一种基于石膏板生产全数据采集的缺陷检测规避方法与流程
本发明涉及缺陷检测,具体涉及一种基于石膏板生产全数据采集的缺陷检测规避方法。
背景技术:
1、纸面石膏板在生产成型、切断、干燥机内部运输等过程中均有可能出现板材破损、坏板角等各类问题,问题板材出现主要通过岗位人员肉眼观察判定,有时会存在忙于岗位其他工作未及时发现个别产品外在缺陷使得板材进入堆垛,不利于产品质量控制,并且需要岗位将整架堆垛板材使用叉车叉下进行质量挑选和重新码垛,工作量较大。
2、因此需要采用一种智能自动缺陷监测和缺陷规避方式对石膏板表面形状、温湿度进行缺陷监测、缺陷规避,现有的智能自动缺陷监测方式一般先对石膏板的一个表面进行缺陷检测、缺陷规避,然后将石膏板翻转,再对石膏板的另一个表面进行缺陷监测、缺陷规避,这种检测方式依旧采用的是被动式缺陷检测和缺陷规避,需要对石膏板缺陷进行逐个检测以及逐个规避,难以对潜在缺陷进行预见性监测和规避。
技术实现思路
1、本发明的目的在于提供一种基于石膏板生产全数据采集的缺陷检测规避方法,以解决现有技术中采用的是被动式缺陷检测和缺陷规避,需要对石膏板缺陷进行逐个检测以及逐个规避,难以对潜在缺陷进行预见性监测和规避的技术问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:
3、一种基于石膏板生产全数据采集的缺陷检测规避方法,包括以下步骤:
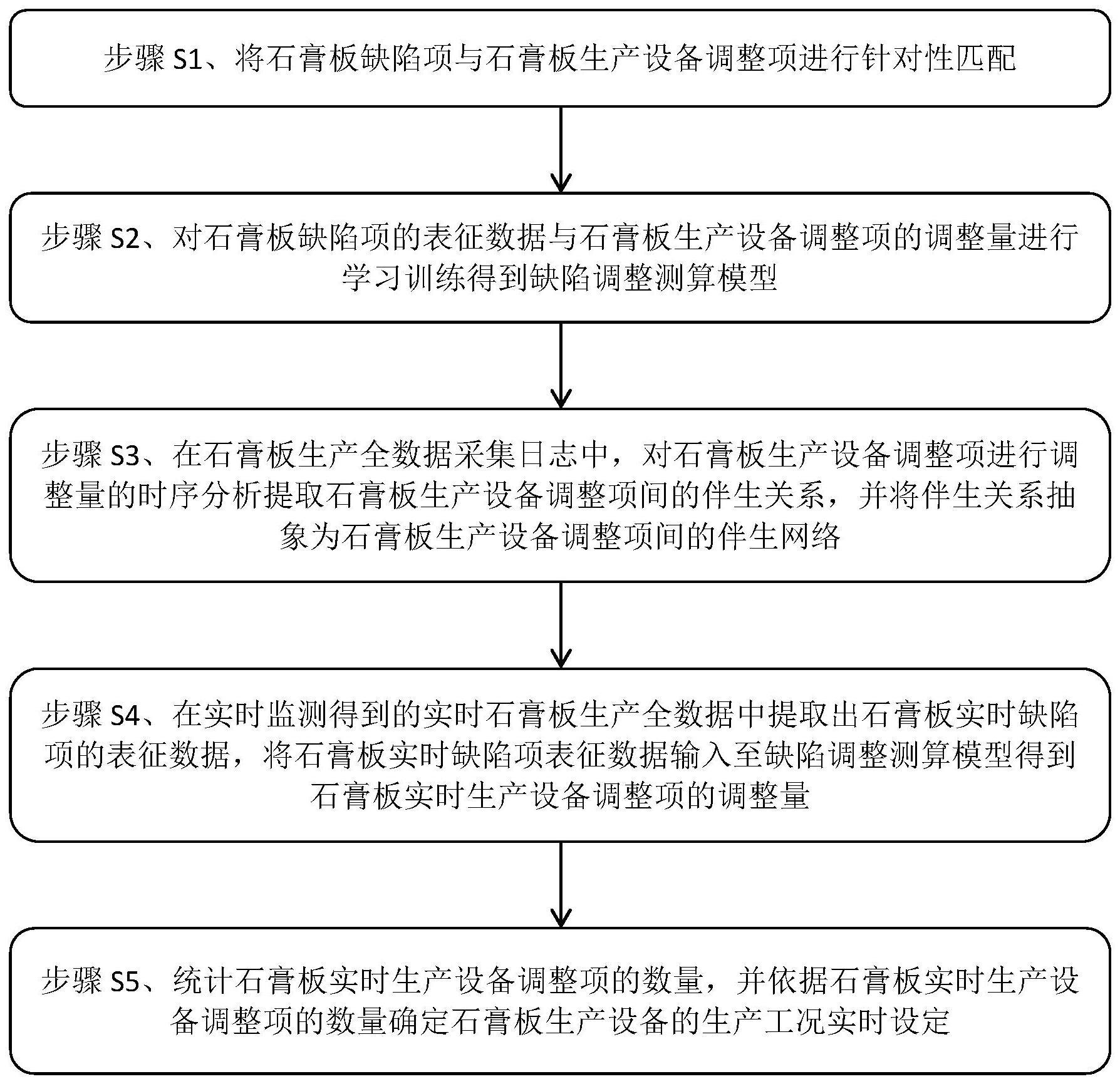
4、步骤s1、将石膏板缺陷项与石膏板生产设备调整项进行针对性匹配;
5、步骤s2、基于步骤s1中石膏板缺陷项与石膏板生产设备的调整项间的针对性匹配关系,在石膏板生产全数据采集日志中,对石膏板缺陷项的表征数据与石膏板生产设备调整项的调整量进行学习训练得到缺陷调整测算模型;
6、步骤s3、在石膏板生产全数据采集日志中,对石膏板生产设备调整项进行调整量的时序分析提取石膏板生产设备调整项间的伴生关系,并将伴生关系抽象为石膏板生产设备调整项间的伴生网络;
7、步骤s4、在实时监测得到的实时石膏板生产全数据中提取出石膏板实时缺陷项的表征数据,将石膏板实时缺陷项表征数据输入至缺陷调整测算模型得到石膏板实时生产设备调整项的调整量;
8、步骤s5、统计石膏板实时生产设备调整项的数量,并依据石膏板实时生产设备调整项的数量确定石膏板生产设备的生产工况实时设定,以实现石膏板潜在缺陷的全检测以及全规避。
9、作为本发明的一种优选方案,所述将石膏板缺陷项与石膏板生产设备调整项进行针对性匹配,包括:
10、所述石膏板缺陷项包括:石膏板宽度、石膏板立边角度、石膏板厚度、石膏板湿板单重、石膏板干板单重、石膏板干燥后温度、石膏板干燥后湿度;
11、所述石膏板生产设备调整项包括:石膏板成型刀距离、石膏板成型刀角度、石膏板成型板高度、石膏板干料下料量、石膏板湿料下料量、石膏板干燥机闸板温度;
12、其中,所述石膏板成型刀距离和石膏板成型刀角度的调整针对性规避石膏板宽度和石膏板立边角度的缺陷;
13、所述石膏板成型板高度的调整针对性规避石膏板厚度的缺陷;
14、所述石膏板干料下料量和石膏板湿料下料量的调整针对性规避石膏板湿板单重和石膏板干板单重的缺陷;
15、所述石膏板干燥机闸板温度的调整针对性规避石膏板干燥后温度、石膏板干燥后湿度的缺陷。
16、作为本发明的一种优选方案,所述对石膏板缺陷项的表征数据与石膏板生产设备调整项的调整量进行学习训练得到缺陷调整测算模型,包括:
17、在石膏板生产全数据采集日志中,提取出石膏板缺陷项的表征数据以及石膏板生产设备调整项的调整量;
18、将石膏板缺陷项的表征数据作为bp神经网络的输入项,将所述石膏板生产设备的调整量作为bp神经网络的输出项;
19、利用bp神经网络对bp神经网络的输入项和输出项进行卷积学习得到缺陷调整测算模型;
20、所述缺陷调整测算模型的模型表达式为:
21、wr=bp(ds);
22、式中,wr为石膏板生产设备调整项r的调整量,ds为石膏板缺陷项s的表征数据,bp为bp神经网络,r为石膏板生产设备调整项的标识符,s为石膏板缺陷项的标识符;
23、石膏板生产全数据由石膏板宽度、石膏板立边角度、石膏板厚度、石膏板湿板单重、石膏板干板单重、石膏板干燥后温度以及石膏板干燥后湿度的表征数据组合构成;
24、石膏板生产全数据采集日志为依时序采集石膏板生产全数据构成的日志;
25、所述石膏板缺陷项的表征数据的提取,包括:
26、在石膏板生产全数据采集日志中,将石膏板宽度、石膏板立边角度、石膏板厚度、石膏板湿板单重、石膏板干板单重、石膏板干燥后温度以及石膏板干燥后湿度在各时序处的表征数据与石膏板宽度、石膏板立边角度、石膏板厚度、石膏板湿板单重、石膏板干板单重、石膏板干燥后温度以及石膏板干燥后湿度的标准数据进行对应项相似度比较,并将各时序处的表征数据与标准数据的相似度小于容许阈值的对应项作为各时序处的石膏板缺陷项;
27、在石膏板生产全数据采集日志中,提取出各时序处的石膏板缺陷项的表征数据;
28、所述石膏板生产设备调整项的调整量的提取,包括:
29、在石膏板生产全数据采集日志中,在各个时序处的石膏板缺陷项利用所述针对性匹配关系确定出各个时序处与石膏板缺陷项针对性匹配的石膏板生产设备调整项;
30、在石膏板生产全数据采集日志中,提取出各个时序处与石膏板缺陷项针对性匹配的石膏板生产设备调整项的调整量。
31、作为本发明的一种优选方案,所述对石膏板生产设备调整项进行调整量的时序分析提取石膏板生产设备调整项间的伴生关系,包括:
32、将各个石膏板生产设备调整项的调整量依据时序进行排序得到石膏板生产设备调整项的调整量时序序列;
33、将各个石膏板生产设备调整项的调整量时序序列进行序列相似度分析量化出表征各个石膏板生产设备调整项间的伴生关系的伴生率,所述伴生关系为石膏板生产设备调整项之间相互影响的程度性表征;
34、所述伴生率的量化公式为:
35、hij=|wi,t-wj,t|;
36、式中,hij为石膏板生产设备调整项i与石膏板生产设备调整项j间的伴生率,wi,t为石膏板生产设备调整项i的调整量时序序列,wj,t为石膏板生产设备调整项j的调整量时序序列,|wi,t-wj,t|为wi,t和wj,t的欧式距离,i,j为石膏板生产设备调整项的标识符,t为时序序列标识符。
37、作为本发明的一种优选方案,所述将伴生关系抽象为石膏板生产设备调整项间的伴生网络,包括:
38、将石膏板生产设备调整项抽象为拓扑节点,在拓扑节点间设置拓扑边进行拓扑连接;
39、将石膏板生产设备调整项间的伴生率作为对应的拓扑节点间拓扑边的边权重,以抽象为所述伴生网络。
40、作为本发明的一种优选方案,所述依据石膏板实时生产设备调整项的数量确定石膏板生产设备的生产工况实时设定,包括:
41、若石膏板实时生产设备调整项的数量为0,则维持石膏板生产设备的当前生产工况设定;
42、若石膏板实时生产设备调整项的数量为1,则将石膏板实时生产设备调整项的调整量映射至所述伴生网络中得到单个实时伴生网络,在单个实时伴生网络中得到石膏板生产设备实时伴生调整项的调整量,依据石膏板实时生产设备调整项的调整量以及石膏板生产设备实时伴生调整项的调整量对石膏板生产设备进行生产工况实时设定,以实现石膏板潜在缺陷的全检测以及全规避;
43、若石膏板生产设备调整项的数量大于1,则依次将每个石膏板实时生产设备调整项的调整量映射至所述伴生网络中得到多个实时伴生网络,并将多个实时伴生网络进行融合得到石膏板生产设备实时伴生调整项的调整量,依据石膏板实时生产设备调整项的调整量以及石膏板生产设备实时伴生调整项的调整量对石膏板生产设备进行生产工况实时设定,以实现石膏板潜在缺陷的全检测以及全规避。
44、作为本发明的一种优选方案,所述将石膏板实时生产设备调整项的调整量映射至所述伴生网络中得到单个实时伴生网络,包括:
45、将石膏板实时生产设备调整项的调整量映射为伴生网络的对应拓扑节点的节点值,并依据拓扑节点与拓扑边的边权重逐一计算出伴生网络中剩余拓扑节点的节点值,获得单个实时伴生网络。
46、作为本发明的一种优选方案,所述在单个实时伴生网络中得到石膏板生产设备实时伴生调整项的调整量,包括:
47、将单个实时伴生网络中除石膏板实时生产设备调整项对应的拓扑节点外的拓扑节点作为石膏板生产设备实时伴生调整项;
48、将单个实时伴生网络中石膏板生产设备实时伴生调整项对应的拓扑节点的节点值作为石膏板生产设备实时伴生调整项的调整量。
49、作为本发明的一种优选方案,所述依次将每个石膏板实时生产设备调整项的调整量映射至所述伴生网络中得到多个实时伴生网络,包括:
50、依次将每个石膏板实时生产设备调整项的调整量映射为每个伴生网络的对应拓扑节点的节点值,并依据拓扑节点与拓扑边的边权重逐一计算出每个伴生网络中剩余拓扑节点的节点值,获得多个实时伴生网络;
51、将多个实时伴生网络的节点值进行叠加融合得到单个融合实时伴生网络。
52、作为本发明的一种优选方案,所述将多个实时伴生网络进行融合得到石膏板生产设备实时伴生调整项的调整量,包括:
53、将单个融合实时伴生网络中除石膏板实时生产设备调整项对应的所有拓扑节点外的拓扑节点作为石膏板生产设备实时伴生调整项;
54、将单个融合实时伴生网络中石膏板生产设备实时伴生调整项对应的拓扑节点的节点值作为石膏板生产设备实时伴生调整项的调整量。
55、本发明与现有技术相比较具有如下有益效果:
56、本发明在石膏板生产全数据采集日志中,对石膏板缺陷项的表征数据与石膏板生产设备调整项的调整量进行学习训练得到缺陷调整测算模型,以及对石膏板生产设备调整项进行调整量的时序分析提取石膏板生产设备调整项间的伴生关系,并将伴生关系抽象为石膏板生产设备调整项间的伴生网络,实现石膏板潜在缺陷的全检测以及全规避,提高缺陷检测和规避的主动性。
- 还没有人留言评论。精彩留言会获得点赞!