一种刀具监测管理方法、装置及其系统与流程
本发明属于数控加工,特别是一种刀具监测管理方法、装置及其系统。
背景技术:
1、数控机床的刀具在使用过程中,工作人员只能够凭借经验对刀具判断是否需要替换,很多时候都不能够及时的发现刀具的磨损程度或者刀具的使用时长,导致在后续加工过程中,等到产品表面无法达到预定目标时,才能够发现需要替换刀具,从而导致了工件损坏。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种刀具监测方法、装置及其系统,具有能够自动监测刀具使用寿命的特点。
2、本发明的目的可通过下列技术方案来实现:
3、一种刀具监测管理方法,其特征在于,包括以下步骤:
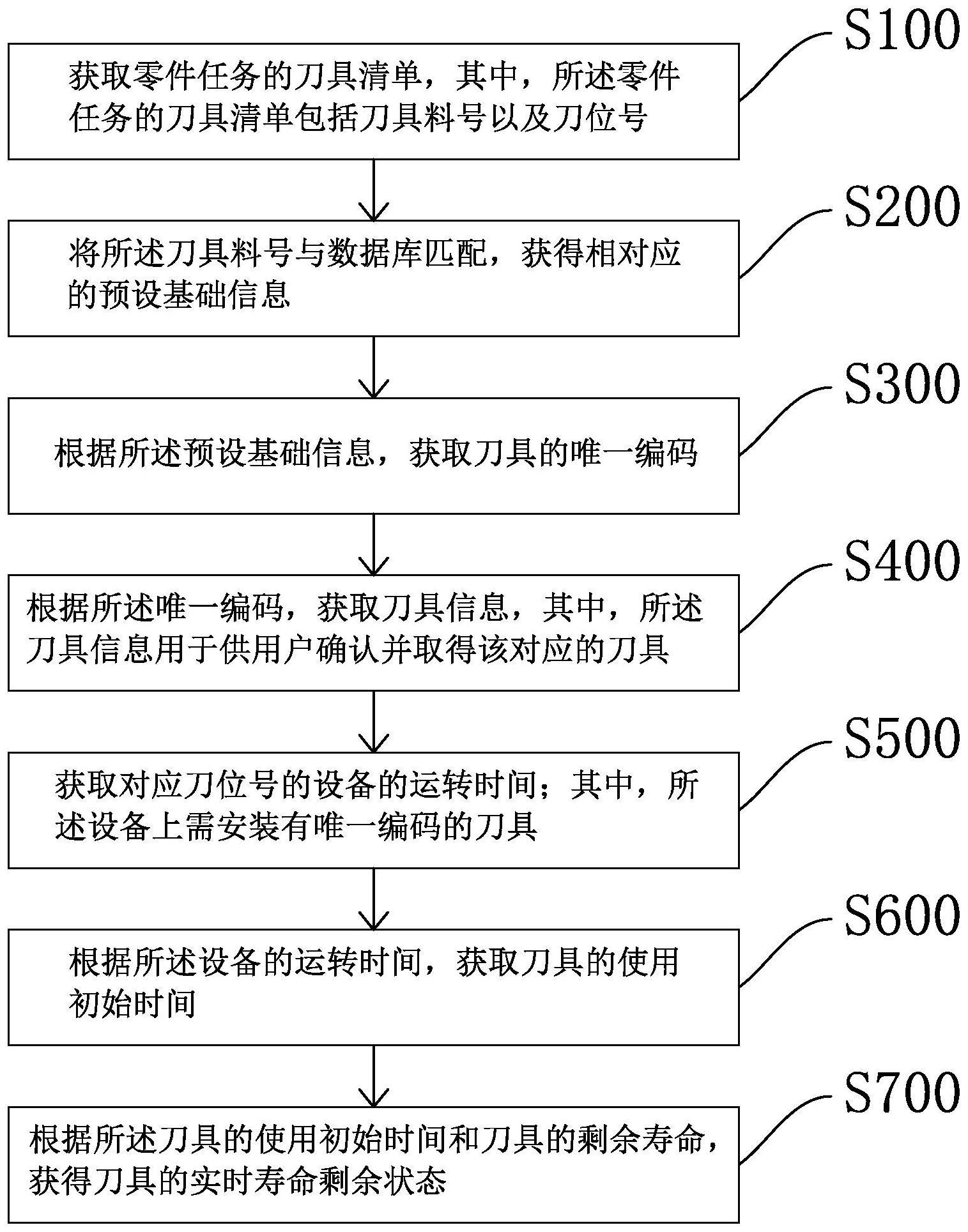
4、获取零件任务的刀具清单,其中,所述零件任务的刀具清单包括刀具料号以及刀位号;
5、将所述刀具料号与数据库匹配,获得相对应的预设基础信息;
6、根据所述预设基础信息,获取刀具的唯一编码;
7、根据所述唯一编码,获取刀具信息,其中,所述刀具信息用于供用户确认并取得该对应的刀具;
8、获取对应刀位号的设备的运转时间;其中,所述设备上需安装有唯一编码的刀具;
9、根据所述设备的运转时间,获取刀具的已使用时长;
10、根据所述刀具的已使用时长和刀具的剩余寿命,获得刀具的实时寿命剩余状态。
11、在上述刀具监测管理方法中,还包括:
12、在获取零件任务的刀具清单之前;
13、接收刀具的预存刀具料号以及刀具的实际信息;
14、根据所述预存刀具料号,生成对应所述预存刀具料号的唯一编码,其中,所述唯一编码用于通过激光装置激光至刀具上;
15、根据刀具上的唯一编码,将对应的唯一编码的刀具的实际信息入库并形成预设基础信息。
16、在上述刀具监测管理方法中,获取零件任务的刀具清单,包括:
17、获取当天多台机床的生产计划,其中,所述生产计划包括以机床为单位,同时间段内某个零件的多个加工时所需要的刀具;
18、根据所述生产计划,批量生成计划性备刀需求;
19、根据所述计划性备刀需求,获取零件任务的刀具清单;
20、或者;
21、获取生产现场临时状态;其中,所述生产现场临时状态包括断刀状态;
22、根据所述生产现场临时状态,生成非计划性备刀需求;
23、根据所述非计划性备刀需求,获取零件任务的刀具清单。
24、在上述刀具监测管理方法中,所述非计划性备刀需求的优先级高于计划性备刀需求。
25、在上述刀具监测管理方法中,将所述刀具清单与数据库匹配,获得相对应的预设基础信息,包括:
26、根据所述刀具清单,获取刀具需求料号;
27、将所述刀具需求料号与数据库中的预设基础信息比对;
28、若所述刀具需求料号与预设基础信息中具有相同部分,提取相同部分中的预设基础信息;
29、若所述刀具需求料号与所述预设第一基础信息具有不相同部分,提取不相同部分中的预设基础信息并输导出失败信息。
30、在上述刀具监测管理方法中,将所述刀具清单与数据库匹配,获得相对应的预设基础信息,包括:选取系统中已有的预设基础信息。
31、在上述刀具监测管理方法中,所述刀具的剩余寿命,包括
32、获取刀具的额定寿命;
33、根据所述刀具的额定寿命以及刀具的历史使用时长,获取刀具的剩余寿命。
34、一种刀具监测装置,其特征在于,包括
35、第一获取模块,获取零件任务的刀具清单;
36、匹配模块,将所述刀具清单与数据库匹配,获得相对应的预设基础信息;
37、第一处理模块,根据所述预设基础信息,获取刀具的唯一编码;
38、第二处理模块,根据所述唯一编码,获取刀具;
39、第二获取模块,获取设备的运转时间;其中,所述设备上需安装有唯一编码的刀具;
40、第三处理模块,根据所述设备的运转时间,获取刀具的使用初始时间;
41、监测模块,根据所述刀具的使用初始时间和刀具的剩余寿命,获得刀具的实时寿命剩余状态。
42、一种刀具监测系统,其特征在于,包括
43、存储器,其上存储有程序或指令;
44、处理器,用于执行所述程序或指令时实现刀具监测管理方法。
技术特征:
1.一种刀具监测管理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的刀具监测管理方法,其特征在于,还包括:
3.根据权利要求1所述的刀具监测管理方法,其特征在于,获取零件任务的刀具清单,包括:
4.根据权利要求3所述的刀具监测管理方法,其特征在于,所述非计划性备刀需求的优先级高于计划性备刀需求。
5.根据权利要求1所述的刀具监测管理方法,其特征在于,将所述刀具清单与数据库匹配,获得相对应的预设基础信息,包括:
6.根据权利要求1所述的刀具监测管理方法,其特征在于,将所述刀具清单与数据库匹配,获得相对应的预设基础信息,包括:选取系统中已有的预设基础信息。
7.根据权利要求1所述的刀具监测管理方法,其特征在于,刀具的剩余寿命,包括
8.一种刀具监测装置,其特征在于,包括
9.一种刀具监测系统,其特征在于,包括
技术总结
本发明提供了一种刀具监测管理方法、装置及其系统,属于数控加工技术领域。一种刀具监测管理方法,包括以下步骤:获取零件任务的刀具清单,其中,所述零件任务的刀具清单包括刀具料号以及刀位号;将所述刀具料号与数据库匹配,获得相对应的预设基础信息;根据所述预设基础信息,获取刀具的唯一编码;根据所述唯一编码,获取刀具信息,其中,所述刀具信息用于供用户确认并取得该对应的刀具;获取对应刀位号的设备的运转时间;其中,所述设备上需安装有唯一编码的刀具;根据所述设备的运转时间,获取刀具的已使用时长;根据所述刀具的已使用时长和刀具的剩余寿命,获得刀具的实时寿命剩余状态。
技术研发人员:武文科,杨虎,金一挺,余刘建,孙志芳,姚文超,张金伟,吴自强
受保护的技术使用者:海宁红狮宝盛科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!