一种铜箔后处理生产中粘尘辊的自动控制电路的制作方法
1.本实用新型涉及工业领域领域,尤其是一种铜箔后处理生产中粘尘辊的自动控制电路。
背景技术:
2.在铜箔生产中后处理用粘尘辊使用广泛,如果粘尘辊始终处于压紧状态,不仅会造成粘尘辊损耗,还会造成开机初期大量异物粘附,影响产品品质,如采用人工控制投入,不仅会造成操作量增加,还会因操作工各异原因遗忘等造成产品品质异常。
技术实现要素:
3.本实用新型的目的在于提供一种铜箔后处理生产中粘尘辊的自动控制电路,以解决上述背景技术中提出的问题。
4.本实用新型解决其技术问题是采取以下技术方案实现的:
5.一种铜箔后处理生产中粘尘辊的自动控制电路,包括自控模块、手控模块和自控手控切换开关,所述手控模块中设有上辊压紧松开开关、上辊电磁阀、下辊压紧松开开关、下辊电磁阀,所述自控模块中设有j-1开关、整流器运行信号开关、时间继电器、sj-1开关和小型继电器。
6.作为优选,所述自控手控切换开关的输入端与dc24v正极相连,所述所述自控手控切换开关的输出端分别与所述j-1开关的输入端、整流器运行信号开关、上辊压紧松开开关和下辊压紧松开开关相连。
7.作为优选,所述上辊压紧松开开关与所述上辊电磁阀的输入端串联,所述下辊压紧松开开关与所述下辊电磁阀串联,所述上辊压紧松开开关和所述上辊电磁阀组成的电路与下辊压紧松开开关和下辊电磁阀组成的电路之间并联,所述上辊电磁阀和所述下辊电磁阀的输出端与dc24v负极相连。
8.作为优选,所述sj-1开关与所述小型继电器串联,所述sj-1开关与所述小型继电器组成的电路与所述时间继电器之间并联。
9.作为优选,所述整流器运行信号开关的输出端分别与所述时间继电器的输入端和所述sj-1开关的输入端连接,所述时间继电器和所述小型继电器的输出端与dc24v负极相连。
10.作为优选,所述j-1开关的输出端分别与所述上辊压紧松开开关和所述下辊压紧松开开关的输入端相连接。
11.本实用新型的优点和积极效果是:
12.1、本实用新型通过用整流器启停,增加可调延时继电器控制电磁阀带动粘尘辊压紧和松开,实现粘尘辊自动控制功能,从而可以控制粘尘辊在生产线运行时,采用自动控制的方式,等待处理合格的铜箔到达粘尘辊时再进行粘尘处理。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
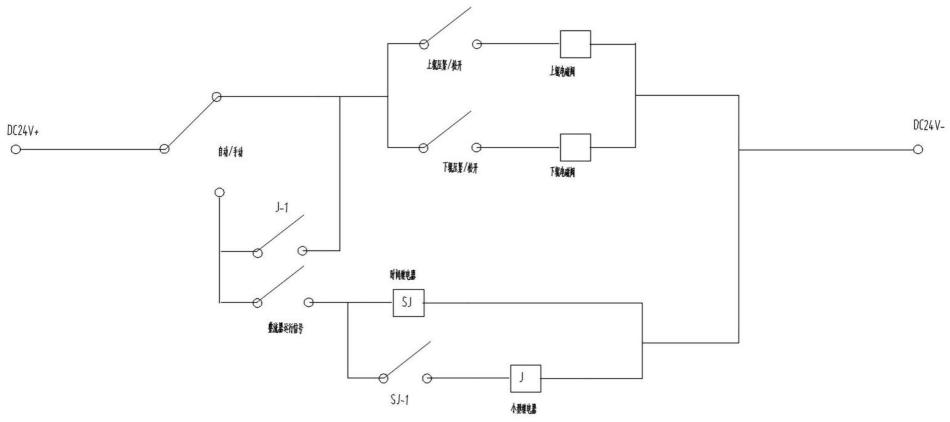
14.图1为本实用新型一种铜箔后处理生产中粘尘辊的自动控制电路整体的控制电路示意图。
具体实施方式
15.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
16.下面结合图1对本实用新型进行详细说明,其中,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1视图方向的前后左右上下的方向一致,图1为本实用新型装置的正视图,图1所示方向与本实用新型装置正视方向的前后左右上下方向一致。
17.以下结合附图对本实用新型实施例做进一步详述:
18.请参阅图1,本实用新型提供的一种实施例:一种铜箔后处理生产中粘尘辊的自动控制电路,包括自控模块、手控模块和自控手控切换开关,所述手控模块中设有上辊压紧松开开关、上辊电磁阀、下辊压紧松开开关、下辊电磁阀,所述自控模块中设有j-1开关、整流器运行信号开关、时间继电器、sj-1开关和小型继电器。
19.另外,在一种实施例中,所述自控手控切换开关的输入端与dc24v正极相连,所述所述自控手控切换开关的输出端分别与所述j-1开关的输入端、整流器运行信号开关、上辊压紧松开开关和下辊压紧松开开关相连。
20.另外,在一种实施例中,所述上辊压紧松开开关与所述上辊电磁阀的输入端串联,所述下辊压紧松开开关与所述下辊电磁阀串联,所述上辊压紧松开开关和所述上辊电磁阀组成的电路与下辊压紧松开开关和下辊电磁阀组成的电路之间并联,所述上辊电磁阀和所述下辊电磁阀的输出端与dc24v负极相连。
21.另外,在一种实施例中,所述sj-1开关与所述小型继电器串联,所述sj-1开关与所述小型继电器组成的电路与所述时间继电器之间并联。
22.另外,在一种实施例中,所述整流器运行信号开关的输出端分别与所述时间继电器的输入端和所述sj-1开关的输入端连接,所述时间继电器和所述小型继电器的输出端与dc24v负极相连。
23.另外,在一种实施例中,所述j-1开关的输出端分别与所述上辊压紧松开开关和所述下辊压紧松开开关的输入端相连接。
24.具体实施时,将整流器运行状态常开干接点取出,增加时间继电器以及自控手控切换开关,就地设置压紧和松开手动选择切换开关,从而控制粘尘辊的自动运行和手动运行,进而实现控制粘尘辊在生产线运行时,采用自动控制的方式,等待处理合格的铜箔到达粘尘辊时再进行粘尘处理。
25.需要强调的是,本实用新型所述的实施例是说明性的,而不是限定性的,因此本实用新型并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本实用新型的技术方案得出的其他实施方式,同样属于本实用新型保护的范围。
技术特征:
1.一种铜箔后处理生产中粘尘辊的自动控制电路,包括自控模块、手控模块和自控手控切换开关,其特征在于:所述手控模块中设有上辊压紧松开开关、上辊电磁阀、下辊压紧松开开关、下辊电磁阀,所述自控模块中设有j-1开关、整流器运行信号开关、时间继电器、sj-1开关和小型继电器。2.根据权利要求1所述的一种铜箔后处理生产中粘尘辊的自动控制电路,其特征在于:所述自控手控切换开关的输入端与dc24v正极相连,所述自控手控切换开关的输出端分别与所述j-1开关的输入端、整流器运行信号开关、上辊压紧松开开关和下辊压紧松开开关相连。3.根据权利要求1所述的一种铜箔后处理生产中粘尘辊的自动控制电路,其特征在于:所述上辊压紧松开开关与所述上辊电磁阀的输入端串联,所述下辊压紧松开开关与所述下辊电磁阀串联,所述上辊压紧松开开关和所述上辊电磁阀组成的电路与下辊压紧松开开关和下辊电磁阀组成的电路之间并联,所述上辊电磁阀和所述下辊电磁阀的输出端与dc24v负极相连。4.根据权利要求1所述的一种铜箔后处理生产中粘尘辊的自动控制电路,其特征在于:所述sj-1开关与所述小型继电器串联,所述sj-1开关与所述小型继电器组成的电路与所述时间继电器之间并联。5.根据权利要求1所述的一种铜箔后处理生产中粘尘辊的自动控制电路,其特征在于:所述整流器运行信号开关的输出端分别与所述时间继电器的输入端和所述sj-1开关的输入端连接,所述时间继电器和所述小型继电器的输出端与dc24v负极相连。6.根据权利要求1所述的一种铜箔后处理生产中粘尘辊的自动控制电路,其特征在于:所述j-1开关的输出端分别与所述上辊压紧松开开关和所述下辊压紧松开开关的输入端相连接。
技术总结
一种铜箔后处理生产中粘尘辊的自动控制电路,涉及工业领域领域,包括自控模块、手控模块和自控手控切换开关,所述手控模块中设有上辊压紧松开开关、上辊电磁阀、下辊压紧松开开关、下辊电磁阀,所述自控模块中设有J-1开关、整流器运行信号开关、时间继电器、SJ-1开关和小型继电器,通过用整流器启停,增加可调延时继电器控制电磁阀带动粘尘辊压紧和松开,实现粘尘辊自动控制功能,从而可以控制粘尘辊在生产线运行时,采用自动控制的方式,等待处理合格的铜箔到达粘尘辊时再进行粘尘处理。格的铜箔到达粘尘辊时再进行粘尘处理。格的铜箔到达粘尘辊时再进行粘尘处理。
技术研发人员:冷启波 杭海江
受保护的技术使用者:浙江花园新能源股份有限公司
技术研发日:2022.09.01
技术公布日:2022/12/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1