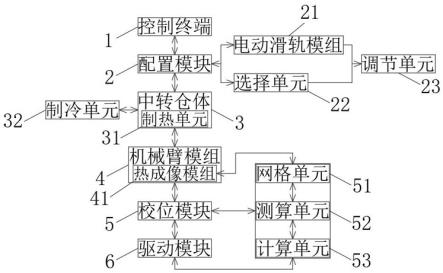
5.技术方案为实现以上目的,本发明通过以下技术方案予以实现:第一方面,视觉对位控制系统,包括:控制终端,是系统的主控端,用于发出执行命令;配置模块,用于配置安装摄像头于产品对位贴合设备上;中转仓体,用于搁置待对位贴合产品;制热单元,用于对产品进行加热;机械臂模组,部署于对位贴合设备的输入端与输出端,用于抓取产品放置在对位贴合设备的输入端及输出端;热成像模组,用于感应产品的热成像图像数据;校位模块,用于对产品进行初始位置的校对纠偏;驱动模块,用于对对位贴合设备输出端的产品进行控制调节空间位置;其中,所述中转仓体设置有两组,分别置于对位贴合设备的输出端及输入端侧,对位贴合设备运行时,分别在对位贴合设备输出端及输入端位置放置所需贴合产品后驱动对位贴合设备运行。
6.更进一步地,所述配置模块下级设置有子模块,包括:电动滑轨模组,用于驱动摄像头在对位贴合设备表面运动;选择单元,用于选择摄像头于对位贴合设备上的安装位置;调节单元,用于调节摄像头于对位贴合设备表面的高度;其中,所述配置模块配置摄像头数量为两组,两组摄像头配置于调节单元,通过调
节单元同步进行水平高度的调节,其中一组摄像头通过电动滑轨模组驱动运行,通过电动滑轨模组控制运行的摄像头运行时通过电动滑轨模组跟随对位贴合设备上传输的产品同步运行,另一组摄像头在对位贴合设备输入端位置固定安装,固定安装的摄像头捕捉对位贴合设备传输经过的产品图像数据,参考图像数据通过调节单元调节摄像头距产品距离至产品全貌全视状态下的极限位置。
7.更进一步地,所述中转仓体下级设置有子模块,包括:制冷单元,用于对机械臂模组进行降温;其中,所述制冷单元跟随制热单元同步启动运行,所述制冷单元于制热单元关闭后后置关闭。
8.更进一步地,所述制热单元的制热温度为31~41摄氏度,所述制冷单元的制冷温度为1~5摄氏度。
9.更进一步地,所述热成像模组安装于机械臂模组的抓取端表面,所述热成像模组运行所得热成像图像数据实时向校位模块下级子模块发送,在校位模块下级子模块运行处理后向校位模块传输。
10.更进一步地,所述校位模块下级设置有子模块,包括:网格单元,用于设置网格图像作为热成像图像数据参照背景;测算单元,用于实时测算热成像图像数据与产品实体间的比例数值;计算单元,用于计算对位贴合设备的输出端产品及输入端产品各自的热成像图像数据于网格单元中的误差值;计算单元利用所得热成像图像数据的误差值、通过测算单元运行所得的比例数值进行进一步计算获取实际误差值,实际误差值通过计算单元校位模块输出。
11.更进一步地,对位贴合设备的输入端接产品后,同步通过校位模块下级子模块进行图像数据误差识别,误差识别结果向驱动模块发送,驱动模块根据误差识别结果对对位贴合设备输出端产品进行空间位置调节。
12.更进一步地,所述控制终端通过介质电性连接有配置模块,所述配置模块通过介质电性连接有电动滑轨模组、选择单元及调节单元,所述配置模块通过介质电性连接有中转仓体,所述中转仓体同构介质电性连接有制热单元和制冷单元,所述中转仓体通过介质电性连接有机械臂模组,所述机械臂模组通过介质电性连接有热成像模组,所述机械臂模组通过介质电性连接有校位模块及驱动模块,所述校位模块通过介质电性连接有网格单元、测算单元及计算单元,所述驱动模块与热成像模组通过介质电性与网格单元、测算单元及计算单元相连接。
13.第二方面,视觉对位控制方法,包括以下步骤:步骤1:在对位贴合设备的输出端及输入端分别部署仓体储存所需对位贴合的贴合产品及被贴合产品;步骤2:对仓体内储存的贴合产品及被贴合产品进行加热,部署热成像设备于对位贴合设备上,在对位贴合设备运行前,对对位贴合设备输出端及输入端放置的贴合产品及被贴合产品进行热成像图像数据获取;步骤3:分别配置摄像头于对位贴合设备上的输入端及对位贴合设备上的产品传输线程,产品传输线程上的摄像头跟随产品传输同步运动;
步骤4:设置电子网格,将热成像设备采集的对位贴合设备的输出端及输入端对应热成像图像数据传输至电子网格上,参考电子网格进行图像数据误差计算,根据误差计算结果对贴合产品及被贴合产品进行位置纠偏;步骤5:将摄像头采集的对位贴合设备的输出端及产品传输线程实时采集的图像数据传输至电子网格上,参考电子网格进行图像数据误差计算,根据误差计算结果对对位贴合设备输出端搁置的被贴合产品进行位置纠偏。
14.更进一步地,所述步骤4中电子网格规格为(x
·
1um)
·
(x
·
1um);其中,x为网格纵横方向排列数量。
15.有益效果采用本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:1、本发明提供一种视觉对位控制系统,通过该系统的运行能够在对位贴合设备运行对产品进行对位贴合过程中进行两次校位,从而确保产品在对位贴合工序进行时相对位置准确,其一次对位配置与产品对位贴合前,其二次对位配置产品于对位贴合设备上传输的过程中,通过此种方式的校位配置确保了产品进行对位贴合调节的有效性,使得产品的对位贴合处理更加精准。
16.2、本发明中系统运行在对产品进行对位贴合时,分别采用图像数据及热成像图像数据两种不同类型图像数据的校对处理,摆脱了现有技术中对产品进行校位的处理的惯用逻辑,使得对产品进行校位所需的校位数值产生更加可靠。
17.3、本发明中提供一种视觉对位控制方法,通过该方法中的步骤执行,能够进一步的维护系统运行的稳定,且以此降低了系统在被用户所使用时的上手难度,并且通过设定确认了系统及方法使用过程中的适用调节精度,使本发明中的系统及方法的能够普遍的适应绝大多数的对位贴合使用场景。
附图说明
18.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为视觉对位控制系统的结构示意图;图2为视觉对位控制方法的流程示意图;图中的标号分别代表:1、控制终端;2、配置模块;21、电动滑轨模组;22、选择单元;23、调节单元;3、中转仓体;31、制热单元;32、制冷单元;4、机械臂模组;41、热成像模组;5、校位模块;51、网格单元;52、测算单元;53、计算单元;6、驱动模块。
具体实施方式
20.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.下面结合实施例对本发明作进一步的描述。
22.实施例1本实施例的视觉对位控制系统,如图1所示,包括:控制终端1,是系统的主控端,用于发出执行命令;配置模块2,用于配置安装摄像头于产品对位贴合设备上;中转仓体3,用于搁置待对位贴合产品;制热单元31,用于对产品进行加热;机械臂模组4,部署于对位贴合设备的输入端与输出端,用于抓取产品放置在对位贴合设备的输入端及输出端;热成像模组41,用于感应产品的热成像图像数据;校位模块5,用于对产品进行初始位置的校对纠偏;驱动模块6,用于对对位贴合设备输出端的产品进行控制调节空间位置;其中,中转仓体3设置有两组,分别置于对位贴合设备的输出端及输入端侧,对位贴合设备运行时,分别在对位贴合设备输出端及输入端位置放置所需贴合产品后驱动对位贴合设备运行。
23.在本实施例中,控制终端1控制配置模块2运行配置安装摄像头于产品对位贴合设备上,在对位贴合设备运行前,用户在中转仓体3中放置所需对位贴合产品,并启动制热单元31对产品进行加热,而后机械臂模组4抓取产品放置在对位贴合设备的输入端及输出端,热成像模组41同步实时运行感应产品的热成像图像数据,再由校位模块5对产品进行初始位置的校对纠偏及使用驱动模块6对对位贴合设备输出端的产品进行进一步的控制调节空间位置。
24.实施例2在具体实施层面,在实施例1的基础上,本实施例参照图1所示对实施例1中视觉对位控制系统做进一步具体说明:如图1所示,配置模块2下级设置有子模块,包括:电动滑轨模组21,用于驱动摄像头在对位贴合设备表面运动;选择单元22,用于选择摄像头于对位贴合设备上的安装位置;调节单元23,用于调节摄像头于对位贴合设备表面的高度;其中,配置模块2配置摄像头数量为两组,两组摄像头配置于调节单元23,通过调节单元同步进行水平高度的调节,其中一组摄像头通过电动滑轨模组21驱动运行,通过电动滑轨模组21控制运行的摄像头运行时通过电动滑轨模组21跟随对位贴合设备上传输的产品同步运行,另一组摄像头在对位贴合设备输入端位置固定安装,固定安装的摄像头捕捉对位贴合设备传输经过的产品图像数据,参考图像数据通过调节单元23调节摄像头距产品距离至产品全貌全视状态下的极限位置。
25.上述的配置模块2中的子模块对摄像头进行了控制,确保摄像头运行时能够处于与所需贴合产品的合适距离位置,从而以此系统运行对产品通过对位贴合设备进行贴合时更加精准。
26.如图1所示,中转仓体3下级设置有子模块,包括:制冷单元32,用于对机械臂模组4进行降温;
其中,制冷单元32跟随制热单元31同步启动运行,制冷单元32于制热单元31关闭后后置关闭。
27.如图1所示,制热单元31的制热温度为31~41摄氏度,制冷单元32的制冷温度为1~5摄氏度。
28.如图1所示,热成像模组41安装于机械臂模组4的抓取端表面,热成像模组41运行所得热成像图像数据实时向校位模块5下级子模块发送,在校位模块5下级子模块运行处理后向校位模块5传输。
29.通过制热单元31及制冷单元32的设置为热成像模组41运行提供了条件,为对位贴合设备上的所需对位贴合的产品带来了热成像图像数据的校对,使得所需对位贴合产品所得到的对位贴合效果更佳;此外,进一步的对制热单元31及制冷单元32的制热制冷温度进行限定,能够确保热成像模组41运行稳定的同时,避免温度变化对所需对位贴合的产品造成损伤。
30.如图1所示,校位模块5下级设置有子模块,包括:网格单元51,用于设置网格图像作为热成像图像数据参照背景;测算单元52,用于实时测算热成像图像数据与产品实体间的比例数值;计算单元53,用于计算对位贴合设备的输出端产品及输入端产品各自的热成像图像数据于网格单元51中的误差值;计算单元53利用所得热成像图像数据的误差值,通过测算单元52运行所得的比例数值进行进一步计算获取实际误差值,实际误差值通过计算单元53校位模块5输出。
31.如图1所示,对位贴合设备的输入端接产品后,同步通过校位模块5下级子模块进行图像数据误差识别,误差识别结果向驱动模块6发送,驱动模块6根据误差识别结果对对位贴合设备输出端产品进行空间位置调节。
32.如此设置可以提供校位模块5更进一步的产品的位置校对纠偏,确保所需对位贴合的产品更加准确的对位贴合。
33.如图1所示,控制终端1通过介质电性连接有配置模块2,配置模块2通过介质电性连接有电动滑轨模组21、选择单元22及调节单元23,配置模块2通过介质电性连接有中转仓体3,中转仓体3同构介质电性连接有制热单元31和制冷单元32,中转仓体3通过介质电性连接有机械臂模组4,机械臂模组4通过介质电性连接有热成像模组41,机械臂模组4通过介质电性连接有校位模块5及驱动模块6,校位模块5通过介质电性连接有网格单元51、测算单元52及计算单元53,驱动模块6与热成像模组41通过介质电性与网格单元51、测算单元52及计算单元53相连接。
34.实施例3在具体实施层面,在实施例1的基础上,本实施例参照图2所示对实施例1中视觉对位控制系统做进一步具体说明:如图1所示,视觉对位控制方法,包括以下步骤:步骤1:在对位贴合设备的输出端及输入端分别部署仓体储存所需对位贴合的贴合产品及被贴合产品;步骤2:对仓体内储存的贴合产品及被贴合产品进行加热,部署热成像设备于对位贴合设备上,在对位贴合设备运行前,对对位贴合设备输出端及输入端放置的贴合产品及
被贴合产品进行热成像图像数据获取;步骤3:分别配置摄像头于对位贴合设备上的输入端及对位贴合设备上的产品传输线程,产品传输线程上的摄像头跟随产品传输同步运动;步骤4:设置电子网格,将热成像设备采集的对位贴合设备的输出端及输入端对应热成像图像数据传输至电子网格上,参考电子网格进行图像数据误差计算,根据误差计算结果对贴合产品及被贴合产品进行位置纠偏;步骤5:将摄像头采集的对位贴合设备的输出端及产品传输线程实时采集的图像数据传输至电子网格上,参考电子网格进行图像数据误差计算,根据误差计算结果对对位贴合设备输出端搁置的被贴合产品进行位置纠偏。
35.其中,所述步骤4中电子网格规格为(x
·
1um)
·
(x
·
1um);x为网格纵横方向排列数量。
36.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1