一种环切意外中断的续切方法与流程
本发明涉及环切加工,具体而言,涉及一种环切意外中断的续切方法。
背景技术:
1、伴随着精密切割机的发展,人们为了制造更加精密的产品,会采用更加复杂的加工工艺与手段,这对环切加工所需的时间以及对生产环境等众多因素提出了更高的要求。目前的环形划片机大多采用上位机软件控制运动并计算切割坐标,一旦在环切中途发生断电或程序错误,亦或加工刀片突然损坏或人为误操作,那么设备由于环形切割的特殊性以及程序参数的丢失,无法继续实现自动切割,若转为人工手动切割,则切割精度较低,容易导致产品不良甚至损坏,针对这种情况,现在的普遍做法是放弃当前工件并启动对下一工件的环切,这将造成严重的材料成本浪费。
2、有鉴于此,设计出一种续切精度高、产品质量好的环切意外中断的续切方法特别是在环切加工中显得尤为重要。
技术实现思路
1、本发明的目的在于提供一种环切意外中断的续切方法,能够沿意外中断前的切点继续进行自动切割,续切精度高,产品质量好,节约时间成本和材料成本。
2、本发明是采用以下的技术方案来实现的。
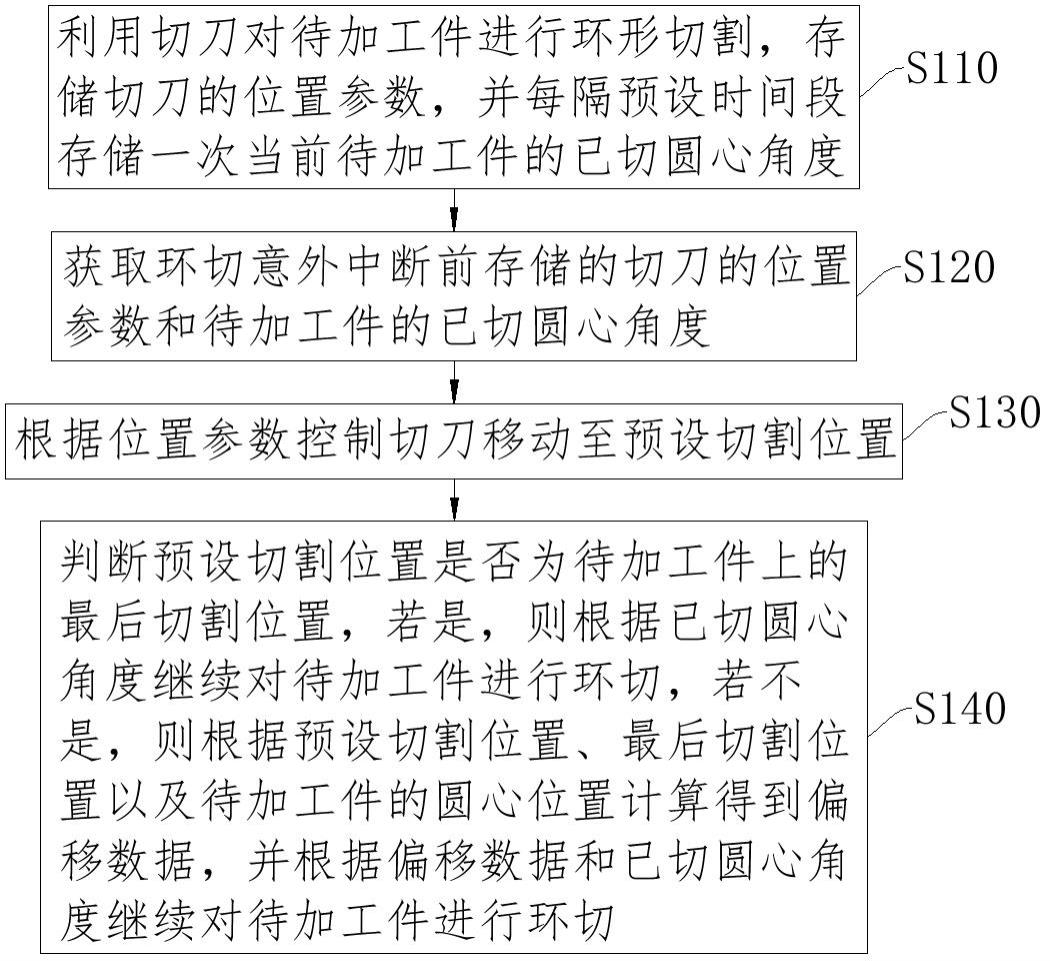
3、一种环切意外中断的续切方法,应用于环形划片机,环形划片机包括工作盘和切刀,工作盘用于带动待加工件转动,以使切刀对待加工件进行环形切割,环切意外中断的续切方法包括:获取环切意外中断前存储的切刀的位置参数和待加工件的已切圆心角度;根据位置参数控制切刀移动至预设切割位置;判断预设切割位置是否为待加工件上的最后切割位置,若是,则根据已切圆心角度继续对待加工件进行环切,若不是,则根据预设切割位置、最后切割位置以及待加工件的圆心位置计算得到偏移数据,并根据偏移数据和已切圆心角度继续对待加工件进行环切。
4、可选地,获取环切意外中断前存储的切刀的位置参数和待加工件的已切圆心角度的步骤前,环切意外中断的续切方法还包括:利用切刀对待加工件进行环形切割,存储切刀的位置参数,并每隔预设时间段存储一次当前待加工件的已切圆心角度。
5、可选地,获取环切意外中断前存储的切刀的位置参数和待加工件的已切圆心角度的步骤包括:获取环切意外中断前最后一次存储的待加工件的已切圆心角度。
6、可选地,预设时间段的范围为1毫秒至5毫秒。
7、可选地,在环切意外中断且重新连接后,切刀会自动复位至初始位置,根据位置参数控制切刀移动至预设切割位置的步骤包括:控制位于初始位置的切刀根据位置参数移动至预设切割位置。
8、可选地,判断预设切割位置是否为待加工件上的最后切割位置的步骤包括:建立直角坐标系;将预设切割位置表征为直角坐标系内的第一点位a(x1,y1),并将最后切割位置表征为直角坐标系内的第二点位b(x2,y2);判断第一点位和第二点位是否重合。
9、可选地,根据预设切割位置、最后切割位置以及待加工件的圆心位置计算得到偏移数据,并根据偏移数据和已切圆心角度继续对待加工件进行环切的步骤包括:将待加工件的圆心位置表征为直角坐标系内的第三点位o(x0,y0);根据第一点位a(x1,y1)、第二点位b(x2,y2)和第三点位o(x0,y0)计算得到偏移数据;控制位于预设切割位置的切刀根据偏移数据移动至最后切割位置,以补偿切刀的位置精度;根据偏移数据和已切圆心角度计算得到实际未切圆心角度;控制切刀根据实际未切圆心角度继续对待加工件进行环切。
10、可选地,偏移数据包括横向偏移量和纵向偏移量,其中,横向偏移量的计算公式为:△x=x2– x1;纵向偏移量的计算公式为:△y= y2–y1;控制位于预设切割位置的切刀根据偏移数据移动至最后切割位置,以补偿切刀的位置精度的步骤中,根据横向偏移量和纵向偏移量将切刀移动至最后切割位置。
11、可选地,偏移数据包括圆心角偏移量,其中,圆心角偏移量的计算公式为:△t=arctan[(y2– y0)/(x2– x0)]- arctan[(y1– y0)/(x1– x0)];根据偏移数据和已切圆心角度计算得到实际未切圆心角度的步骤中,根据圆心角偏移量和已切圆心角度计算出实际未切圆心角度,其中,实际未切圆心角度等于360度减已切圆心角度,再减圆心角偏移量。
12、可选地,根据已切圆心角度继续对待加工件进行环切的步骤包括:根据已切圆心角度计算出未切圆心角度,其中,未切圆心角度等于360度减已切圆心角度;控制切刀根据未切圆心角度继续对待加工件进行环切。
13、本发明提供的环切意外中断的续切方法具有以下有益效果:
14、本发明提供的环切意外中断的续切方法,首先获取环切意外中断前存储的切刀的位置参数和待加工件的已切圆心角度;再根据位置参数控制切刀移动至预设切割位置;接着判断预设切割位置是否为待加工件上的最后切割位置,若是,则根据已切圆心角度继续对待加工件进行环切,若不是,则根据预设切割位置、最后切割位置以及待加工件的圆心位置计算得到偏移数据,并根据偏移数据和已切圆心角度继续对待加工件进行环切。与现有技术相比,本发明提供的环切意外中断的续切方法由于采用了判断预设切割位置是否为待加工件上的最后切割位置的步骤,所以能够沿意外中断前的切点继续进行自动切割,续切精度高,产品质量好,节约时间成本和材料成本。
技术特征:
1.一种环切意外中断的续切方法,应用于环形划片机,所述环形划片机包括工作盘和切刀,所述工作盘用于带动待加工件转动,以使所述切刀对所述待加工件进行环形切割,其特征在于,所述环切意外中断的续切方法包括:
2.根据权利要求1所述的环切意外中断的续切方法,其特征在于,所述获取环切意外中断前存储的所述切刀的位置参数和所述待加工件的已切圆心角度的步骤前,所述环切意外中断的续切方法还包括:
3.根据权利要求2所述的环切意外中断的续切方法,其特征在于,所述获取环切意外中断前存储的所述切刀的位置参数和所述待加工件的已切圆心角度的步骤包括:
4.根据权利要求2所述的环切意外中断的续切方法,其特征在于,所述预设时间段的范围为1毫秒至5毫秒。
5.根据权利要求1所述的环切意外中断的续切方法,其特征在于,在环切意外中断且重新连接后,所述切刀会自动复位至初始位置,所述根据所述位置参数控制所述切刀移动至预设切割位置的步骤包括:
6.根据权利要求1所述的环切意外中断的续切方法,其特征在于,所述判断所述预设切割位置是否为所述待加工件上的最后切割位置的步骤包括:
7.根据权利要求6所述的环切意外中断的续切方法,其特征在于,所述根据所述预设切割位置、所述最后切割位置以及所述待加工件的圆心位置计算得到偏移数据,并根据所述偏移数据和所述已切圆心角度继续对所述待加工件进行环切的步骤包括:
8. 根据权利要求7所述的环切意外中断的续切方法,其特征在于,所述偏移数据包括横向偏移量和纵向偏移量,其中,所述横向偏移量的计算公式为:△x=x2 – x1;所述纵向偏移量的计算公式为:△y= y2 –y1;
9. 根据权利要求7所述的环切意外中断的续切方法,其特征在于,所述偏移数据包括圆心角偏移量,其中,所述圆心角偏移量的计算公式为:△t=arctan[(y2 – y0)/(x2 –x0)]- arctan[(y1 – y0)/(x1 – x0)];
10.根据权利要求1所述的环切意外中断的续切方法,其特征在于,所述根据所述已切圆心角度继续对所述待加工件进行环切的步骤包括:
技术总结
本发明公开了一种环切意外中断的续切方法,涉及环切加工技术领域。首先获取环切意外中断前存储的切刀的位置参数和待加工件的已切圆心角度;再根据位置参数控制切刀移动至预设切割位置;接着判断预设切割位置是否为待加工件上的最后切割位置,若是,则根据已切圆心角度继续对待加工件进行环切,若不是,则根据预设切割位置、最后切割位置以及待加工件的圆心位置计算得到偏移数据,并根据偏移数据和已切圆心角度继续对待加工件进行环切。本发明提供的环切意外中断的续切方法能够沿意外中断前的切点继续进行自动切割,续切精度高,产品质量好,节约时间成本和材料成本。
技术研发人员:张明明,余胡平,徐双双,周健宇,石文,胡泊
受保护的技术使用者:沈阳和研科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!