一种配对生产的控制方法及装置与流程
本技术涉及窗帘生产,具体而言,涉及一种应用于窗帘的配对生产的控制方法及装置。
背景技术:
1、窗帘作为日常生活中的功能性产品,除了遮光的基本需求之外,随着日益增加的审美需求,其上的图案、颜色展现出更多的可操作性,竞争的更加激烈,具体表现为图案样式的多样性、颜色的多样性等。对窗帘的形状、款式的设计则趋于常态化。
2、在窗帘的生产过程中,多采用吊挂的形式进行运载,并进行机加工,在窗帘上进行图案定制等特性化作业。由于窗帘的使用特性,单片式的窗帘可一次性加工完成,但双片式的窗帘,单一载具无法承载两片窗帘,加工机器对单次作业的限制明显,无法一次性完成双片式窗帘的加工。
3、目前,在窗帘的吊挂生产线中,机加工每次对窗帘进行图案加工,均需要调整相应的机位、作业机头位置等加工参数,通常以窗帘与图案信息进行匹配作业,此种方式有利于样式多变的单片式窗帘,但对于双片式窗帘的友好程度较差,易导致两片窗帘的图案加工产生不对称的效果误差,且在后续过程中无法弥补。
技术实现思路
1、为了解决上述问题,本技术实施例提供了一种配对生产的控制方法及装置,适用于窗帘生产,对双开合的窗帘布的生产具有良好的图案同频效应,能够有效降低、消弭两片窗帘之间的图案差异性,优化产品竞争力。
2、第一方面,本技术实施例提供了一种配对生产的控制方法,所述方法包括:
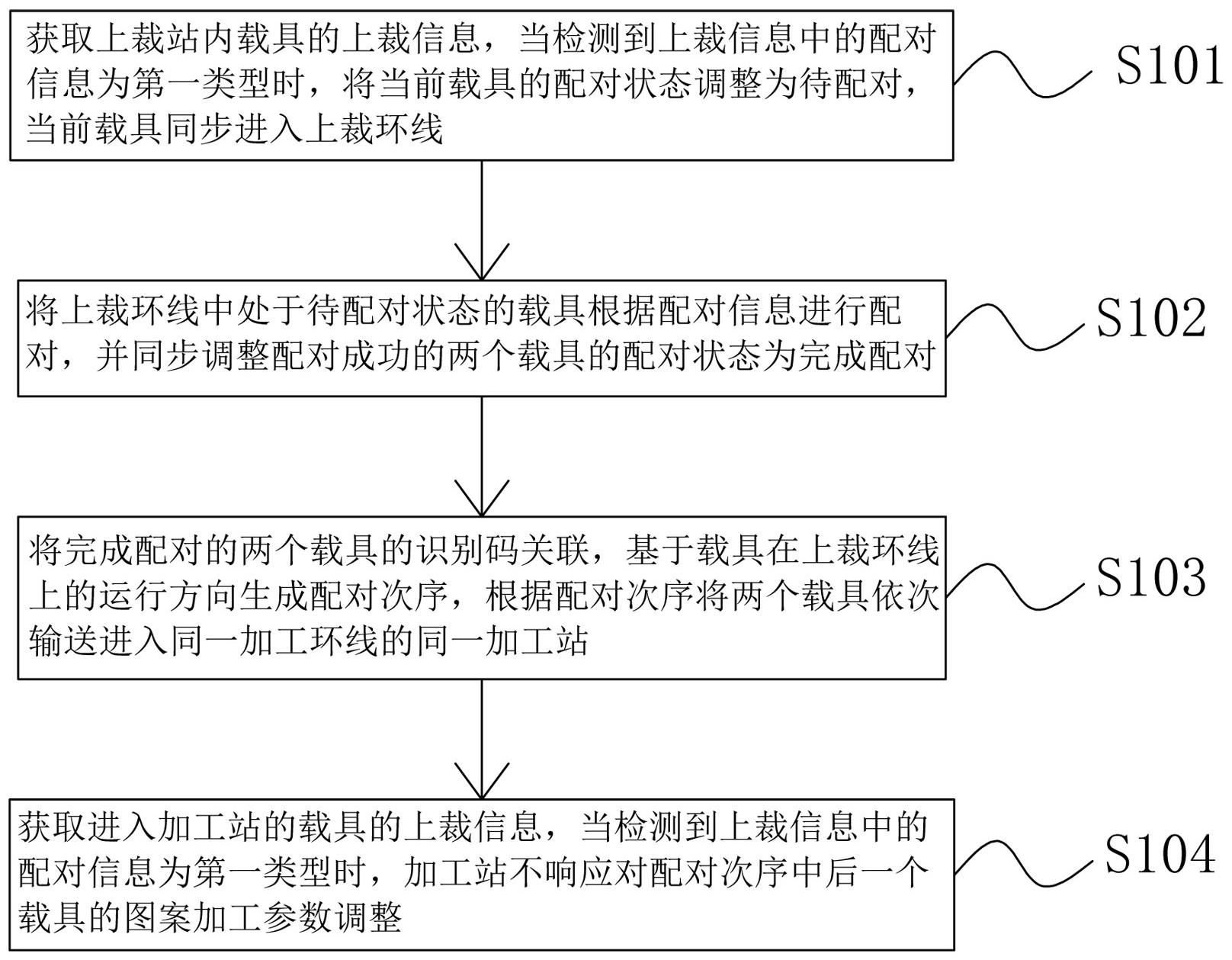
3、获取上裁站内载具的上裁信息,当检测到所述上裁信息中的配对信息为第一类型时,将当前载具的配对状态调整为待配对,当前载具同步进入上裁环线;所述上裁信息包括用以给载具所搭载的产品进行配对的配对信息、产品所要加工的图案编号;所述配对信息包括第一类型、第二类型;
4、将所述上裁环线中处于待配对状态的载具根据所述配对信息进行配对,并同步调整配对成功的两个载具的配对状态为完成配对;
5、将完成配对的两个载具的识别码关联,基于载具在所述上裁环线上的运行方向生成配对次序,根据所述配对次序将两个载具依次输送进入同一加工环线的同一加工站;
6、获取进入加工站的载具的上裁信息,当检测到所述上裁信息中的配对信息为第一类型时,所述加工站不响应对所述配对次序内后一个载具的图案加工参数调整。
7、优选的,获取上裁站内载具的上裁信息,当检测到所述上裁信息中的配对信息为第二类型时,所述载具直接进入上裁环线,并将所述载具的状态调整为单项配对;
8、将所述单项配对的载具输送至所述加工环线上的加工站;
9、获取进入所述加工站的载具的上裁信息,当检测到所述上裁信息中的配对信息为第二类型时,查询所述上裁信息中的图案编号;
10、所述加工站响应单项配对的载具的图案加工参数调整;
11、获取所述图案编号所对应的控制程序,所述加工站根据所述控制程序对所述单项配对的载具所搭载的产品进行图案加工。
12、优选的,所述第一类型包括多个并列的配对分支,每个分支包含两个配对编号;每个分支上的两个配对编号分别赋予两个相互配对的产品;
13、所述配对编号包括第一前缀码、后缀配对码,所述第一前缀码用以识别配对信息的类型,指向第一类型;所述后缀配对码用以配对识别;
14、所述第二类型包括多个单项分支,每个分支包含一个单项编号;每个单项编号均单独赋予单项配对的产品;
15、所述单项编号包括第二前缀码,所述第二前缀码用以识别配对信息的类型,指向第二类型;
16、每个所述载具的所述上裁信息中的所述配对信息仅包含一个配对编号或一个单项编号。
17、优选的,所述“获取上裁站内载具的上裁信息,当检测到所述上裁信息中的配对信息为第一类型时,将当前载具的配对状态调整为待配对,当前载具同步进入上裁环线”具体包括:
18、获取上裁站内载具的上裁信息,提取所述上裁信息中的配对信息;
19、检测识别所述配对信息中的前缀码,当检测到所述配对信息为第一类型时,
20、将当前载具的配对状态调整为待配对;同步释放当前载具进入上裁环线。
21、优选的,所述“将所述上裁环线中处于待配对状态的载具根据所述配对信息进行配对,并同步调整配对成功的两个载具的配对状态为完成配对”具体包括:
22、基于每个所述配对分支所包含的配对编号建立所述配对编号的配对映射表;
23、获取所述上裁环线中处于待配对状态的载具的上裁信息,提取各上裁信息中的各配对信息的后缀配对码;
24、根据所述配对映射表将各所述后缀配对码进行配对,并将完成配对的两个所述后缀配对码所对应的两个载具的配对状态同步调整为完成配对。
25、优选的,所述“将完成配对的两个载具的识别码关联,基于载具在所述上裁环线上的运行方向生成配对次序,根据所述配对次序将两个载具依次输送进入同一加工环线的同一加工站”具体包括:
26、获取完成配对的两个所述后缀码所对应的两个载具的识别码,将完成配对的两个载具的识别码关联;
27、基于载具在所述上裁环线上的运行方向,将两个所述识别码按次序排列生成配对次序;
28、当检测到所述配对次序中的前一个载具进入到所述加工环线时,将该加工环线定义为所述配对次序中的后一个载具的目标加工环线;
29、当检测到所述配对次序中的前一个载具进入到该加工环线上的加工站时,所述加工站仅响应所述配对次序中的后一个载具的进入请求,使得配对次序中的两个载具能够依次进入同一个加工站。
30、优选的,所述“获取进入加工站的载具的上裁信息,当检测到所述上裁信息中的配对信息为第一类型时,所述加工站不响应对所述配对次序中后一个载具的图案加工参数调整”具体包括:
31、获取进入所述加工站的载具的上裁信息,当检测到所述配对信息为第一类型时,查询所述上裁信息中的图案编号,同步获取当前载具的配对次序;当前载具即为所述配对次序中的前一个载具;
32、所述加工站响应对所述配对次序中前一个载具的图案加工参数调整;
33、获取所述图案编号所对应的前序控制程序,所述加工站根据所述前序控制程序对所述配对次序中前一个载具所搭载的产品进行图案加工;
34、获取所述配对次序中后一个载具的上裁信息,并提取其中的配对信息以及图案编号;
35、所述加工站不响应对所述配对次序中后一个载具的图案加工参数调整;所述加工站以所述配对次序中前一个载具的图案加工参数为基准进行图案加工作业;
36、获取所述配对次序中后一个载具的所述图案编号所对应的后序控制程序,所述加工站根据所述后序控制程序对后一个载具所搭载的产品进行图案加工。
37、进一步的,还包括:
38、预定义所述配对次序中两个载具的图案配对属性,所述配对属性包括相同、对称、匹配;
39、配对属性为相同时,所述配对次序中前一个载具的图案编号所对应的图案与所述配对次序中后一个载具的图案编号所对应的图案相同;
40、配对属性为对称时,所述配对次序中前一个载具的图案编号所对应的图案与所述配对次序中后一个载具的图案编号所对应的图案以对接缝为对称轴左右对称;
41、配对属性为匹配时,所述配对次序中前一个载具的图案编号所对应的图案与所述配对次序中后一个载具的图案编号所对应的图案在对接处匹配。
42、进一步的,在两个载具完成配对之后,还包括:
43、提取两个载具的上裁信息中所述图案编号,根据所述图案编号查询所对应的图案;
44、将所述图案按照所述配对次序的顺序并行拼接并生产配对样品,同步展示配对次序中两个载具的图案的配对属性;
45、检测识别所述配对样品与所述配对属性是否匹配:
46、若匹配,则配对成功:
47、若不匹配,则配对失败,发送配对错误报告。
48、第二方面,本技术实施例提供了一种配对生产的控制装置,所述装置包括:
49、上裁识别模块:获取上裁站内载具的上裁信息,当检测到上裁信息中的配对信息为第一类型时,将当前载具的配对状态调整为待配对,当前载具同步进入上裁环线;上裁信息包括用以给载具所搭载的产品进行配对的配对信息、产品所要加工的图案编号;配对信息包括第一类型、第二类型;
50、配对识别模块:将上裁环线中处于待配对状态的载具根据配对信息进行配对,并同步调整配对成功的两个载具的配对状态为完成配对;
51、次序关联模块:将完成配对的两个载具的识别码关联,基于载具在上裁环线上的运行方向生成配对次序,根据配对次序将两个载具依次输送进入同一加工环线的同一加工站;
52、同步加工模块:获取进入加工站的载具的上裁信息,当检测到上裁信息中的配对信息为第一类型时,加工站不响应对配对次序中后一个载具的图案加工参数调整。
53、第三方面,本技术实施例提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第一方面或第一方面的任意一种可能的实现方式提供的方法的步骤。
54、第四方面,本技术实施例提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面或第一方面的任意一种可能的实现方式提供的方法。
55、本发明的有益效果为:
56、本发明为一种配对生产的控制方法及装置,基于现有的生产环线、生产机器的局限性,提出一种配对生产的策略,将双开合的两片窗帘布在同一加工站以前、后配对的方式一起生产,期间不再调整机器的工艺参数,能够有效解决两片窗帘布上图案存在差异的问题,且不影响环线整体的生产效率。
57、不仅能够适应双开合的两片式窗帘布的生产,也能够适用于单开和的单片式窗帘布的生产,能够满足市场上现有的绝大部分窗帘形式的生产需求,无需改进生产机器的精度,即可解决双片式窗帘的图案差异性问题,以极低的成本保证了产品质量的优越性,同时还不影响生产环线的整体生产效率。
- 还没有人留言评论。精彩留言会获得点赞!