生产结果的确定方法和装置、存储介质及电子装置与流程
1.本技术涉及智慧家庭技术领域,具体而言,涉及一种生产结果的确定方法和装置、存储介质及电子装置。
背景技术:
2.目前,相关技术中,在模具生产的业务场景下,模具业务上的各条产业线独立管理,不同的业务节点缺乏系统化管理,导致模具的生产信息碎片化,出现生产信息不准确的问题。例如,部分节点(如模具生产节点)由于属于线下且无系统支持的执行节点,一般借助表格工具excel进行业务数据管理,模具的生产数据无法实现模具业务系统中的实时更新,从而影响模具生产产品的结果,造成模具生产结果不准确的问题。
3.针对相关技术中,模具生产的产品结果不准确的技术问题,尚未提出有效的解决方案。
技术实现要素:
4.本技术实施例提供了一种生产结果的确定方法和装置、存储介质及电子装置,以至少解决相关技术中,模具生产的产品结果不准确的技术问题。
5.根据本技术实施例的一个实施例,提供了一种生产结果的确定方法,包括:响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
6.在一个示例性实施例中,对所述目标模具的开合数据进行采集,包括:控制为所述目标模具预先设置的磁性感应器对所述目标模具的开合数据进行采集;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数,包括:确定所述磁性感应器的磁性开关的开关状态,其中,所述开关状态包括以下之一:闭合状态、断开状态;获取所述磁性开关在预设时间段内为闭合状态的闭合次数,并将所述闭合次数确定为所述产品生产次数。
7.在一个示例性实施例中,根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果,包括:根据所述目标产品的产品生产次数和所述目标模具每次生产目标产品时的产品生产时间得到所述目标产品的平均生产时间;在确定所述平均生产时间小于或等于预设生产时间的情况下,确定所述目标产品的生产结果为合格。
8.在一个示例性实施例中,在根据所述目标产品的产品生产次数和所述目标模具每次生产目标产品时的产品生产时间得到所述目标产品的平均生产时间之后,所述方法还包括:在确定所述平均生产时间大于预设生产时间的情况下,确定所述目标产品的生产结果为不合格,确定所述平均生产时间和所述预设生产时间之间的差值;根据所述差值和所述目标模具的增产值之间的预设关系确定所述差值对应的目标增产值,并向所述目标生产厂
商发送增产消息,用于指示所述目标模具增产。
9.在一个示例性实施例中,在对目标模具的开合数据进行采集,得到采集结果之后,所述方法还包括:确定所述目标模具的生产厂商对应的产地范围;在根据所述目标模具的位置信息确定所述目标模具未在所述产地范围内的情况下,向所述目标生产厂商发送告警信息,以提示所述目标生产厂商所述目标模具未在所述产地范围内。
10.在一个示例性实施例中,在响应目标生产厂商的生产指令之前,所述方法还包括:在根据所述目标模具的招标信息确定出所述目标生产厂商的情况下,根据所述目标生产厂商的中标信息生成所述目标模具的模具编码;其中,所述目标模具的招标信息是根据所述目标模具的成本预算和所述目标模具的模具类型确定出的;基于所述目标模具的模具编码创建所述目标生产厂商采购所述目标模具的订单;在确定所述订单已经成交的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
11.在一个示例性实施例中,允许所述目标生产厂商使用所述目标模具生产所述目标产品,包括:执行所述目标模具的质检流程以对所述目标模具进行质检;在确定所述目标模具质检通过的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
12.根据本技术实施例的另一个实施例,还提供了一种生产结果的确定装置,包括:响应模块,用于响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;获取模块,用于从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;确定模块,用于根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
13.根据本技术实施例的又一方面,还提供了一种计算机可读的存储介质,该计算机可读的存储介质中存储有计算机程序,其中,该计算机程序被设置为运行时执行上述生产结果的确定方法。
14.根据本技术实施例的又一方面,还提供了一种电子装置,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其中,上述处理器通过计算机程序执行上述的生产结果的确定方法。
15.在本技术实施例中,响应目标生产厂商的生产指令,对用于生产目标产品的目标模具的开合数据进行采集,得到采集结果;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果;采用上述技术方案,解决了模具生产的产品结果不准确的技术问题,进而提高了生产结果的准确性。
附图说明
16.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
18.图1是本技术实施例的一种生产结果的确定方法的硬件环境示意图;
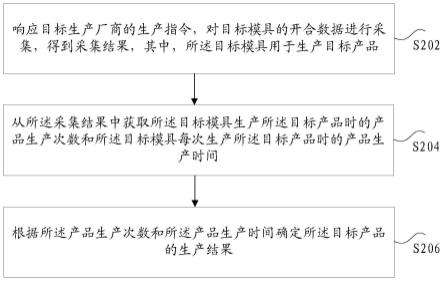
19.图2是根据本技术实施例的生产结果的确定方法的流程图;
20.图3是根据本技术实施例的模具全生命周期管理场景的示意图;
21.图4是根据本技术实施例的模具全生命周期管理节点的流程示意图;
22.图5是根据本技术实施例的一种生产结果的确定装置的结构框图。
具体实施方式
23.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
24.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
25.根据本技术实施例的一个方面,提供了一种生产结果的确定方法。该生产结果的确定方法广泛应用于智慧家庭(smart home)、智能家居、智能家用设备生态、智慧住宅(intelligence house)生态等全屋智能数字化控制应用场景。可选地,在本实施例中,上述生产结果的确定方法可以应用于如图1所示的由终端设备102和服务器104所构成的硬件环境中。如图1所示,服务器104通过网络与终端设备102进行连接,可用于为终端或终端上安装的客户端提供服务(如应用服务等),可在服务器上或独立于服务器设置数据库,用于为服务器104提供数据存储服务,可在服务器上或独立于服务器配置云计算和/或边缘计算服务,用于为服务器104提供数据运算服务。
26.上述网络可以包括但不限于以下至少之一:有线网络,无线网络。上述有线网络可以包括但不限于以下至少之一:广域网,城域网,局域网,上述无线网络可以包括但不限于以下至少之一:wifi(wireless fidelity,无线保真),蓝牙。终端设备102可以并不限定于为pc、手机、平板电脑、智能空调、智能烟机、智能冰箱、智能烤箱、智能炉灶、智能洗衣机、智能热水器、智能洗涤设备、智能洗碗机、智能投影设备、智能电视、智能晾衣架、智能窗帘、智能影音、智能插座、智能音响、智能音箱、智能新风设备、智能厨卫设备、智能卫浴设备、智能扫地机器人、智能擦窗机器人、智能拖地机器人、智能空气净化设备、智能蒸箱、智能微波炉、智能厨宝、智能净化器、智能饮水机、智能门锁等。
27.在本实施例中提供了一种生产结果的确定方法,应用于上述计算机终端,图2是根据本技术实施例的生产结果的确定方法的流程图,该流程包括如下步骤:
28.步骤s202,响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;
29.步骤s204,从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产
次数和所述目标模具每次生产所述目标产品时的产品生产时间;
30.步骤s206,根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
31.通过上述步骤,响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果,解决了相关技术中,模具生产的产品结果不准确的技术问题,进而提高了生产结果的准确性。
32.在一个示例性实施例中,为了更好的理解上述步骤s202中如何实现对所述目标模具的开合数据进行采集的技术方案,提出了以下实现步骤,具体包括:控制为所述目标模具预先设置的磁性感应器对所述目标模具的开合数据进行采集;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数,包括:确定所述磁性感应器的磁性开关的开关状态,其中,所述开关状态包括以下之一:闭合状态、断开状态;获取所述磁性开关在预设时间段内为闭合状态的闭合次数,并将所述闭合次数确定为所述产品生产次数。
33.需要说明的是,可以结合nbiot(narrow band internet of things,窄带物联网)模块来实现上述采集目标模具的开合数据的过程,例如分别在模具的阳模和阴模上设置磁性感应器的子部件,例如,可以为磁铁感应器,当阳模和阴模互相扣合,磁铁感应器闭合,从而产生电信号。这样,每产生一次电信号,可以理解为得到一次模具开合次数。
34.在一个示例性实施例中,进一步对上述步骤s206中根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果的实现过程进行说明,具体包括:根据所述目标产品的产品生产次数和所述目标模具每次生产目标产品时的产品生产时间得到所述目标产品的平均生产时间;在确定所述平均生产时间小于或等于预设生产时间的情况下,确定所述目标产品的生产结果为合格。
35.可选的,在其他实施例中,还可以根据生产厂商的实际产品入库数量得到模具生产产品的产品生产近似次数,其中,实际产品入库数例如可以为零部件数量。进一步的,在确定产品生产近似次数和产品生产次数的误差小于预设值的情况下,确定产品的生产结果为合格。
36.在一个示例性实施例中,在根据所述目标产品的产品生产次数和所述目标模具每次生产目标产品时的产品生产时间得到所述目标产品的平均生产时间之后,还提出了下述技术方案,具体步骤包括:在确定所述平均生产时间大于预设生产时间的情况下,确定所述目标产品的生产结果为不合格,确定所述平均生产时间和所述预设生产时间之间的差值;根据所述差值和所述目标模具的增产值之间的预设关系确定所述差值对应的目标增产值,并向所述目标生产厂商发送增产消息,用于指示所述目标模具增产。
37.通过本实施例,可以根据目标产品的生产结果对目标产品的生产过程进行实时调整,增产目标模具,从而提高了目标生产产品的合格率。
38.在一个示例性实施例中,在对目标模具的开合数据进行采集,得到采集结果之后,进一步提出了其他技术方案,具体的:确定所述目标模具的生产厂商对应的产地范围;在根据所述目标模具的位置信息确定所述目标模具未在所述产地范围内的情况下,向所述目标生产厂商发送告警信息,以提示所述目标生产厂商所述目标模具未在所述产地范围内。
39.其中,可以在目标模具内部设置sim(subcriber identity module,用户身份模块)卡,用于定位目标模具所在的位置信息,继而确定目标模具是否在生产厂商对应的产地范围内。
40.在本实施例中,可以根据生产厂商是否为第三方生产厂商确定生成厂商对应的产地范围。例如,在生产厂商为第三方生产厂商时,可以将以第三方生产厂商的厂商地址为中心,覆盖6km的几何区域确定为产地范围,几何区域包括但不限于方形、圆形等。
41.在一个示例性实施例中,在响应目标生产厂商的生产指令之前,还可以通过以下方案确定是否允许所述目标生产厂商使用所述目标模具生产所述目标产品,具体过程包括:在根据所述目标模具的招标信息确定出所述目标生产厂商的情况下,根据所述目标生产厂商的中标信息生成所述目标模具的模具编码;其中,所述目标模具的招标信息是根据所述目标模具的成本预算和所述目标模具的模具类型确定出的;基于所述目标模具的模具编码创建所述目标生产厂商采购所述目标模具的订单;在确定所述订单已经成交的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
42.在一个示例性实施例中,进一步提出了一种允许所述目标生产厂商使用所述目标模具生产所述目标产品的实现方案,具体包括:执行所述目标模具的质检流程以对所述目标模具进行质检;在确定所述目标模具质检通过的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
43.为了更好的理解上述生产结果的确定方法的过程,以下再结合可选实施例对上述生产结果的确定的实现方法流程进行说明,但不用于限定本技术实施例的技术方案。
44.在本实施例中提供了一种生产结果的确定方法,图3是根据本技术实施例的模具全生命周期管理场景的示意图,如图3所示,模具全生命周期管理场景包括型号&模具立项、模具资源交互引进、模具采购运营、模具交付运营、模具生命周期终结以及数据湖,其中,型号&模具立项对应立项运营节点,模具资源交互引进对应资源商引入节点、模具采购运营对应招标结算节点、模具交付运营对应使用管控节点、模具生命周期终结对应模具报废节点,这些节点对应的节点数据(如图3的物料数据、配额数据、图纸数据、位置数据、节拍数据、用户数据)能够同步至数据湖,且用于实现模具全生命周期管理的某模具商资源交互平台至少包括资源商引入节点、招标结算节点使用管控节点、模具报废节点。
45.具体的,如图3所示:立项运营节点对应的流程节点包括项目管理、目标对赌、模块中心、bom中心、3d设计平台;资源商引入节点对应的流程节点包括某模具商资源中心、模块资源中心、绩效中心;招标结算节点对应的流程节点包括方案管理、招标管理、合同管理、预算管理、结算管理、验收管理、模具商绩效管理;使用管控节点对应的流程节点包括资产台账、调拨管理、维保管理、模块商绩效管理、盘点管理、数据分析、数据收集;模具报废节点对应的流程节点包括报废审批、拆解报废、回收返款。
46.需要说明的是,在本实施例中,上述流程节点对应的流程顺序可以依据图3所示的流程顺序,但不限于此。
47.可选的,在一个实施例中,可以通过以下步骤对模具全生命周期管理的过程进行说明。
48.步骤1、在产品的立项运营节点处,基于模具费用预算及模具开发规划;输出产品图纸、模具预算产生模具开发需求;
49.步骤2、在产品的资源商引入节点处,由供应商资源中心管理模具商的资源引入过程,由供应商管理中心基于模具商的业务的评价结果计算业务绩效,评价不达标的模具商限制业务参与度;
50.步骤3、在模具全生命周期管理平台关联实施预算管理及招标、合同管理、验收、结算管理等过程实现模具开发过程;
51.步骤4、在模具全生命周期管理平台关联实模具调拨、维保管理、盘点管理、物联数据分析、报废管理、模具资产履历管理等过程实现模具使用过程;
52.步骤5、将模具报废的拆解流程对接至社会化招标管理平台,将报废材料招标及返款的信息传输至模具全生命周期管理平台,最终形成模具生命周期管理闭环;
53.在本实施例中,通过实现模具全生命周期可视、可追溯,可以基于模具商资源交互平台实现模块商、模具商与用户的在线零距离交互;例如可以包括从新品下单、老品下单、模具招标、模具制造、模具调拨、模具维保、模具产能、模具回收等节点全流程的风险闭环关差,基于窄带物联技术的在线实时产能监控、预警、显差、交互。
54.本方案采取窄带物联技术将模具开合信息和位置信息进行整合对比,以用来判断模具加工使用状况的合理性。
55.在一个实施例中,图4是根据本技术实施例的模具全生命周期管理节点的流程示意图,如图4所示,包括产品下发节点、招标竞价节点、合同签订节点、验收交付/结算节点、模具调拨节点、模具维保节点、盘点/生产节点、模具报废节点。
56.在本实施例中,通过下述步骤对模具全生命周期管理节点的流程进行说明,具体如下:
57.步骤1、获取产品预算单中零部件产品的图纸信息,根据图纸信息编制模具工程及模具成本预算;
58.步骤2、根据模具成本预算、模具类型、精细化类别信息核算招标准入价格,发布招标后根据招标价格确定中标供应商(相当于上述目标生产厂商),大数据分析参与招标供应商参与度及中标信息,投标关联度等信息;
59.步骤3、根据公示的中标信息自动生成模具编码,创建代理内外部合同并生成采购订单;根据交付验收结果,触发结算,模具收货并生成结算订单;
60.步骤4、模具交付调拨根据零部件模块招标配额信息发起,调入方与调出方双方模具质量确认后,将模具调拨入模具使用方;由模具使用方根据维保标准,进行维保过程的实施;
61.步骤5、模具资产盘点每月由模具使用方上传盘点明细,并电子用印确定;系统自动匹配台账分析差异展示,并推进信息资产负责人关差;
62.步骤6、安装nbiot模块后,根据nbiot模块在每日凌晨发送的离散型数据得到模具开合次数(相当于上述目标模具的开合数据),计算模具生产产品的累计生产次数(相当于上述产品生产次数)及平均生产节拍(相当于上述目标产品的平均生产时间);获取模具实际的位置坐标,根据位置信息与系统中的位置坐标进行计算对比,进行产地认证对比(相当于根据目标模具的位置信息确定目标模具的生产厂商对应的产地范围的过程)。
63.通过上述得到的模具生产产品的累计生产次数及平均生产节拍可以计算模具的生产效率,例如模具利用率、产道负荷率。在生产效率未达到预先设置的效率的情况下,可
以增设模具,即增加模具的产量以提高模具生产产品的效率。
64.通过上述实施例,将线下的繁琐操作,不透明化信息进行整合,实现对模具管理各节点的数字化管理,实现规范化管理。基于nbiot物联技术来获取模具生产的实际数据,达到模具加工过程数据获取高效、真实可靠;并且通过产品零部件信息的自动多版本传输,进行模具生产,可以在后端灵活适应前端产品设计的变化。
65.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到根据上述实施例的方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本技术各个实施例的方法。
66.图5是根据本技术实施例的一种生产结果的确定装置的结构框图;如图5所示,包括:
67.响应模块52,用于响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;
68.获取模块54,用于从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;
69.确定模块56,用于根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
70.通过上述装置,响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果,解决了相关技术中,模具生产的产品结果不准确的技术问题,进而提高了生产结果的准确性。
71.在一个示例性实施例中,上述响应模块52,还用于控制为所述目标模具预先设置的磁性感应器对所述目标模具的开合数据进行采集;从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数,包括:确定所述磁性感应器的磁性开关的开关状态,其中,所述开关状态包括以下之一:闭合状态、断开状态;获取所述磁性开关在预设时间段内为闭合状态的闭合次数,并将所述闭合次数确定为所述产品生产次数。
72.需要说明的是,可以结合nbiot(narrow band internet of things,窄带物联网)模块来实现上述采集目标模具的开合数据的过程,例如分别在模具的阳模和阴模上设置磁性感应器的子部件,例如,可以为磁铁感应器,当阳模和阴模互相扣合,磁铁感应器闭合,从而产生电信号。这样,每产生一次电信号,可以理解为得到一次模具开合次数。
73.在一个示例性实施例中,上述确定模块56,还用于根据所述目标产品的产品生产次数和所述目标模具每次生产目标产品时的产品生产时间得到所述目标产品的平均生产时间;在确定所述平均生产时间小于或等于预设生产时间的情况下,确定所述目标产品的生产结果为合格。
74.可选的,在其他实施例中,还可以根据生产厂商的实际产品入库数量得到模具生产产品的产品生产近似次数,其中,实际产品入库数例如可以为零部件数量。进一步的,在
确定产品生产近似次数和产品生产次数的误差小于预设值的情况下,确定产品的生产结果为合格。
75.在一个示例性实施例中,上述确定模块56,还用于在确定所述平均生产时间大于预设生产时间的情况下,确定所述目标产品的生产结果为不合格,确定所述平均生产时间和所述预设生产时间之间的差值;根据所述差值和所述目标模具的增产值之间的预设关系确定所述差值对应的目标增产值,并向所述目标生产厂商发送增产消息,用于指示所述目标模具增产。
76.通过本实施例,可以根据目标产品的生产结果对目标产品的生产过程进行实时调整,增产目标模具,从而提高了目标生产产品的合格率。
77.在一个示例性实施例中,上述生产结果的确定装置还包括提示模块,用于确定所述目标模具的生产厂商对应的产地范围;在根据所述目标模具的位置信息确定所述目标模具未在所述产地范围内的情况下,向所述目标生产厂商发送告警信息,以提示所述目标生产厂商所述目标模具未在所述产地范围内。
78.其中,可以在目标模具内部设置sim(subcriber identity module,用户身份模块)卡,用于定位目标模具所在的位置信息,继而确定目标模具是否在生产厂商对应的产地范围内。
79.在本实施例中,可以根据生产厂商是否为第三方生产厂商确定生成厂商对应的产地范围。例如,在生产厂商为第三方生产厂商时,可以将以第三方生产厂商的厂商地址为中心,覆盖6km的几何区域确定为产地范围,几何区域包括但不限于方形、圆形等。
80.在一个示例性实施例中,上述生产结果的确定装置还包括第一允许模块,用于在根据所述目标模具的招标信息确定出所述目标生产厂商的情况下,根据所述目标生产厂商的中标信息生成所述目标模具的模具编码;其中,所述目标模具的招标信息是根据所述目标模具的成本预算和所述目标模具的模具类型确定出的;基于所述目标模具的模具编码创建所述目标生产厂商采购所述目标模具的订单;在确定所述订单已经成交的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
81.在一个示例性实施例中,上述生产结果的确定装置还包括第二允许模块,用于执行所述目标模具的质检流程以对所述目标模具进行质检;在确定所述目标模具质检通过的情况下,允许所述目标生产厂商使用所述目标模具生产所述目标产品。
82.本技术的实施例还提供了一种存储介质,该存储介质包括存储的程序,其中,上述程序运行时执行上述任一项的方法。
83.可选地,在本实施例中,上述存储介质可以被设置为存储用于执行以下步骤的程序代码:
84.s1,响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;
85.s2,从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;
86.s3,根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
87.本技术的实施例还提供了一种电子装置,包括存储器和处理器,该存储器中存储有计算机程序,该处理器被设置为运行计算机程序以执行上述任一项方法实施例中的步
骤。
88.可选地,上述电子装置还可以包括传输设备以及输入输出设备,其中,该传输设备和上述处理器连接,该输入输出设备和上述处理器连接。
89.可选地,在本实施例中,上述处理器可以被设置为通过计算机程序执行以下步骤:
90.s1,响应目标生产厂商的生产指令,对目标模具的开合数据进行采集,得到采集结果,其中,所述目标模具用于生产目标产品;
91.s2,从所述采集结果中获取所述目标模具生产所述目标产品时的产品生产次数和所述目标模具每次生产所述目标产品时的产品生产时间;
92.s3,根据所述产品生产次数和所述产品生产时间确定所述目标产品的生产结果。
93.可选地,在本实施例中,上述存储介质可以包括但不限于:u盘、只读存储器(read-only memory,简称为rom)、随机存取存储器(random access memory,简称为ram)、移动硬盘、磁碟或者光盘等各种可以存储程序代码的介质。
94.可选地,本实施例中的具体示例可以参考上述实施例及可选实施方式中所描述的示例,本实施例在此不再赘述。
95.显然,本领域的技术人员应该明白,上述的本技术的各模块或各步骤可以用通用的计算装置来实现,它们可以集中在单个的计算装置上,或者分布在多个计算装置所组成的网络上,可选地,它们可以用计算装置可执行的程序代码来实现,从而,可以将它们存储在存储装置中由计算装置来执行,并且在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤,或者将它们分别制作成各个集成电路模块,或者将它们中的多个模块或步骤制作成单个集成电路模块来实现。这样,本技术不限制于任何特定的硬件和软件结合。
96.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1