智慧工厂管理系统及方法与流程
1.本发明涉及工厂管理领域,尤其涉及一种智慧工厂管理系统和方法。
背景技术:
2.智慧钢结构行业工厂是现代钢结构行业工厂信息化发展的新阶段,是在数字化钢结构行业工厂的基础上利用5g技术和设备监控技术加强信息管理和服务,进而清楚掌握生产流程、提高生产钢材过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排与生产进度。因此,如何实现面向钢结构行业工厂的5g智慧管理成为当前亟待解决的技术问题,目前传统的方式主要采用记录人员来记录工厂的工作数据,再由主管来根据工厂的工作数据来调整生产过程,但是可能受到工厂人员个人状态和身体状况等主观因素的影响存在管理出错的问题。
3.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
4.本发明的主要目的在于提供一种智慧工厂管理系统及方法,旨在解决现有技术难以实现面向钢结构行业工厂的5g智慧管理的技术问题。
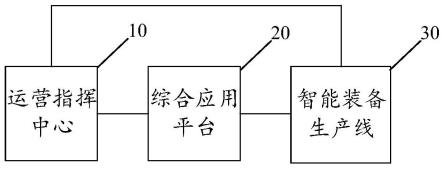
5.为实现上述目的,本发明提供了一种智慧工厂管理系统,所述智慧工厂管理系统包括:运营指挥中心、综合应用平台以及智能装备生产线,运营指挥中心分别与所述综合应用平台和所述智能装备生产线连接,所述运营指挥中心分别与综合应用平台和智能装备生产线的数据通过5g网络协议传输;
6.运营指挥中心,用于获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;
7.运营指挥中心,还用于获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;
8.综合应用平台,用于接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;
9.智能装备生产线,用于接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产。
10.可选地,所述智慧工厂管理系统,中所述智能装备生产线,包括:依次连接的下料模块、切割模块、焊接模块、装配模块、清洗模块以及喷涂模块,所述下料模块、切割模块、焊接模块、装配模块、清洗模块以及喷涂模块均通过5g网络协议与运营指挥中心进行数据传输;
11.所述下料模块,用于根据所述运营指挥中心的下料控制信号,传输对应的钢结构至切割模块;
12.所述切割模块,用于根据所述运营指挥中心的切割控制信号,对所述下料模块传
输对应的钢结构进行切割,并将切割后的钢结构传输至焊接模块;
13.所述焊接模块,用于根据所述运营指挥中心的焊接控制信号,对所述切割后的钢结构进行焊接,并将焊接后的钢结构传输至装配模块;
14.所述装配模块,用于根据所述运营指挥中心的装配控制信号,对所述焊接后的钢结构进行装配,并将装配后的钢结构传输至清洗模块;
15.所述清洗模块,用于根据所述运营指挥中心的清洗控制信号,对所述装配后的钢结构进行清洗,并将清洗后的钢结构传输至喷涂模块;
16.所述喷涂模块,用于根据所述运营指挥中心的喷涂控制信号,对所述清洗后的钢结构进行喷涂。
17.可选地,所述智慧工厂管理系统包括:运营驾驶舱、数字看板以及运营中心;
18.运营驾驶舱,用于获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板;
19.数字看板,用于接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示;
20.运营中心,用于根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线。
21.可选地,所述综合应用平台,包括:套料管理模块、焊接管理模块、能源管理模块、人员管理模块、仓储管理模块和资产管理模块,所述套料管理模块、焊接管理模块、能源管理模块、人员管理模块、仓储管理模块和资产管理模块分别综合应用平台的数据通过5g网络协议传输;
22.所述套料管理模块,用于根据所述运营指挥中心的套料调度信号,对套料生产进行调度生产;
23.所述焊接管理模块,用于根据所述运营指挥中心的焊接调度信号,对焊接过程进行调度焊接;
24.所述能源管理模块,用于根据所述运营指挥中心的能源调度信号,对工厂能源进行调度管理;
25.所述人员管理模块,用于根据所述运营指挥中心的人员调度信号,对工厂人员进行调度管理;
26.所述仓储管理模块,用于根据所述运营指挥中心的仓库调度信号,对工厂人员进行调度管理;
27.所述资产管理模块,用于根据所述运营指挥中心的资产管理信号,对工厂资产进行调度管理。
28.可选地,所述智慧工厂管理系统,包括:相互连接的综合应用平台和智能装备生产线,所述综合应用平台的数据通过5g网络协议传输;
29.所述综合应用平台,还用于获取智能装备生产线的切割机实时数据和焊接实时数据,并进行存储和智能分析,并根据分析结果,发送对应的调节信号至所述智能装备生产线;
30.所述智能装备生产线,还用于根据综合应用平台发送调节信号调节钢结构的生
产。
31.进一步地,为实现上述目的,本发明还提供一种智慧工厂管理方法,所述智慧工厂管理方法应用于智慧工厂管理系统,所述智慧工厂管理系统包括:运营指挥中心、综合应用平台以及智能装备生产线,运营指挥中心分别与所述综合应用平台和所述智能装备生产线连接,所述运营指挥中心分别与综合应用平台和智能装备生产线的数据通过5g网络协议传输;
32.运营指挥中心获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;
33.运营指挥中心获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;
34.综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;
35.智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产。
36.可选地,所述智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产,包括:
37.所述下料模块根据所述运营指挥中心的下料控制信号,传输对应的钢结构至切割模块;
38.所述切割模块根据所述运营指挥中心的切割控制信号,对所述下料模块传输对应的钢结构进行切割,并将切割后的钢结构传输至焊接模块;
39.所述焊接模块根据所述运营指挥中心的焊接控制信号,对所述切割后的钢结构进行焊接,并将焊接后的钢结构传输至装配模块;
40.所述装配模块根据所述运营指挥中心的装配控制信号,对所述焊接后的钢结构进行装配,并将装配后的钢结构传输至清洗模块;
41.所述清洗模块根据所述运营指挥中心的清洗控制信号,对所述装配后的钢结构进行清洗,并将清洗后的钢结构传输至喷涂模块;
42.所述喷涂模块根据所述运营指挥中心的喷涂控制信号,对所述清洗后的钢结构进行喷涂。
43.可选地,所述运营指挥中心获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台,包括:
44.运营驾驶舱获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板;
45.数字看板接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示;
46.运营中心根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线。
47.可选地,综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理,还包括:
48.所述套料管理模块根据所述运营指挥中心的套料调度信号,对套料生产进行调度
生产;
49.所述焊接管理模块根据所述运营指挥中心的焊接调度信号,对焊接过程进行调度焊接;
50.所述能源管理模块根据所述运营指挥中心的能源调度信号,对工厂能源进行调度管理;
51.所述人员管理模块根据所述运营指挥中心的人员调度信号,对工厂人员进行调度管理;
52.所述仓储管理模块根据所述运营指挥中心的仓库调度信号,对工厂人员进行调度管理;
53.所述资产管理模块根据所述运营指挥中心的资产管理信号,对工厂资产进行调度管理。
54.可选地,所述方法还包括:所述综合应用平台获取智能装备生产线的切割机实时数据和焊接实时数据,并进行存储和智能分析,并根据分析结果,发送对应的调节信号至所述智能装备生产线;
55.所述智能装备生产线根据综合应用平台发送调节信号调节钢结构的生产。
56.本发明通过在智慧工厂管理系统中设置运营指挥中心、综合应用平台以及智能装备生产线,运营指挥中心分别与所述综合应用平台和所述智能装备生产线连接,所述运营指挥中心分别与综合应用平台和智能装备生产线的数据通过5g网络协议传输;运营指挥中心,用于获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;运营指挥中心,还用于获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;综合应用平台,用于接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;智能装备生产线,用于接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产,上述通过操作,实现了运营指挥中心对智能装备生产线进行智能管理,同时对综合应用平台实现智能调控,实现实现面向钢结构行业工厂的5g智慧管理。
附图说明
57.图1为本发明智慧工厂管理系统第一实施例的结构框图;
58.图2为本发明智慧工厂管理系统第二实施例的结构框图;
59.图3为本发明智慧工厂管理方法第一实施例的流程示意图;
60.图4为本发明智慧工厂管理方法第二实施例的流程示意图;
61.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
62.附图标号说明:
63.标号名称标号名称10运营指挥中心302切割模块20综合应用平台303焊接模块30智能装备生产线304装配模块301下料模块305清洗模块
ꢀꢀ
306喷涂模块
具体实施方式
64.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
65.参照图1,图1为本发明智慧工厂管理系统第一实施例的结构框图。
66.本实施例通过在智慧工厂管理系统中设置运营指挥中心10、综合应用平台20以及智能装备生产线30,运营指挥中心10分别与所述综合应用平台20和所述智能装备生产线30连接,所述运营指挥中心10分别与综合应用平台20和智能装备生产线30的数据通过5g网络协议传输;
67.运营指挥中心10,用于获取智能装备生产线30的实时工作数据,并根据所述智能装备生产线30的实时工作数据发送对应控制信号至智能装备生产线30;
68.运营指挥中心10,还用于获取综合应用平台20的实时信息数据,并根据所述综合应用平台20的实时信息数据发送对应的调度信号至综合应用平台20;
69.综合应用平台20,用于接收所述运营指挥中心10发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;
70.智能装备生产线30,用于接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产。
71.需要说明的是,这里的智慧工厂系统应用于5g及工业wifi应用于钢结构行业,用于智慧生产和管理钢材的制造和生产。
72.在具体实施中,运营指挥中心获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并根据所述智能装备生产线的实时工作数据发送对应的调度信号至综合应用平台和控制信号至智能装备生产线;综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料、焊接的调度管理;智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述调度信号完成钢结构的生产。
73.应当理解的是,这里的获取智能装备生产线的实时工作数据包括待切割文件名称、实时横纵轴坐标、切割速度、切割模式、切割开/停状态等,自动计算绘制设计切割轨迹总图形;计算设计切割长度、统计开停机时间。自动生成生成报表,套料管理、焊接管理、能源管理、人员管理、仓储管理和资产管理数据。
74.其中,所述运营指挥中心,还包括:运营驾驶舱、数字看板以及运营中心;
75.运营驾驶舱,用于获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板;
76.数字看板,用于接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示;
77.运营中心,用于根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线。
78.在具体实施中,获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板,运营指挥中心根据数字看板上的数据来统筹管理整个工厂的生产过程,所述实时工作数据切割机实时数据,如:待切割文件名称、实时横纵轴坐标、切割速
度、切割模式、切割开/停状态等,例如如果切割机的运行转速过低会调节切割机转速以满足生产需求,如果需要更换切割模式,则发送对应的控制信号到目标切割机器,以使目标切割机更换切割模式完成切割任务。
79.其中,所述智慧工厂管理系统,还包括:套料管理模块、焊接管理模块、能源管理模块、人员管理模块、仓储管理模块和资产管理模块,所述套料管理模块、焊接管理模块、能源管理模块、人员管理模块、仓储管理模块和资产管理模块分别综合应用平台的数据通过5g网络协议传输;
80.所述套料管理模块,用于根据所述运营指挥中心的套料调度信号,对套料生产进行调度生产;
81.所述焊接管理模块,用于根据所述运营指挥中心的焊接调度信号,对焊接过程进行调度焊接;
82.所述能源管理模块,用于根据所述运营指挥中心的能源调度信号,对工厂能源进行调度管理;
83.所述人员管理模块,用于根据所述运营指挥中心的人员调度信号,对工厂人员进行调度管理;
84.所述仓储管理模块,用于根据所述运营指挥中心的仓库调度信号,对工厂人员进行调度管理;
85.所述资产管理模块,用于根据所述运营指挥中心的资产管理信号,对工厂资产进行调度管理。
86.在具体实施中,所述运营指挥中心还用于发送能源调度信号、人员调度信号、仓储调度信号以及资产调度信号至所述综合应用平台;所述综合应用平台,还用于根据所述能源调度信号、人员调度信号、仓储调度信号以及资产调度信号进行对能源、人员、仓储以及资产的管理。
87.其中,所述智慧工厂管理系统,还包括:互连接的综合应用平台和智能装备生产线,所述综合应用平台的数据通过5g网络协议传输;
88.所述综合应用平台20,还用于获取智能装备生产线的切割机实时数据和焊接实时数据,并进行存储和智能分析,并根据分析结果,发送对应的调节信号至所述智能装备生产线;
89.所述智能装备生产线30,还用于根据综合应用平台20发送调节信号调节钢结构的生产。
90.在具体实施中,所述综合应用平台20获取智能装备生产线30的切割机实时数据和焊接实时数据,并进行存储和智能分析,并根据分析结果,发送对应的调节信号至所述智能装备生产线30;所述智能装备生产线30根据综合应用平台发送调节信号调节钢结构的生产。
91.需要理解的是,智能装备生产线30可以用于将报表数据上传至综合应用平台,工厂智能管理系统整合了钢结构生产下料、切割、焊接、装配、清洗、喷涂等工艺环节,实现实现钢结构加工的套料管理、焊接管理、能源管理、人员管理、仓储管理和资产管理,统筹管理整个工厂。
92.在本实施例中,通过在通过在智慧工厂管理系统中设置依次连接的运营指挥中
心、综合应用平台以及智能装备生产线,运营指挥中心分别与所述综合应用平台和所述智能装备生产线连接,所述运营指挥中心分别与综合应用平台和智能装备生产线的数据通过5g网络协议传输;运营指挥中心,用于获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;运营指挥中心,还用于获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;综合应用平台,用于接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;智能装备生产线,用于接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产,实现了运营指挥中心对智能装备生产线进行智能管理,同时对综合应用平台实现智能调控,实现面向钢结构行业工厂的5g智慧管理。
93.参照图2,图2为本发明智慧工厂管理系统第二实施例的结构框图,基于上述第一实施例,提出本发明智慧工厂管理系统的第二实施例。
94.本实施例通过在智能装备生产线30设置依次连接的下料模块301、切割模块302、焊接模块303、装配模块304、清洗模块305以及喷涂模块306,所述下料模块301、切割模块302、焊接模块303、装配模块304、清洗模块305以及喷涂模块306均通过5g网络协议与运营指挥中心10进行数据传输;
95.所述下料模块301,用于根据所述运营指挥中心10的下料控制信号,传输对应的钢结构至切割模块;
96.所述切割模块302,用于根据所述运营指挥中心10的切割控制信号,对所述下料模块传输对应的钢结构进行切割,并将切割后的钢结构传输至焊接模块;
97.所述焊接模块303,用于根据所述运营指挥中心10的焊接控制信号,对所述切割后的钢结构进行焊接,并将焊接后的钢结构传输至装配模块;
98.所述装配模块304,用于根据所述运营指挥中心10的装配控制信号,对所述焊接后的钢结构进行装配,并将装配后的钢结构传输至清洗模块;
99.所述清洗模块305,用于根据所述运营指挥中心10的清洗控制信号,对所述装配后的钢结构进行清洗,并将清洗后的钢结构传输至喷涂模块;
100.所述喷涂模块306,用于根据所述运营指挥中心10的喷涂控制信号,对所述清洗后的钢结构进行喷涂。
101.需要说明的是,在运营指挥中心的控制和管理下,下料模块会传输对应的钢材到切割模块进行切割处理,这里的切割机超强兼容性,可兼容目前使用的火焰切割机、等离子切割机、激光切割机等多种切割设备,在切割完成后将切割后的钢结构进行焊接、装配、清洗、喷涂一系列操作最后可以得到成品钢结构进行管理售卖。
102.在本实施例中,智能装备生产线,包括:依次连接的下料模块、切割模块、焊接模块、装配模块、清洗模块以及喷涂模块,所述下料模块、切割模块、焊接模块、装配模块、清洗模块以及喷涂模块均通过5g网络协议与运营指挥中心进行数据传输;运营指挥中心,用于获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;运营指挥中心,还用于获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;综合应用平台,用于接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊
接的调度管理;所述下料模块,用于根据所述运营指挥中心的下料控制信号,传输对应的钢结构至切割模块;所述切割模块,用于根据所述运营指挥中心的切割控制信号,对所述下料模块传输对应的钢结构进行切割,并将切割后的钢结构传输至焊接模块;所述焊接模块,用于根据所述运营指挥中心的焊接控制信号,对所述切割后的钢结构进行焊接,并将焊接后的钢结构传输至装配模块;所述装配模块,用于根据所述运营指挥中心的装配控制信号,对所述焊接后的钢结构进行装配,并将装配后的钢结构传输至清洗模块;所述清洗模块,用于根据所述运营指挥中心的清洗控制信号,对所述装配后的钢结构进行清洗,并将清洗后的钢结构传输至喷涂模块;所述喷涂模块,用于根据所述运营指挥中心的喷涂控制信号,对所述清洗后的钢结构进行喷涂,从而实现在运营指挥中心下完成整个钢材的切割后的钢结构进行焊接、装配、清洗、喷涂一系列操作,进而完成整个钢材的生产管理。
103.进一步地,参照图3,图3为本发明智慧工厂管理方法第一实施例的流程示意图,所述智慧工厂管理方法应用于智慧工厂管理系统,所述所述智慧工厂管理系统包括:运营指挥中心、综合应用平台以及智能装备生产线,运营指挥中心分别与所述综合应用平台和所述智能装备生产线连接,所述运营指挥中心分别与综合应用平台和智能装备生产线的数据通过5g网络协议传输;
104.所述智慧工厂管理方法包括:
105.步骤s10:运营指挥中心获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线。
106.需要说明的是,运营驾驶舱获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板;数字看板接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示;运营指挥中心根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线。
107.步骤s20:运营指挥中心获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台。
108.需要说明的是,所述综合应用平台获取智能装备生产线的切割机实时数据和焊接实时数据,并进行存储和智能分析,并根据分析结果,发送对应的调节信号至所述智能装备生产线;所述智能装备生产线根据综合应用平台发送调节信号调节钢结构的生产。
109.步骤s30:综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理。
110.在具体实施中,所述套料管理模块根据所述运营指挥中心的套料调度信号,对套料生产进行调度生产;所述焊接管理模块根据所述运营指挥中心的焊接调度信号,对焊接过程进行调度焊接;所述能源管理模块根据所述运营指挥中心的能源调度信号,对工厂能源进行调度管理;所述人员管理模块根据所述运营指挥中心的人员调度信号,对工厂人员进行调度管理;所述仓储管理模块根据所述运营指挥中心的仓库调度信号,对工厂人员进行调度管理;所述资产管理模块根据所述运营指挥中心的资产管理信号,从而实现对工厂资产进行调度管理。
111.步骤s40:智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产。
112.所述下料模块根据所述运营指挥中心的下料控制信号,传输对应的钢结构至切割模块;所述切割模块根据所述运营指挥中心的切割控制信号,对所述下料模块传输对应的钢结构进行切割,并将切割后的钢结构传输至焊接模块;所述焊接模块根据所述运营指挥中心的焊接控制信号,对所述切割后的钢结构进行焊接,并将焊接后的钢结构传输至装配模块;所述装配模块根据所述运营指挥中心的装配控制信号,对所述焊接后的钢结构进行装配,并将装配后的钢结构传输至清洗模块;所述清洗模块根据所述运营指挥中心的清洗控制信号,对所述装配后的钢结构进行清洗,并将清洗后的钢结构传输至喷涂模块;所述喷涂模块根据所述运营指挥中心的喷涂控制信号,对所述清洗后的钢结构进行喷涂。
113.需要说明的是,智能装备生产线接收所述运营指挥中心发送的控制信号,以使工厂管理系统进行根据报表数据对工厂进行智能调控,运营管理中心40可以用于将报表数据上传至工厂智能管理系统,工厂智能管理系统整合了钢结构生产下料、切割、焊接、装配、清洗、喷涂等工艺环节,实现实现钢结构加工的套料管理、焊接管理、能源管理、人员管理、仓储管理和资产管理,统筹管理整个工厂。
114.在本实施例中,运营指挥中心获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;运营指挥中心获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产,通过上述方式,实现了实现了运营指挥中心对智能装备生产线进行智能管理,同时对综合应用平台实现智能调控,实现面向钢结构行业工厂的5g智慧管理。
115.参照图4,图4为本发明智慧工厂管理方法第二实施例的流程示意图,基于上述图3所示的实施例,提出本发明智慧工厂管理方法的第二实施例。
116.在本实施例中,所述步骤s10,包括:
117.步骤s101:运营驾驶舱获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板。
118.需要说明的是,运营指挥中心获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并根据所述智能装备生产线的实时工作数据发送对应的调度信号至综合应用平台和控制信号至智能装备生产线;综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料、焊接的调度管理;智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述调度信号完成钢结构的生产。
119.步骤s102:数字看板接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示。
120.需要说明的是,获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板,运营指挥中心根据数字看板上的数据来统筹管理整个工厂的生产过程,所述实时工作数据切割机实时数据,如:待切割文件名称、实时横纵轴坐标、切割速度、切割模式、切割开/停状态等,例如如果切割机的运行转速过低会调节切割机转速以满足生产需求,如果需要更换切割模式,则发送对应的控制信号到目标切割机器,以使目标切割机更换切割模式完成切割任务。
121.步骤s103:运营中心根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线。
122.需要说明的是,运营中心会根据数字看板上的数据来统筹管理整个工厂的生产过程,所述实时工作数据切割机实时数据来管理统筹生产切割过程。
123.在本实施例中,运营驾驶舱获取智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并发送至数字看板;数字看板接收运营驾驶舱传输的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,并进行显示;运营指挥中心根据数字看板显示的智能装备生产线的实时工作数据和综合应用平台的实时信息数据,发送对应的调度信号至综合应用平台和控制信号至智能装备生产线;运营指挥中心获取智能装备生产线的实时工作数据,并根据所述智能装备生产线的实时工作数据发送对应控制信号至智能装备生产线;运营指挥中心获取综合应用平台的实时信息数据,并根据所述综合应用平台的实时信息数据发送对应的调度信号至综合应用平台;综合应用平台接收所述运营指挥中心发送的调度信号,并根据所述调度信号进行对套料和焊接的调度管理;智能装备生产线接收所述运营指挥中心发送的控制信号,并根据所述控制信号完成钢结构的生产,通过上述方法,来实现通过运营驾驶舱,数字看板以及运营指挥中心统筹管理生产过程。
124.此外,需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
125.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
126.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质(如只读存储器(read only memory,rom)/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本发明各个实施例所述的方法。
127.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1