现场组装焊缝的焊后热处理监测控制装置、系统及方法与流程
1.本发明属于温度数据监测控制技术领域,具体涉及现场组装焊缝的焊后热处理监测控制装置、系统及方法。
背景技术:
2.安装现场设备,需焊接组装各个零部件,焊接完成后,有的焊缝由于材料的特性,需进行焊后热处理,进一步释放焊缝金属中的有害气体,去除焊接带来的残余应力,改善焊接接头的微观组织和性能。但由于场地和设备规格的限制,往往无法置于热处理炉中进行焊后热处理,而采用现场热处理的方式,即,使用电阻履带缠绕在焊缝上,堆上保温棉保温,但这种方法加热效率低,设备内外壁温差大,保温温度波动大,难以保证焊缝焊后热处理的效果。
3.因此,现阶段需设计现场组装焊缝的焊后热处理监测控制装置、系统及方法,来解决以上问题。
技术实现要素:
4.本发明目的在于提供现场组装焊缝的焊后热处理监测控制装置、系统及方法,用于解决上述现有技术中存在的技术问题,现场热处理的方式,即,使用电阻履带缠绕在焊缝上,堆上保温棉保温,但这种方法加热效率低,设备内外壁温差大,保温温度波动大,难以保证焊缝焊后热处理的效果。
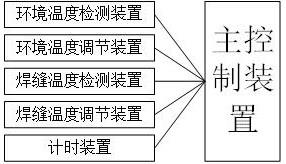
5.为实现上述目的,本发明的技术方案是:现场组装焊缝的焊后热处理监测控制装置,包括环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置、主控制装置;所述主控制装置作为控制核心分别与所述环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置连接;所述环境温度检测装置用于实时检测现场环境的温度数据,记为实时环境温度数据,并判断所述实时环境温度数据是否异常;所述环境温度调节装置用于调节现场环境的温度;所述焊缝温度检测装置用于实时检测现场组装焊缝的温度数据,记为实时焊缝温度数据,并判断所述实时焊缝温度数据是否异常;所述焊缝温度调节装置用于调节现场组装焊缝的温度;所述计时装置用于对现场组装焊缝温度的调节过程进行计时。
6.进一步的,所述主控制装置控制所述环境温度检测装置常开,控制所述环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置常闭;若所述环境温度检测装置判断所述实时环境温度数据异常,则所述主控制装置控制所述环境温度调节装置开启;所述环境温度调节装置调节现场环境至设定温度时,所述主控制装置控制焊缝温
度检测装置开启;若所述焊缝温度检测装置判断所述实时焊缝温度数据异常,则所述主控制装置控制所述焊缝温度调节装置和计时装置开启;所述焊缝温度调节装置调节现场组装焊缝至设定温度时,所述主控制装置控制所述计时装置关闭。
7.进一步的,所述焊缝温度调节装置包括保温外罩、保温材料、加热组件;所述保温材料固定设置在所述保温外罩内部,所述加热组件固定设置在所述保温材料内部;所述加热组件之间设有放置现场设备的预留通孔;所述加热组件与所述主控制装置连接。
8.进一步的,所述焊缝温度调节装置还包括现场设备位置检测装置、焊缝位置检测装置;所述现场设备位置检测装置、焊缝位置检测装置分别与所述主控制装置连接;所述现场设备位置检测装置用于实时检测现场设备相对于所述加热组件的位置信息,记为实时现场设备位置信息,并判断所述实时现场设备位置信息是否异常;所述焊缝位置检测装置用于实时检测现场组装焊缝相对于所述焊缝温度检测装置的位置信息,记为实时焊缝位置信息,并判断所述实时焊缝位置信息是否异常。
9.进一步的,所述主控制装置控制所述焊缝温度调节装置开启时,所述主控制装置控制所述现场设备位置检测装置常开,控制所述焊缝位置检测装置、加热组件常闭;若所述现场设备位置检测装置判断所述实时现场设备位置信息正常,则所述主控制装置控制所述焊缝位置检测装置开启;若所述焊缝位置检测装置判断所述实时焊缝位置信息异常,则所述主控制装置控制所述加热组件开启。
10.进一步的,所述主控制装置控制所述加热组件开启时,所述主控制装置控制所述计时装置开启。
11.现场组装焊缝的焊后热处理监测控制系统,包括如上述的现场组装焊缝的焊后热处理监测控制装置,还包括监控终端,所述监控终端与所述主控制装置无线通信。
12.现场组装焊缝的焊后热处理监测控制方法,其特征在于,采用如上述的现场组装焊缝的焊后热处理监测控制装置进行现场组装焊缝的焊后热处理监测控制。
13.与现有技术相比,本发明所具有的有益效果为:本方案其中一个有益效果在于,可以在设备安装现场,对每一条焊接完成需要进行焊后热处理的焊缝,都能及时进行焊后热处理,焊缝的焊后热处理效果满足使用要求。通过环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置之间的配合,先保障现场的环境温度,然后保障现场组装焊缝的温度,并配合计时装置进行计时,可靠高效地完成焊后热处理过程;可避免焊缝的焊后热处理过程在异常环境中进行,导致效果不佳。
附图说明
14.图1为本方案实施方式的装置结构示意图;图2为本方案实施方式的装置工作原理示意图;
图3为本方案实施方式的焊缝温度调节装置结构示意图;图4为本方案实施方式的系统结构示意图。
具体实施方式
15.为了使本发明的目的,技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
16.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.如图1所示,提出一种现场组装焊缝的焊后热处理监测控制装置,包括环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置、主控制装置;所述主控制装置作为控制核心分别与所述环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置连接;所述环境温度检测装置用于实时检测现场环境的温度数据,记为实时环境温度数据,并判断所述实时环境温度数据是否异常;所述环境温度调节装置用于调节现场环境的温度;所述焊缝温度检测装置用于实时检测现场组装焊缝的温度数据,记为实时焊缝温度数据,并判断所述实时焊缝温度数据是否异常;所述焊缝温度调节装置用于调节现场组装焊缝的温度;所述计时装置用于对现场组装焊缝温度的调节过程进行计时。
18.上述方案中,可以在设备安装现场,对每一条焊接完成需要进行焊后热处理的焊缝,都能及时进行焊后热处理,焊缝的焊后热处理效果满足使用要求。
19.如图2所示,进一步的,所述主控制装置控制所述环境温度检测装置常开,控制所述环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置常闭;若所述环境温度检测装置判断所述实时环境温度数据异常,则所述主控制装置控制所述环境温度调节装置开启;所述环境温度调节装置调节现场环境至设定温度时,所述主控制装置控制焊缝温度检测装置开启;若所述焊缝温度检测装置6判断所述实时焊缝温度数据异常,则所述主控制装置控制所述焊缝温度调节装置和计时装置开启;所述焊缝温度调节装置调节现场组装焊缝至设定温度时,所述主控制装置控制所述计时装置关闭。
20.上述方案中,通过环境温度检测装置、环境温度调节装置、焊缝温度检测装置、焊缝温度调节装置、计时装置之间的配合,先保障现场的环境温度,然后保障现场组装焊缝的温度,并配合计时装置进行计时,可靠高效地完成焊后热处理过程;可避免焊缝的焊后热处理过程在异常环境中进行,导致效果不佳。
21.如图3所示,进一步的,所述焊缝温度调节装置包括保温外罩1、保温材料2、加热组
件3;所述保温材料固定设置在所述保温外罩内部,所述加热组件固定设置在所述保温材料内部;所述加热组件之间设有放置现场设备4的预留通孔;所述加热组件与所述主控制装置连接。
22.上述方案中,使得焊缝5焊后热处理的保温效果好,焊缝内外壁温差小,焊缝的焊后热处理效果。
23.进一步的,所述焊缝温度调节装置还包括现场设备位置检测装置、焊缝位置检测装置;所述现场设备位置检测装置、焊缝位置检测装置分别与所述主控制装置连接;所述现场设备位置检测装置用于实时检测现场设备相对于所述加热组件的位置信息,记为实时现场设备位置信息,并判断所述实时现场设备位置信息是否异常;所述焊缝位置检测装置用于实时检测现场组装焊缝相对于所述焊缝温度检测装置的位置信息,记为实时焊缝位置信息,并判断所述实时焊缝位置信息是否异常。
24.进一步的,所述主控制装置控制所述焊缝温度调节装置开启时,所述主控制装置控制所述现场设备位置检测装置常开,控制所述焊缝位置检测装置、加热组件常闭;若所述现场设备位置检测装置判断所述实时现场设备位置信息正常,则所述主控制装置控制所述焊缝位置检测装置开启;若所述焊缝位置检测装置判断所述实时焊缝位置信息异常,则所述主控制装置控制所述加热组件开启。
25.上述方案中,通过现场设备位置检测装置、焊缝位置检测装置来保障现场设备相对于所述加热组件的位置关系、以及现场组装焊缝相对于所述焊缝温度检测装置的位置关系;避免因为现场设备、现场组装焊缝的位置异常引发后续的热处理事故。
26.进一步的,所述主控制装置控制所述加热组件开启时,所述主控制装置控制所述计时装置开启。
27.上述方案中,加热组件与计时装置同时开启,可保障计时装置的计时为真实的热处理时长。
28.如图4所示,提出一种现场组装焊缝的焊后热处理监测控制系统,包括如上述的现场组装焊缝的焊后热处理监测控制装置,还包括监控终端,所述监控终端与所述主控制装置无线通信,从而实现远程数据监控。
29.现场组装焊缝的焊后热处理监测控制方法,其特征在于,采用如上述的现场组装焊缝的焊后热处理监测控制装置进行现场组装焊缝的焊后热处理监测控制。
30.以上是本发明的较佳实施例,凡依本发明技术方案所作的改变,所产生的功能作用未超出本发明技术方案的范围时,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1