一种数控机床控制系统的运行方法与流程
本发明涉及数控机床运行方法,尤其涉及一种数控机床控制系统的运行方法。
背景技术:
1、数控机床是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码用代码化的数字表示,通过信息载体输入数控装置,再经运算处理由数控装置发出各种控制信号,以控制机床的动作按图纸要求的形状和尺寸,自动地将零件加工出来。
2、中国专利公开号:cn102789193a公开了一种数控机床数控系统的运行方法,运行过程为:数控机床根据数控程序代码开始运行;当运行至程序代码出现输入/输出命令时,数控机床中止运行,并在显示终端要求机床操控人员输入执行参数的对话框或命令语句;而后输入参数后程序代码根据输入内容做相应变化;最后数控机床执行变化后的数控程序代码,运行直至程序终止;该发明不仅能够实现加工过程信息的及时提示,而且可以实现操作者通过修改参数,实现对加工工艺的及时修订,以及在自动加工程序既定的众多工艺方案中现场进行选择,拓展了数控机床自动加工的工艺能力;由此可见,所述数控机床数控系统的运行方法存在未对数控机床进行精准操控以致产品的加工精度低的问题。
技术实现思路
1、为此,本发明提供一种数控机床控制系统的运行方法,用以克服现有技术中未对数控机床进行精准操控以致产品的加工精度低的问题。
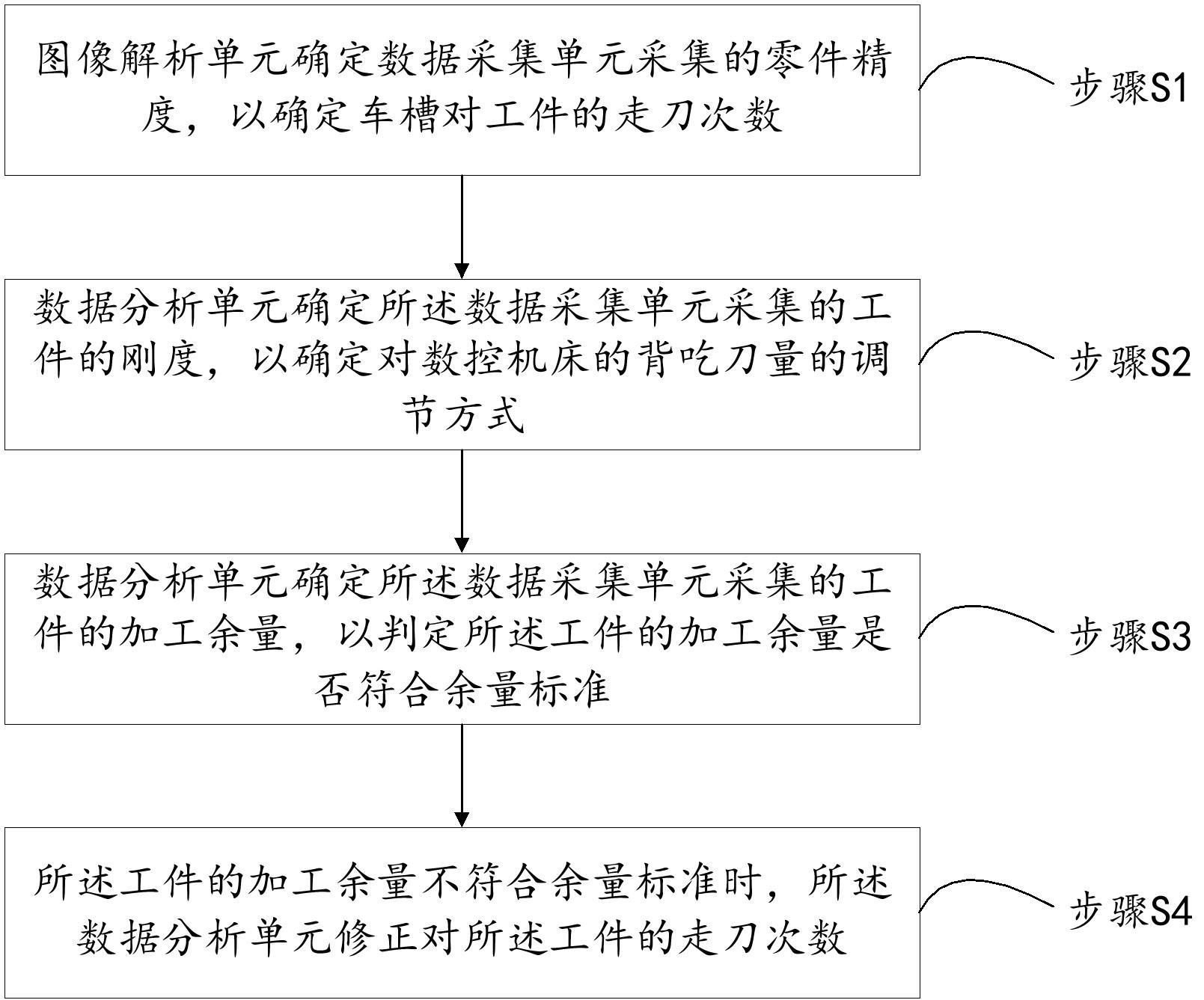
2、为实现上述目的,本发明提供一种数控机床控制系统的运行方法,包括:
3、步骤s1、图像解析单元确定数据采集单元采集的零件精度,以确定车槽对工件的走刀次数;
4、步骤s2、数据分析单元确定所述数据采集单元采集的工件的刚度,以确定对数控机床的背吃刀量的调节方式;
5、步骤s3、数据分析单元确定所述数据采集单元采集的工件的加工余量,以判定所述工件的加工余量是否符合余量标准;
6、步骤s4、所述工件的加工余量不符合余量标准时,所述数据分析单元修正对所述工件的走刀次数;
7、其中,在所述步骤s2中,若采集的所述工件的刚度处于第一水平,所述数据分析单元则判定调小所述数控机床的背吃刀量,若采集的所述工件的刚度处于第二刚度水平,所述数据分析单元则判定调大所述数控机床的背吃刀量;
8、在所述步骤s4中,所述数据分析单元在第一余量水平下根据所述工件的加工余量与余量标准的差值确定选用对应走刀次数的修正方式。
9、进一步地,所述图像解析单元确定所述数据采集单元采集的零件精度,当前零件精度对应允许所述工件通过当前数控机床的最低精度,以确定车槽对工件的走刀次数,其中,
10、若采集的零件精度处于第一精度水平,所述图像解析单元确定所述车槽对工件的走刀次数为第一走刀次数;
11、若采集的零件精度处于第二精度水平,所述图像解析单元确定所述车槽对工件的走刀次数为第二走刀次数;
12、所述第一精度水平满足所述零件精度小于当前数控机床允许执行的最低精度,所述第二精度水平满足所需零件精度大于等于当前数控机床允许执行的最低精度。
13、进一步地,所述数据分析单元确定所述数据采集单元采集的工件的刚度,当前刚度对应允许所述工件通过当前数控机床的最大刚度和最小刚度,
14、若采集的所述工件的刚度处于第一刚度水平,所述数据分析单元判定需调小所述数控机床的背吃刀量;
15、若采集的所述工件的刚度处于第二刚度水平,所述数据分析单元判定需调大所述数控机床的背吃刀量;
16、所述第一刚度水平满足所述工件的刚度小于当前数控机床允许通过的最小刚度,所述第二刚度水平满足所述工件的刚度大于等于当前数控机床允许通过的最大刚度。
17、进一步地,所述数据分析单元中设有在第一刚度水平下将所述数控机床的背吃刀量调小的调节方式,其中,
18、第一背吃刀量减小调节方式为,所述数据分析单元将当前背吃刀量调节至第一减小背吃刀量;
19、第二背吃刀量减小调节方式为,所述数据分析单元将当前背吃刀量调节至第二减小背吃刀量;
20、第三背吃刀量减小调节方式为,所述数据分析单元将当前背吃刀量调节至第三减小背吃刀量;
21、其中,当前背吃刀量>第一减小背吃刀量>第二减小背吃刀量>第三减小背吃刀量。
22、进一步地,所述数据分析单元在所述工件处于第一刚度水平下根据所述工件的刚度与允许当前数控机床允许所述工件通过的最小刚度的差值确定选用背吃刀量调小的调节方式,其中,
23、若所述工件的刚度与当前数控机床允许所述工件通过的最小刚度的差值大于等于第二预设刚度过小差值,所述数据分析单元选用所述第三背吃刀量减小调节方式;
24、若所述工件的刚度与当前数控机床允许所述工件通过的最小刚度的差值小于第二预设刚度过小差值大于等于第一预设刚度过小差值,所述数据分析单元选用所述第二背吃刀量减小调节方式;
25、若所述工件的刚度与当前数控机床允许所述工件通过的最小刚度的差值小于第一预设刚度过小差值,所述数据分析单元选用第一背吃刀量减小调节方式。
26、进一步地,所述数据分析单元中设有在第二刚度水平下将所述数控机床的背吃刀量调大的调节方式,其中,
27、第一背吃刀量增大调节方式为,所述数据分析单元将当前背吃刀量调节至第一增大背吃刀量;
28、第二背吃刀量增大调节方式为,所述数据分析单元将当前背吃刀量调节至第二增大背吃刀量;
29、第三背吃刀量增大调节方式为,所述数据分析单元将当前背吃刀量调节至第三增大背吃刀量;
30、其中,当前背吃刀量<第一增大背吃刀量<第二增大背吃刀量<第三增大背吃刀量。
31、进一步地,所述数据分析单元在所述工件处于第二刚度水平下根据所述工件的刚度与允许所述工件通过当前数控机床的最大刚度的差值确定对所述数控机床的背吃刀量的调节方式,其中,
32、若所述工件的刚度与允许所述工件通过当前数控机床的最大刚度的差值大于等于第二预设刚度过大差值,所述数据分析单元选用所述第三背吃刀量增大调节方式;
33、若所述工件的刚度与允许所述工件通过当前数控机床的最大刚度的差值小于第二预设刚度过大差值且大于等于第一预设刚度过大差值,所述数据分析单元选用所述第二背吃刀量增大调节方式;
34、若所述工件的刚度与允许所述工件通过当前数控机床的最大刚度的差值小于第一预设刚度过大差值,所述数据分析单元选用所述第一背吃刀量增大调节方式。
35、进一步地,所述数据分析单元确定所述数据采集单元采集的工件的加工余量,若采集的所述工件的加工余量不符合余量标准,则所述数据分析单元修正对所述工件的走刀次数以使所述工件的加工余量符合余量标准。
36、进一步地,所述数据分析单元中设有走刀次数的修正方式,其中,
37、第一走刀次数修正方式为,所述数据分析单元将当前走刀次数修正为第三走刀次数;
38、第二走刀次数修正方式为,所述数据分析单元将当前走刀次数修正为第四走刀次数;
39、第三走刀次数修正方式为,所述数据分析单元将当前走刀次数修正为第五走刀次数;
40、其中,当前走刀次数<第一走刀次数<第二走刀次数<第三走刀次数<第四走刀次数<第五走刀次数。
41、进一步地,所述数据分析单元在第一余量水平下根据所述工件的加工余量与余量标准的差值确定选用对应走刀次数的修正方式,其中,
42、若所述工件的余量与余量标准的差值大于等于第二预设余量差值,所述数据分析单元选用所述第三走刀次数修正方式;
43、若所述工件的余量与余量标准的差值小于第二预设余量差值且大于等于第一预设余量差值,所述数据分析单选用所述第二走刀次数修正方式;
44、若所述工件的余量与余量标准的差值小于第一预设张力差值,所述数据分析单元选用所述第一走刀次数修正方式。
45、与现有技术相比,本发明的有益效果在于,通过采集成品零件的零件精度,以及确定工件通过当前数控机床的最低精度,从而确定车槽对工件的走刀次数,当零件精度小于当前数控机床允许执行的最低精度时,则确定为第一走刀次数,当零件精度大于等于当前数控机床允许执行的最低精度时,则确定为第二走刀次数,进而通过对走刀次数的控制,进一步提高了产品的加工精度。
46、进一步地,本发明通过采集工件的刚度,以及允许所述工件通过当前数控机床的最大刚度和最小刚度,当所述工件的刚度小于当前数控机床允许通过的最小刚度时,则判定需调小所述数控机床的背吃刀量,从而进一步保证工件在数控机床的额定载荷下能够保持不变形,当所述工件的刚度大于等于当前数控机床允许通过的最小刚度时,则则判定需调大所述数控机床的背吃刀量,以减少走刀次数,从而进一步提高了产品的加工精度。
47、进一步地,本发明通过采集工件的加工余量,并将该加工余量与余量标准进行比对,根据比对结果以在当所述工件的加工余量不符合余量标准时,修正对所述工件的走刀次数以使工件的加工余量符合余量标准,从而通过对加工余量的控制,进一步提高了产品的加工精度。
48、进一步地,本发明通过计算工件的加工余量与余量标准的余量差值,将余量差值与预设余量差值进行比对,根据比对结果对走刀次数进行修正,当余量差值小于第一预设余量差值时,则将走刀次数修正至第三走刀次数,当余量差值大于等于第一预设余量差值且小于第二余量差值时,则将走刀次数修正至第四走刀次数,当余量差值大于等于第二预设余量差值时,则将走刀次数修正至第五走刀次数,通过对走刀次数的精准控制,在背吃刀量不合格时将走刀次数增多,在背吃刀量合格或过大时将走刀次数适当减少,从而进一步提高了产品的加工精度。
- 还没有人留言评论。精彩留言会获得点赞!