一种智能上料机电气控制系统的制作方法
1.本实用新型涉及电气自动化控制技术领域,具体涉及一种智能上料机电气控制系统。
背景技术:
2.目前,市面上各家的上料机虽各有特点,但以中央供料为主,体型比较大,所以安装占地面积大,管道铺设麻烦,不利于空间节约及小型化的要求,个别厂家虽也有较小型的上料机,但价格昂贵,操作性低下,智能化程度普遍较低,不能满足客户使用要求。
技术实现要素:
3.本实用新型的目的在于针对现有技术的上述不足和缺陷,提供一种智能上料机电气控制系统,以解决上述问题。
4.本实用新型所解决的技术问题可以采用以下技术方案来实现:
5.一种智能上料机电气控制系统,其特征在于,包括:
6.一用以与成型机配合的主电气控制箱;
7.一设置在所述主电气控制箱上且用以操作工作指令的触摸显示屏,以及,
8.一设置在所述主电气控制箱上且用以与所述成型机配合的plc控制系统;
9.工作时,通过plc控制系统识别成型机上的料位传感器来确认成型机料斗是否有料,随后通过主电气控制箱驱动触摸显示屏进入主操控画面,触摸显示屏控制机器可进入自动或手动运行状态,最后可达到自动上料和手动上料的目的。
10.在本实用新型的一个优选实施例中,还包括与所述成型机配合的循环风机、分歧阀电磁阀、落料阀、料位传感器。
11.在本实用新型的一个优选实施例中,所述主电气控制箱包括设置在所述设置在主电气控制箱上的主断路器、接触器、热过载保护器、24v直流电源、防逆相继电器、熔断器。
12.在本实用新型的一个优选实施例中,所述主断路器与所述接触器和热过载保护器连接且所述主断路器用以控制所述接触器和热过载保护器的通断。
13.在本实用新型的一个优选实施例中,所述接触器与所述热过载保护器与所述循环风机连接。
14.在本实用新型的一个优选实施例中,所述防逆相继电器与所述循环风机连接。
15.在本实用新型的一个优选实施例中,所述plc控制系统与所述触摸显示屏连接。
16.在本实用新型的一个优选实施例中,所述plc控制系统为plc控制器。
17.由于采用了如上的技术方案,本实用新型的有益效果在于:本实用新型实现全封闭上料,不但节能、环保、传输密度和精确度高,还体积小、结实耐用,特别是由plc控制系统、触摸显示屏为控制核心,以智能化控制软件为载体,设定好参数后,能使机器智能感知、智能判断,自动选择上料通道,实现全程无人工干预,智能输送、待机。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
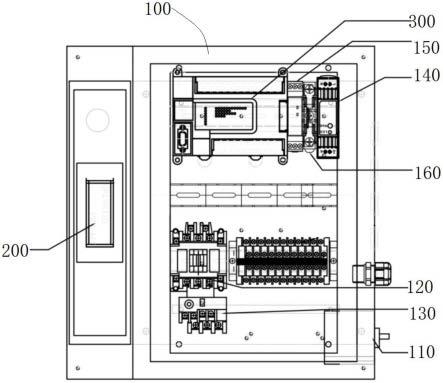
19.图1是本实用新型的主视图。
20.图2是本实用新型的右视图。
21.图3是本实用新型的左视图。
22.图4是本实用新型的仰视图。
23.图5是本实用新型的流程图。
具体实施方式
24.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面进一步阐述本实用新型。
25.参见图1至图5所示的一种智能上料机电气控制系统,包括一用以与成型机配合的主电气控制箱100、一设置在主电气控制箱100上且用以操作工作指令的触摸显示屏200,以及一设置在主电气控制箱100上且用以与成型机配合的plc控制系统300。本实施例中的plc控制系统300优选为plc控制器,plc控制系统300与触摸显示屏200连接。具体地,plc控制系统300通过rs232接口和通讯线与触摸显示屏200连接,实现联动互通,触摸显示屏200上可以设置plc控制系统300的内部程序参数,控制plc控制系统300各运转功能,同时控制plc控制系统300各种运行状态、数据也可以通过触摸显示屏200直观显示出来。
26.还包括与成型机配合的循环风机、分歧阀电磁阀、落料阀、料位传感器。具体地,主电气控制箱100和触摸显示屏200以及plc控制系统300与循环风机、分歧阀电磁阀、落料阀、料位传感器配合、联动,以实现对整套系统的控制和运行。
27.本智能上料机电气控制系统还包括循环过滤器、清理时间提醒功能、各上料及运转独立时间设置功能、常开或常闭料位传感器选择功能、任意一个或多个通道自动运行选择功能、成型机有料位控制或无料位时选择功能、各种报警弹窗提示功能、系统时间调整功能、系统语言选择功能等附加功能供用户自由选择。
28.主电气控制箱100包括设置在主电气控制箱100上的主断路器110、接触器120、热过载保护器130、24v直流电源140、防逆相继电器150、熔断器160。本实施例中的主断路器110与接触器120和热过载保护器130连接且主断路器110用以控制接触器120和热过载保护器130的通断。
29.为了给循环风机供电,接触器120和热过载保护器130与循环风机连接。
30.为了防止循环风机出现反转的隐患,防逆相继电器150与循环风机连接。
31.本实施例中的熔断器160是通过两相电源组成独立单相电源,独立单相电源为单相220v级电源,用以负载供电。具体地,单相220v级电源还可以为24v直流电源140、plc控制系统300、料位传感器提供电源,而24v直流电源140为触摸显示屏200提供电源。
32.本实用新型的工作原理如下:
33.当自动运行操作时:打开主断路器110,触摸显示屏200进入主操控画面,选择自动
运行启动按键,机器进入自动运行状态,提前全选通道1至4路或任选至少一路,机器进入自动运行工作状态,机器此时根据料位传感器感知对应成型机料斗材料的有无(有料触摸显示屏对应信号灯亮)来判断此通道是否需要加入先缺料先输送的排队之中,机器依次进行送料动作,如此往复循环。在运行过程中可选择关闭、打开任意通道,但该通道正在上料的所有动作需完全运行完毕后方可停止。举例:机器各通道参数设置好以后,假设4个通道全部选择上料的情况下,无论料位传感器感知哪一台成型机首先缺料,都可以按缺料顺序依次排队上料,例如,供给信号为3、2、1、4依次缺料,首先上料通道3打开,然后循环风机启动,此时上料至3号成型机,上料结束,循环风机停止,然后成型机的落料阀打开,材料从上部料斗掉落至成型机,完成3号通道所有上料作业,以此类推,再完成2、1、4通道上料,此循环结束,在此过程中,无论哪一台机器先缺料再次进行先后排队作业。
34.当手动运行操作时:打开主断路器110,触摸显示屏200进入主操控画面,选择手动运行启动按键,机器进入手动运行状态,同一时间只能开启一个按钮,不管任何通道的落料阀或分歧电磁阀以及循环风机运转都可以单独开启运行。
35.当信号报警时:循环风机运行过载发出警报,由plc控制系统300的输入端感知信号,通过触摸显示屏200跳出报警画面,同时机器停止运行,机器内部还设置了循环过滤器可清理保养警报,其他通道缺材料警报也在plc控制系统300弹出警报画面,但是其他工作不会停止。
36.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1