一种面向复杂制造系统的鲁棒优化调度方法及系统
本发明涉及生产线调度,尤其是涉及一种面向复杂制造系统的鲁棒优化调度方法及系统。
背景技术:
1、在生产过程中,对生产机器进行预防性维护能更加合理有效、更大程度地减轻机器故障对整个制造系统的影响。现有考虑设备维护的生产调度方法多以单机系统和流水车间为研究背景,这与实际中的制造系统不符,缺少针对不确定随机因素下的复杂制造系统集成调度优化问题的研究。
2、目前对调度鲁棒性的研究,通常都是表明调度在不确定环境下保持原有状态和/或性能的能力,很少有说明所测度方法设计的准则和依据及其在鲁棒生产调度的研究和应用中的作用。此外,调度问题是np-hard问题,为了降低计算难度、贴合工程实际应用,需要将设备维护和动态派工以及调度方案鲁棒性进行集中优化,使考虑设备维护的调度方案能够自适应于动态的加工环境,即具备一定的鲁棒性。
3、在基于数据的闭环优化调度问题上已存在大量研究,但现有方法通常是针对特定的生产流程,并且鲜有考虑到调度优化、控制集成以及模型一致性等问题;虽然采用了“闭环优化”的思想,但没有考虑调度方案的普适性和鲁棒性,更没有将设备维护、调度方案鲁棒性和制造系统性能做集成优化,导致调度性能不佳,不能实现最大化提高生产线的生产效率。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种面向复杂制造系统的鲁棒优化调度方法及系统。
2、本发明的目的可以通过以下技术方案来实现:
3、一种面向复杂制造系统的鲁棒优化调度方法,包括以下步骤:
4、s1、获取生产线的实时生产状态及生产状态数据;
5、s2、基于所述生产状态数据生成样本集;
6、s3、基于所述样本集,生成融合设备维护和工件派工的调度规则;
7、s4、结合所述实时生产状态及所述调度规则,生成调度方案;
8、s5、将所述调度方案应用于生产线上,获取生产线反馈的生产性能;
9、s6、基于所述反馈的生产性能,更新调度规则参数,重新生成调度规则;
10、s7、重复执行步骤s4至步骤s6,直至生产线反馈的生产性能达到预期标准。
11、进一步地,所述生产性能包括工件加工周期、工件准时交货率、设备可用性指标和调度方案鲁棒性。
12、进一步地,采用基于改进免疫算法的特征选择算法对所述样本集进行特征选择,以减少冗余特征和计算时间,具体包括以下步骤:
13、s301、抗体、抗原初始化;其中,抗体为生产线生产状态属性集合的不同组合;
14、s302、计算抗体与抗原之间的亲和力;
15、s303、根据抗体亲和力,对抗体进行克隆和变异,抗体的亲和力越高,其克隆的数量越多、变异的概率越小;
16、s304、判断是否达到最大迭代次数,若是,则进入步骤s307,否则进入步骤s305;
17、s305、采用欧几里得距离的倒数对抗体平均相似度进行计算;
18、s306、若抗体平均相似度小于阈值,对抗体群中抗体亲和力进行排序,选取其中d个亲和力最高的抗体加入抗体库,并取代同等数量亲和力最低的抗体,进入步骤s302;否则,进入步骤s307;
19、s307、对抗体群中的抗体进行筛选,选取亲和力最高的抗体作为最优解。
20、进一步地,所述融合设备维护和工件派工的调度规则生成流程包括以下步骤:
21、s401、判断工件是否满足工艺约束,若是,则执行下一步骤,否则工件进入废品区;
22、s402、计算工件的工艺约束紧急程度p1;
23、s403、计算工件交货紧急程度p3;
24、s404、计算工件派工优先级plot;
25、s405、判断当前时刻是否处于设备的维护时段,若处于设备的维护时段,进行下一步;否则,按照plot大小对工件进行派工;
26、s406、计算设备维护的紧急程度p4;
27、s407、计算下游设备的负载程度p5;
28、s408、计算设备的不可用程度;
29、s409、计算设备维护优先级ppm;
30、s410、对所述工件派工优先级plot及设备维护优先级ppm进行归一化处理,将归一化结果分别记为plot’及ppm’;
31、s411、比较归一化后的工件派工优先级plot’及设备维护优先级ppm’,若plot’>ppm’,进行工件派工;否则,进行设备维护。
32、进一步地,基于所述反馈的生产性能,通过iwoa-mlp算法输出与当前生产状态相匹配的期望性能;通过iwoa-mlp算法对调度规则参数进行优化输出,更新调度规则。
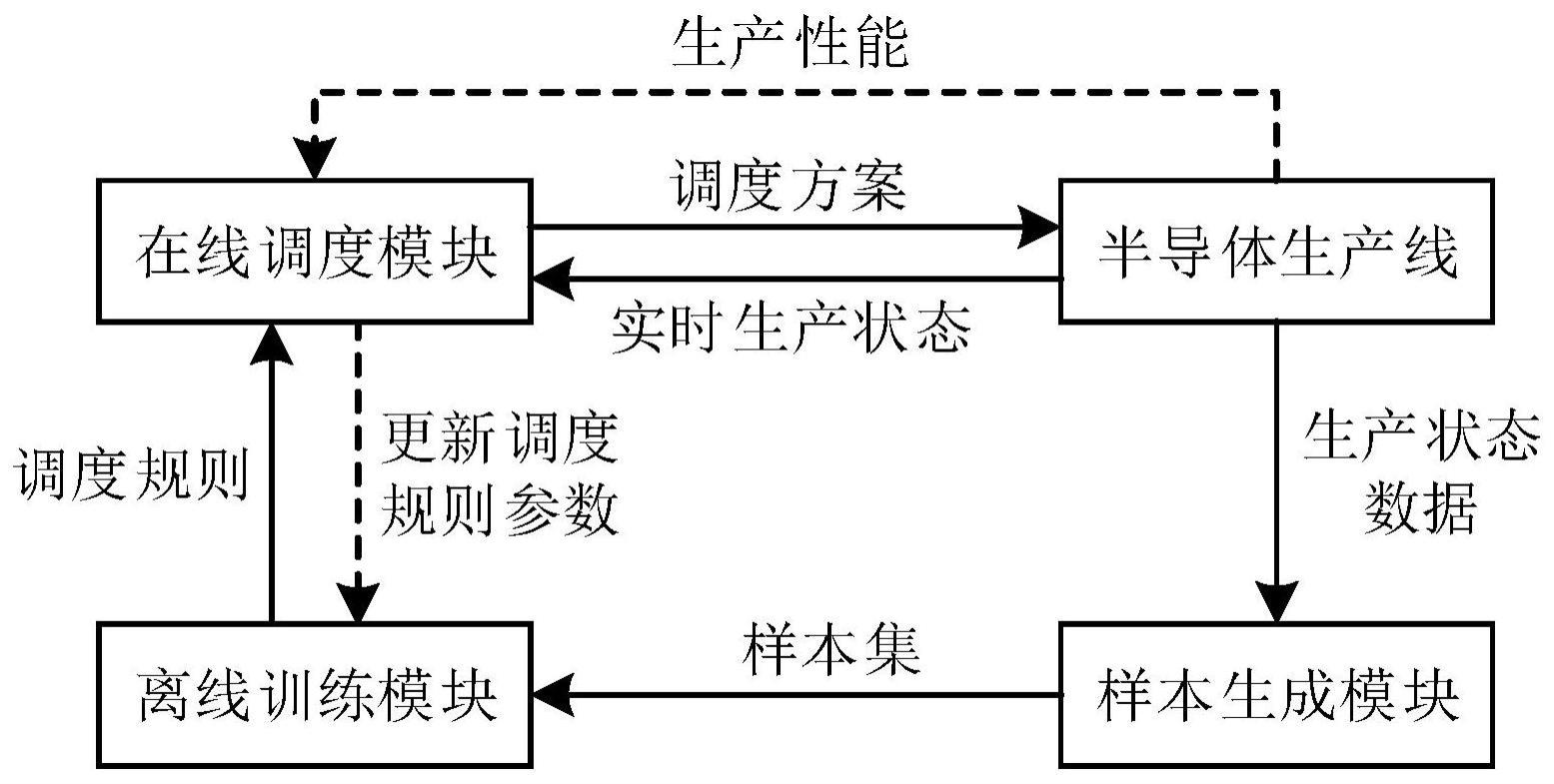
33、一种面向复杂制造系统的鲁棒优化调度系统,包括生产线仿真模块、样本生成模块、离线训练模块和在线调度模块;
34、所述生产线仿真模块与样本生成模块相连,所述样本生成模块与离线训练模块相连,所述离线训练模块与在线调度模块相连,所述在线调度模块与生产线仿真模块相连,系统整体构成闭环反馈;
35、所述生产线仿真模块用于生成实时生产状态及生产状态数据,并将实时生产状态发送至在线调度模块,将生产状态数据发送至样本生成模块;
36、所述样本生成模块基于所述生产状态数据生成样本集,并将样本集发送至离线训练模块;
37、所述离线训练模块基于所述样本集,生成融合设备维护和工件派工的调度规则;
38、所述在线调度模块基于所述调度规则生成调度方案,并将调度方案发送至生产线仿真模块;
39、所述生产线仿真模块应用所述调度方案,并将生产性能反馈至在线调度模块,在线调度模块根据反馈的生产性能,更新调度规则参数,并将更新的调度规则参数发送至离线训练模块,离线训练模块根据更新的调度规则参数重新生成调度规则。
40、进一步地,调度考虑的生产性能包括工件加工周期、工件准时交货率、设备可用性指标和调度方案鲁棒性。
41、进一步地,所述离线训练模块采用基于改进免疫算法的特征选择算法对所述样本集进行特征选择,以减少冗余特征和计算时间,具体包括以下步骤:
42、s301、抗体、抗原初始化;其中,抗体为生产线生产状态属性集合的不同组合;
43、s302、计算抗体与抗原之间的亲和力;
44、s303、根据抗体亲和力,对抗体进行克隆和变异,抗体的亲和力越高,其克隆的数量越多、变异的概率越小;
45、s304、判断是否达到最大迭代次数,若是,则进入步骤s307,否则进入步骤s305;
46、s305、采用欧几里得距离的倒数对抗体平均相似度进行计算;
47、s306、若抗体平均相似度小于阈值,对抗体群中抗体亲和力进行排序,选取其中d个亲和力最高的抗体加入抗体库,并取代同等数量亲和力最低的抗体,进入步骤s302;否则,进入步骤s307;
48、s307、对抗体群中的抗体进行筛选,选取亲和力最高的抗体作为最优解。
49、进一步地,所述离线模块生成融合设备维护和工件派工的调度规则包括以下步骤:
50、s401、判断工件是否满足工艺约束,若是,则执行下一步骤,否则工件进入废品区;
51、s402、计算工件的工艺约束紧急程度p1;
52、s403、计算工件交货紧急程度p3;
53、s404、计算工件派工优先级plot;
54、s405、判断当前时刻是否处于设备的维护时段,若处于设备的维护时段,进行下一步;否则,按照plot大小对工件进行派工;
55、s406、计算设备维护的紧急程度p4;
56、s407、计算下游设备的负载程度p5;
57、s408、计算设备的不可用程度;
58、s409、计算设备维护优先级ppm;
59、s410、对所述工件派工优先级plot及设备维护优先级ppm进行归一化处理,将归一化结果分别记为plot’及ppm’;
60、s411、比较归一化后的工件派工优先级plot’及设备维护优先级ppm’,若plot’>ppm’,进行工件派工;否则,进行设备维护。
61、进一步地,所述在线调度模块基于反馈的生产性能,通过iwoa-mlp算法输出与当前生产状态相匹配的期望性能;通过iwoa-mlp算法对调度规则参数进行优化输出,更新调度规则。
62、与现有技术相比,本发明具有以下有益效果:
63、1、本发明的生产线调度规则采用闭环优化的思想,在考虑生产线调度方案鲁棒性的同时,综合考虑生产线设备柔性维护、工艺约束和动态派工;考虑了与工艺约束相关因素以及设备柔性维护和工件派工相关的因素,使生产线工艺约束满足率提高,进而提高了工件准时交货率。
64、2、本发明采用基于改进免疫算法的特征选择算法对制造系统属性进行约简以减少冗余特征和计算时间,基于iwoa-mlp算法来实现性能预测和调度参数优化,将新生成的调度参数组合更新至组合式派工规则,形成优化调度规则,实现自适应调度。
65、3、本发明通过使用改进后的鲸鱼优化算法(iwoa)来实现性能预测和调度参数优化,使得种群分布更均匀,加快了算法的收敛速度,提高了算法跳出陷入局部最优的能力,增加了算法的寻优精度。
- 还没有人留言评论。精彩留言会获得点赞!