确定激光切割机的轮廓保真度的制作方法
本发明属于激光切割的,并且特别地涉及确定轮廓保真度。
背景技术:
1、对激光切割机在生产力和精确性方面的要求不断提高。目标是能够尽可能快速地和尽可能精确地切割工件/部件。然而,这两个目标存在限制,或者目标“尽可能快速地”和“尽可能精确地”甚至是对立的。例如,想要围绕拐角切割得越快,这个拐角切割将在几何上越不精确,这是因为实际的切割轮廓将因由于机器、轴、切割桥和切割头的惯性以及回弹性(质量惯性)造成的过冲而偏离目标轮廓。激光光束的确切位置通常也无法测量,因为驱动轴上的内部编码器测量系统仅间接地测量并且不能考虑到上述惯性矩和/或柔性。
2、实际切割轮廓与目标切割轮廓之间的偏差的其他原因是龙门系统或加工头所附接至的机器人的振动、或工件或工件支承件的振动,这些振动导致当沿着切割轮廓切割时过冲。轨迹偏差的其他原因还可能是摩擦、静摩擦、间隙、不正确的补偿值等。
3、为了使被切割的部件在期望的公差(路径偏差/轮廓误差)内,机器的动态极限(特别是在小半径和拐角的区域中)通常受到限制,该限制导致生产力降低。
4、已知减少“路径精确性”与“切割速度”之间的目标的冲突的各种方法。
5、de 10 2018 217 940a1提出了一种利用相机和反射图案来增加轮廓精确度的方法。相机沿着部件轮廓的目标路径移动,该相机以空间分辨的方式捕获重叠子区域中的工件表面的反射图案,并且使用该反射图案来测量所行进的路径与目标路径的偏差。特别地,沿着部件轮廓的位置增量由相似函数的最优值确定,这在de 10 2005 022 095a1中也进行了描述。
6、ep 131 4510a1提出了一种根据三维目标焊接线检测偏差的成像方法。该偏差用于对行进的路径进行持续调整(教示)。
7、还已知de 10 2011 103 282a1,其使用移动的相机来捕捉工件表面上的高能激光光束的加工区域。将沿着目标路径捕获的图像与代表最佳加工焊接过程的目标图像进行比较。
8、通过de 10 2011 003 717a1解决了激光切割过程的类似问题。特别地,在激光切割期间产生的工件边缘被用相机捕获并且用来评估加工质量。
9、已知用于轮廓误差的基于模型估计的各种方法。存在不同类型的模型来表征机床的运动学特性。所述模型基于微分方程、比如由zirn和weikert提出的(modellbildung undsimulation hochdynamischer fertigungssysteme,https://www.springer.com/de/book/9783540258179)微分方程。haas使用了一种双质量模型(set point optimisationfor machine tools,https://doi.org/10.3929/ethz-b-000271470),其中使用四阶微分方程系统描述激光光束的位置。
10、用于位置估计的机械模型还可以通过有限元模型fem的模型降阶来创建;例如参见(n.lanz,d.spescha,s.weikert和k.wegener,“efficient static and dynamicmodelling of machine structures with large linear motions(具有大型线性运动的机器结构的有效静态和动态建模)”international journal of automation technology(国际自动化技术杂志),第12卷,第622-630页,2018年)。
11、基于模型的轮廓误差估计/补偿仅在模型质量允许的情况下是好的。通常要在模型质量与模型复杂性之间找到折衷。非线性效应几乎不能被映射或根本不能被映射,这就是为什么有必要测量有效轮廓误差。另外,用于轮廓误差估计的大多数模型没有考虑到环境条件、比如使用中的激光切割头、特别是激光切割头的重量分布、喷嘴、致动器等。
技术实现思路
1、从该现有技术出发,由本发明解决的目标是确定切割任务的轮廓保真度。特别地,应当在切割之前已经进行用于校正或补偿的轮廓保真度的确定以便减少不正确切割的部件。总的来说,应当改进切割结果的质量。
2、本目标通过所附专利权利要求书、特别是通过计算机实现的方法、所述方法的用于计算补偿的用途、轮廓检查装置和计算机程序来实现。
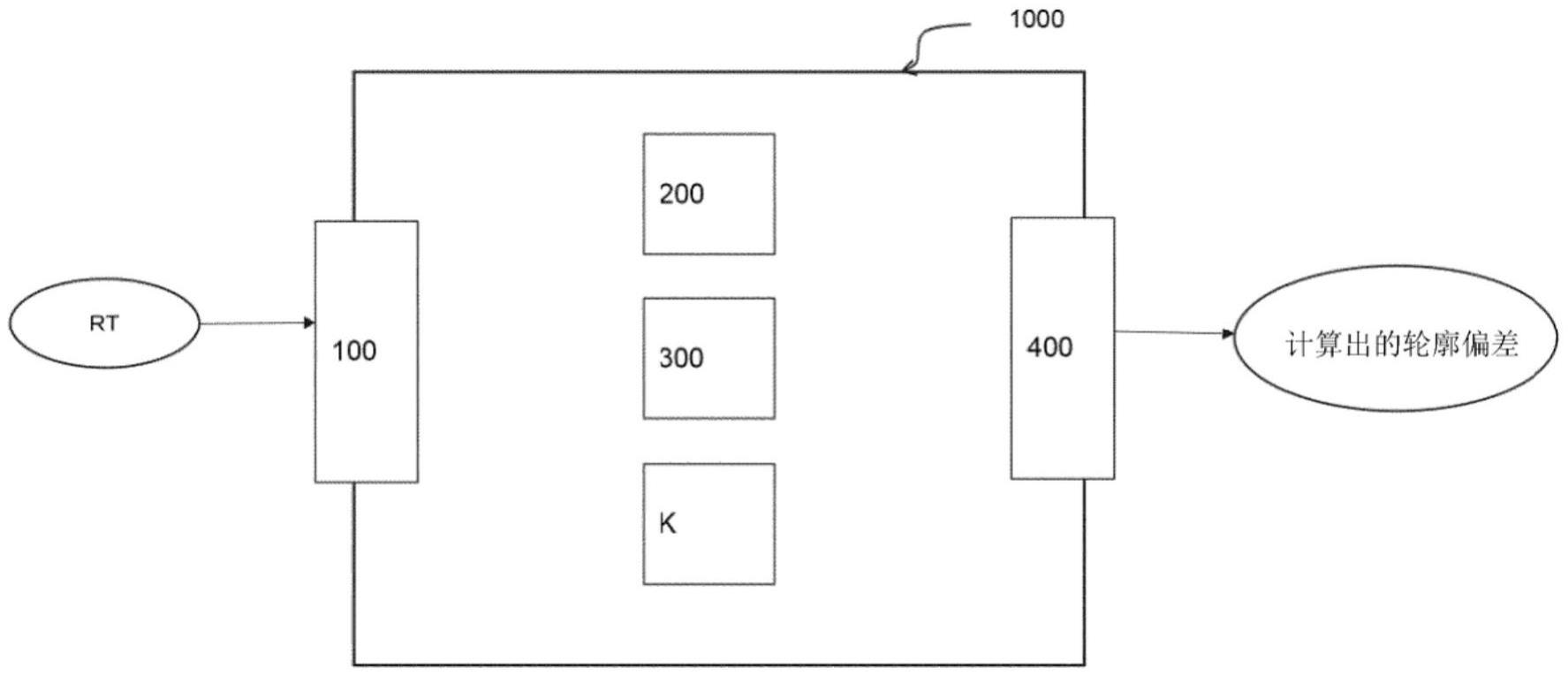
3、根据第一方面,本目标通过用于计算与激光机床的切割头的(限定的或指定的)目标路径的路径偏差的计算机实现的方法来实现。该方法可以包括以下方法步骤:
4、(1)提供在目标路径上或沿着目标路径运行的参考纹理;
5、(2)提供第一控制指令,该第一控制指令用于利用切割头穿越目标路径,以及提供第二控制指令,该第二控制指令用于借助于至少一个相机连续地捕获位于所穿越的路径上或沿着所穿越的路径的参考纹理的重叠帧;
6、(3)借助于图像处理算法根据所捕获的参考纹理的重叠帧重构由切割头穿越的路径;
7、(4)计算由切割头穿越的路径的重构路径与目标路径之间的偏差。将计算出的(轮廓)偏差优选地在输出界面上输出。
8、一些优点与本解决方案相关联。因此可以根据当前的环境条件、比如根据激光切割头的驱动机构、驱动机构的加速度和速度、激光切割头的重量或重量分布、所使用的切割喷嘴、轮廓或切割计划(例如,是应当精确地切割精细轮廓,还是应当高公差地切割粗略轮廓)来确定轮廓精度和轮廓保真度。此外,轮廓保真度可以在切割之前确定并且因此不存在可能的错误切割。此外,该解决方案非常精确。
9、在本文件中所使用的术语将在下面更详细地解释。
10、参考纹理优选地应用或直接覆盖在激光切割头待穿越的目标路径上或沿着目标路径(例如,与目标路径平行)。参考纹理必须应用或覆盖成使得其可以从相机的视场(fov)被检测到。参考纹理优选地在目标路径上应用成使得创建重叠区域。参考纹理通常大于被指定为直线或曲线的目标路径。参考纹理可以具有在10μm与10mm之间的范围中的尺寸、特别是高度,这里限定的尺寸或高度垂直于切割头的偏离方向。横向长度或宽度、即偏离方向上的长度或宽度是可变的并且取决于切割计划或轮廓。参考纹理用于图像空间与工件空间之间的局部参考并且用作用于所捕获的图像的图像处理算法、比如图像拼接算法的基础。参考纹理可以优选地设计为一系列数字、特别是作为连续的一系列数字和/或作为字母表的字母的序列、特别是连续的字母的序列,或作为非周期的、非线性的和非重复的图案。参考纹理可以是例如具有对应于目标路径的外部轮廓的金属片材或平的物体。参考纹理可以是沿着(在缓慢穿越时确定的)目标路径的先前应用、例如雕刻至金属片材的图案和/或自然纹理/表面微观结构。
11、相机可以优选地相对于激光光束光学单元同轴地或中心地布置,并且可以用于检测加工区域。还可以配置多个相机。相机可以联接至照明源。相机还可以偏移地而不是同轴地附接;于是必须知道该偏移并且在由切割头实际穿越的路径的重构中考虑到该偏移。
12、目标路径对应于待切割的轮廓。目标路径可以从切割计划中读取。目标路径对应于切割计划中限定的所期望的几何形状。
13、(测量的或重构的)实际位置与目标路径的位置之间的偏差对应于轮廓误差。
14、图像处理算法可以是应用于重叠区域并且因此是被修改的图像拼接算法和/或基于沿着轮廓或在轮廓上带有重叠区域的帧的特征映射的特征映射算法,所述轮廓与“虚拟的”整体图像进行比较以确定偏差。例如,图像拼接算法仅可以用在存在失真风险的相关区域中,并且然后用于偏差的“高分辨检测”。
15、必须修改现有技术中已知的图像拼接算法以用于轮廓偏差计算,特别是要对捕获的重叠图像中的伪像素值图案具有鲁棒性。除了静止图像成分之外,重叠区域中的低对比度是另一突出的示例,该低对比度可以完全地或部分地中断特征表面与周围表面之间的轮廓并且导致应用(激光切割)结果不理想。这导致了可以评估的动态像素值信息减少,并且调整了积分差分范数。根据本发明避免了这种情况。另一缺点在于周期性的或准周期性的图像成分(例如,碾磨或滚压痕迹),在混叠的情况下,所述图像成分可以导致积分差分范数的不期望的最小值。伪像素值图案的其他示例可以是来自光学元件的反射、光学路径(保护玻璃、切割聚焦透镜、相机透镜)的污染、金属片材的表面结构(粗糙度、反射率)、照明电流强度或其他参数。
16、在本发明的第一实施方式中,对已知的图像拼接算法的修改可以涉及通过使用轴增量来减少重叠区域的数目。由此,可以确定子区域、特别是可变尺寸的子区域,在这些区域中,预期会出现所寻求的积分差分范数的最小值。使用所描述的方法,通常在可能的重叠区域的边缘处获得积分差分范数的低值。这种情况会使寻找积分差分范数的最小值复杂化。因此,在本发明的第二实施方式中,提出的是,通过根据其位置对积分差分范数进行加权来补偿这一点。
17、根据本发明的优选实施方式,参考纹理可以在配置阶段中从预先限定的一系列图案中选择,所述一系列图案优选地存储在存储器中,和/或经由例如人机界面hmi读取。参考纹理优选地自动确定并且作为hmi上的建议呈现。使用者然后具有接受该建议或修改该建议的选择。附加地或替代地,可以在hmi上设置按钮,使用者经由该按钮可以说是可以自己配置参考纹理。这样做具有的优点是,在例如与带有存储的参考纹理的存储器的数据连接临时中断的情况下,也可以执行轮廓保真度确定方法。
18、在本发明的优选实施方式中,参考纹理是可配置的并且可以特别地根据所使用的喷嘴(喷嘴宽度)、机械致动器、在其中限定的切割计划或轮廓和/或切割参数(例如,焦点位置)进行配置。
19、在本发明的另一优选实施方式中,通过在单独的雕刻运行中借助于加工激光器的切割头在工件(宏观结构)上雕刻参考纹理来提供参考纹理。替代地或附加地,可以通过将设置有参考纹理的平的物体安置在加工激光器的切割头下方和(例如,静止的,“非滑动的”)工件(宏观结构)上方来提供参考纹理。平的物体可以是参考材料、特别是例如参考金属片材。不需要特殊的金属片材。例如,可以直接使用接下来待加工的工件。替代地或附加地,待切割的工件的表面结构也可以用作参考纹理(微观结构)。
20、在本发明的另一有利实施方式中,在不激活激光器的情况下、即在校准运行中并且在不激活激光器且不切割的情况下在步骤(2)中穿越目标路径。
21、在本发明的另一有利实施方式中,以至少一个可配置的校准速度在步骤(2)中穿越目标路径。附加地和/或替代地,可以使用hmi上的对应的按钮配置加速度和/或加加速度。特别地,所提到的校准运行参数(速度、加速度、加加速度等)可以专门针对轮廓点进行配置。这样做具有的优点是,校准运行可以专门配置在具有轮廓偏差高风险的轮廓区域(例如,在拐角处或小半径处)中。校准运行参数也可以使用算法自动计算并且作为用于使用者确认或拒绝的建议在hmi上显示。
22、在本发明的另一有利实施方式中,根据切割计划的至少一个轮廓被确定为目标路径,其中,在步骤(2)中至少两次穿越目标路径,即:
23、1.首先,在至少一个第一校准运行中以至少一个校准速度穿越目标路径,并且
24、2.其次,在第二校准运行中以生产速度穿越目标路径,其中校准速度低于生产速度、特别地是生产速度的80%至99%。
25、还在本发明的范围内的是,进行两次以上的校准运行和/或以在每种情况下不同的其他校准运行参数进行校准运行。
26、在本发明的另一有利实施方式中,为了借助于图像处理算法并且特别是利用图像拼接算法重构由切割头穿越的路径,除了使用所捕获的帧之外,还可以使用所涉及的机器轴的编码器测量值,以使图像处理算法更具有鲁棒性和/或更快。在这种情况下,应当明确强调的是,编码器值仅用于加速算法图像处理并且特别是图像拼接或使算法图像处理更具有鲁棒性。编码器值在此的作用是,图像拼接仅在可信的/合理的图像区域中搜索最佳图像重叠。因此,编码器值也没有必要设置有非常高度的精度。
27、在本发明的另一有利实施方式中,第二控制指令可以触发照明源的激活或打开,使得例如照明源、特别是照明激光器与帧的捕获同步地打开。这用于优化加工区域的图像捕获和照明。照明源可以定位在相机中或相机上或其他位置处并且直接地或(通过反射)间接地作用在加工区域上。
28、在本发明的另一有利实施方式中,可以多次和/或以不同的推进和/或以不同的加速度和/或以不同的校准运行参数在步骤(2)中穿越目标路径。生产速度是随后进行生产切割的速度。速度(生产速度和校准速度)目前由切割参数指定。至少校准速度可以由机器的操作者调节。然而,校准速度也可以来自可替代的数据源(云,切割计划,外部存储器等)或从可替代的数据源中读取。
29、在本发明的另一有利实施方式中,图像处理算法可以是图像拼接算法的形式并且可以根据n个帧的序列重构n-1个位移矢量(路径增量),其中,n为大于2的自然数。图像拼接算法对在连续帧的搜索区域中的所有重叠上的差分范数进行积分。两个连续的帧(也简称为图像)在搜索区域中相对于彼此移位。因此,实现了不同的重叠变体,直至找到最小值。在这种情况下,搜索区域有利地是重叠区域中所寻求的像素值偏离的最小值的假定附近。例如,在由prentice hall出版的、l.shapiro和g.stockman著的“computer vision”、第251页中描述了所述术语和方法。
30、这里实现的算法与已发表的图像拼接算法不同的是,本算法也适用于工件表面的最低可能对比度。为此,对已发表的图像拼接算法进行了若干个修改。
31、首先,为了计算速度的益处,不使用所描述的相关操作,而是使用重叠中的所有像素值的同样常见并且更快的积分差分范数。
32、在本发明的另一有利实施方式中,其次,图像拼接算法可以对积分差分范数应用局部加权和/或近似函数。再次,可以对差分范数的图像进行加权以减小(特别是在搜索区域的边缘处)与近似函数的偏差。该近似函数可以用于以亚像素精度确定最优图像重叠的最小值。
33、在本发明的另一有利实施方式中,可以根据计算出的偏差计算偏差模型。附加地或替代地,可以根据计算出的偏差和切割头在切割台上的所捕获的位置坐标(捕获的工作空间)计算偏差模型。
34、用于轮廓误差确定的路径偏差的计算基本上可以在定位在工作台上的工件上的不同选定区域上进行。例如,这使得可以选择用于轮廓误差确定的关键区域、比如那些带有许多小半径或复杂轨迹要求的区域。这可以例如通过将待切割的材料和/或与根据切割计划的技术参数进行比较、例如考虑到加速度或曲率的大小来进行。这首先是因为与目标增量的偏差也可以沿着直线发生。尽管这些偏差对轮廓精度的影响较小,但是其会导致在加工过程中出现局部不规则。
35、根据另一方面,通过使用用于计算轮廓误差校正的切割路径的上述方法来实现所述目标。例如,轮廓误差校正的切割路径可以通过计算相对于轮廓上的点的速度或其他切割参数的偏移量来进行,其中,偏移量根据确定的偏差来计算。基本上,在校准运行期间在检测到较大轮廓偏差的地方,速度降低。在现有技术中,提到这样的模型:所述模型也可以用于考虑到捕获的路径偏差并且因此为轴驱动指定更针对性的目标路径,使得因此存在较小的路径偏差。另一方面,本发明更精确地和更具体地解决了所述问题,并且没有复杂的模型计算,其中由于过冲而已经产生的路径偏差、特别是在拐角处的路径偏差通过调整切割头的加速或制动、例如通过提前朝向拐角启动制动来补偿。
36、已经基于计算机实现的方法描述了问题的解决方案。以这种方式提及的特征、优点或替代实施方式还可以应用于其他要求保护的主题,并且反之亦然。换句话说,本发明的权利要求(例如针对装置、系统或计算机程序产品)也可以利用与本发明的方法有关地描述的和/或要求保护的特征进一步改进,并且反之亦然。方法的对应的功能特征因此由系统或产品的对应的现有模块、特别是由硬件模块或微处理器模块形成,并且反之亦然。通常,在计算机科学中,软件实现等同于对应的硬件实现(例如,作为嵌入式系统)。因此,例如,用于“存储”数据的方法步骤可以利用存储器单元和用于将数据写入至存储器的对应的指令来执行。为了避免冗余,因此不再次明确地描述该装置,尽管也可以在与本方法相关地描述的替代实施方式中使用该装置。因此,本发明的以上与方法有关地描述的优选实施方式没有针对该装置明确地进行重复。
37、在另一方面中,本发明涉及一种用于计算与激光机床的切割头的目标路径的路径偏差的轮廓检查装置,该轮廓检查装置包括:
38、-参考纹理界面,该参考纹理界面用于沿着特别地针对切割轮廓而限定的目标路径上或沿着目标路径读取参考纹理;
39、-控制器,该控制器意在用于将激光机床控制成使得切割头穿越目标路径;
40、-至少一个相机,其中,所述控制器用于控制所述至少一个相机,所述至少一个相机意在用于在所穿越的路径上或沿着所穿越的路径连续地捕获参考纹理的重叠帧;
41、-处理器,该处理器意在用于执行图像处理算法以用于根据所捕获的参考纹理的重叠帧来重构由切割头穿越的路径;并且
42、-其中,处理器意在用于计算由切割头穿越的路径的重构路径与目标路径之间的偏差;并且其中,轮廓校正装置还包括:
43、-输出界面,该输出界面意在用于输出计算出的偏差。
44、在另一方面中,本发明涉及一种计算机程序,该计算机程序包括指令,所述指令在所述计算机程序通过计算机被执行导致计算机执行如上述的方法。计算机程序也可以存储在计算机可读介质上。
45、在附图的以下详细描述中,将参照附图讨论具有其特征和其他优点的非限制性示例性实施方式。
- 还没有人留言评论。精彩留言会获得点赞!