精密加工设备的控制方法与流程
1.本发明实施例涉及数控加工技术领域,尤其涉及一种精密加工设备的控制方法。
背景技术:
2.现有超精密加工设备大多通过多轴协同运动以实现对特定形貌的加工,其运动控制系统主要通过分别补偿各轴的跟踪误差以提高其运动精度,从而保证整体加工轨迹的精准性。这种误差补偿方式的局限在于:各轴之间无法交换彼此的反馈信息,因此在复杂的工作环境中往往会因为各轴工作环境和所受扰动的差异而无法实施有效的补偿,从而产生意外的轮廓误差。
3.从20世纪90年代末开始,使用直线电机直接驱动的多轴气浮/液浮运动机构开始广泛应用于超精密加工机床和其他精密工程领域,其独特的流体轴承技术可以实现近乎无摩擦和无磨损的相对运动以及优异的静态刚度和承载能力。相比于传统驱动机构,这类运动系统的动力学性能高度依赖于机电系统的控制精度,这也使得其控制系统在技术上变得更加复杂,目前的控制方法在应用于不同的工作环境及应用场景时,需要专业且繁琐的调校过程,很大程度上限制了超精密加工设备的应用范围以及超精密加工工艺对于廓形与表面精度的把控。
技术实现要素:
4.鉴于此,为解决上述技术问题或部分技术问题,本发明实施例提供一种精密加工设备的控制方法。
5.本发明实施例提供了一种精密加工设备的控制方法,所述精密加工设备包括:顺次耦接的x轴位置控制器和x轴执行机构,顺次耦接的z轴位置控制器和z轴执行机构;包括以下步骤:获取x轴对应的跟随误差信号e
x
,获取z轴对应的跟随误差信号ez,基于e
x
和ez生成轮廓误差ξ,使用交叉耦合算法对所述轮廓误差ξ进行处理并得到修正值e;将修正值e分解为x轴修正值和z轴修正值,并将x轴修正值和z轴修正值分别作用于x轴位置控制器和z轴位置控制器。
6.作为本发明实施例的一种改进,是期望运动轨迹与x轴正方向的夹角,r是加工轮廓对应的观测点微分区域的外切圆的半径。
7.作为本发明实施例的一种改进,在所述交叉耦合算法中,扰动力基于方程作为本发明实施例的一种改进,在所述交叉耦合算法中,扰动力基于方程其中,v为切削速度,fc为切削力的水平分量,τy为剪切屈服应力,γ为沿剪切面的剪切应变,β为摩擦角,α为刀具前倾角,φ为剪切面角度,r为表面形成的特殊功,w为正交切口的宽度。
8.本发明实施例提供的精密加工设备的控制方法,包括:本发明实施例提供了一种精密加工设备的控制方法,该控制方法包括以下步骤:获取x轴对应的跟随误差信号e
x
,获取z轴对应的跟随误差信号ez,基于e
x
和ez生成轮廓误差ξ,使用交叉耦合算法对所述轮廓误
差ξ进行处理并得到修正值e;将修正值e分解为x轴修正值和z轴修正值,并将x轴修正值和扰动力fcx作用于x轴位置控制器,将z轴修正值和扰动力fcz作用于z轴位置控制器。该控制方法能够提高轮廓加工精度。
附图说明
9.图1为本发明实施例提供的精密加工设备的结构图;
10.图2为本发明实施例提供的控制方法的流程示意图;
11.图3为本发明实施例提供的控制方法的原理图;
12.图4a和图4b为本发明实施例提供的控制方法的实验结果图。
具体实施方式
13.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.本发明实施例一提供了一种精密加工设备的控制方法,所述精密加工设备包括:顺次耦接的x轴位置控制器和x轴执行机构,顺次耦接的z轴位置控制器和z轴执行机构;这里,在该精密加工设备中可以设置有图1所示的交叉耦合控制器,由该交叉耦合控制器执行该控制方法。
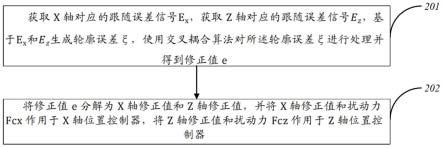
15.如图2所示,包括以下步骤:
16.步骤201:获取x轴对应的跟随误差信号e
x
,获取z轴对应的跟随误差信号ez,基于e
x
和ez生成轮廓误差ξ,使用交叉耦合算法对所述轮廓误差ξ进行处理并得到修正值e;
17.这里,在多轴运动系统的控制均属于轮廓控制,即要求运动系统各轴协调运动来完成预定轨迹的运动或加工。这就需要系统的实际轮廓更加精确,轮廓误差是直接影响多轴系统性能好坏的一个很重要的参数,会受到多方面因数的影像,当使用双轴来进行轮廓加工时,其误差如图3所示,其中,曲线是nurbs生成的加工轮廓,虚线圆是观测点微分区域的外切圆圆心的坐标(x0,y0),m是实际位置,n是理论位置,e是补偿值,r是外切圆的半径。
18.可选的,曲线l0为nurbs曲线,数学模型为:为nurbs曲线,数学模型为:其中,d
i,j
为控制点矩阵,n
i,k
(u)为x轴的规范b样条基,n
j,l
(v)为z轴的规范b样条基,k和l为次数,i和j为权因子。这里,d
i,j
呈拓扑矩形结构,控制曲面的形状和参数域内点的对应关系;i和j,对于曲面接近控制矩阵起到推拉做用,可以理解的是,随着权值增加,曲面被推近控制点,权值减小,则远离。x和z参数属于节点向量x和z,它们的表示方法分别为x=[x0,x1,...,x
m+k+1
],z=[z0,z1,...,z
n+l+1
],nurbs曲面在定义域上被分割成子曲面,每个子曲面定义在单位正方域中某个具有非零面积的子矩阵域上,通过定义相关参数可以生成自由曲面模型以及刀具路径,从而获得完整的控制输入指令,与切削力模型共用可推导出加工过程中扰动力模型。
[0019]
步骤202:将修正值e分解为x轴修正值和z轴修正值,并将x轴修正值和扰动力fcx作用于x轴位置控制器,将z轴修正值和扰动力fcz作用于z轴位置控制器。
[0020]
这里,如图1示出了该精密加工设备的一种结构图,使用预设曲线获得自由曲面加工轮廓进而生成加工路径,由加工系统转换为两轴(即x轴和z轴)的位移命令,即模型输入端位移指令经由信号放大,信号转换变成电信号传入直线电机,电机作为执行机构产生磁推力,推动滑动机构产生位移,赋予质量为m的滑动机构加速度a(即信号经由放大器达到合适频段,经由信号转换步骤转换为电流,进而转换为直驱系统的推力,磁推力与扰动力模型叠加输入执行机构,推动滑动机构产生位移),加速度对时间求导两次得到实际位移,再将实际位移反馈到系统输入端,两个信号的差值为单轴跟踪误差,将补偿后的误差再次作为输入信号输入系统从而完成补偿,实现闭环控制。
[0021]
该步骤可以综合考虑到各平动轴的参数不匹配以及运动不协调等诸多耦合因素以及不稳定地干扰源,因此,在多轴控制中通常会考虑使用交叉耦合控制器及其改进模型进行误差的综合补偿。
[0022]
控制方法首先是根据各x轴和z的所反馈的信息,实时计算轮廓误差的大小并通过控制策略进行补偿信号的输出,然后按照一定的关系将输出信号分配到x轴和z轴上,从而达到减小轮廓误差,控制定位精度的目的。可以理解的是,该多轴控制方法能够将系统开环的轮廓控制转变为闭环的轮廓控制。其具有以下优点:稳态误差小,控制精度高,系统稳定的优点。
[0023]
本控制方法有助于整个运动系统的综合调试、廓形与表面精度优化控制、实时增强系统动态稳定性和鲁棒性以及实现多轴协同工况下的实时控制传输,并在此基础上提高超精密复杂形面零件加工效率与廓形和表面加工精度。
[0024]
图4a和图4b为发明人在进行实验时得到的实验结果图。
[0025]
本实施例中,θ是期望运动轨迹与坐标轴正方向的夹角,r是加工轮廓对应的观测点微分区域的外切圆的半径。
[0026]
本实施例中,在所述交叉耦合算法中,扰动力fc基于方程本实施例中,在所述交叉耦合算法中,扰动力fc基于方程其中,v为切削速度,fc为切削力的水平分量,τy为剪切屈服应力,γ为沿剪切面的剪切应变,β为摩擦角,α为刀具前倾角,φ为剪切面角度,r为表面形成的特殊功,w为正交切口的宽度。
[0027]
这里,将nurbs曲线与切削力模型和复杂廓形的轮廓误差计算的结合,从而表征复杂自由曲面加工时的刀具路径及切削力变化,以交叉耦合方式将补偿后的信号传递至x轴执行机构和z轴执行机构,从而实现多轴超精密加工设备加工时的多轴协同控制和精度优化。可以理解的是,这能够保证这个方法适用在精密加工机构(直驱气浮/油浮导轨控制)上,而现有技术中的交叉耦合算法基本只适用于传统的伺服电机驱动的机械导轨。
[0028]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1