贴片电感的生产功耗调整方法、装置、设备及存储介质与流程
本发明涉及电感生产的,特别涉及一种贴片电感的生产功耗调整方法、装置、设备及存储介质。
背景技术:
1、贴片电感是用绝缘导线绕制而成的电磁感应元件,属于常用的电感元件,能够运用在各种电路中,如谐振电路、lc调谐电路等。因贴片电感的使用较为广泛,其对应的生产流程也已较为成熟,在对贴片电感进行生产的过程中,所涉及的生产装置较多,存在生产贴片电感所产生的功耗较高,但并不适合贴片电感的生产的情况。
技术实现思路
1、本发明的目的在于提供一种贴片电感的生产功耗调整方法、装置、设备及存储介质,旨在解决贴片电感生产过程中存在功耗较高,但并不适合贴片电感的生产的技术问题。
2、本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
3、根据本技术实施例的一个方面,提供了一种贴片电感的生产功耗调整方法,包括:
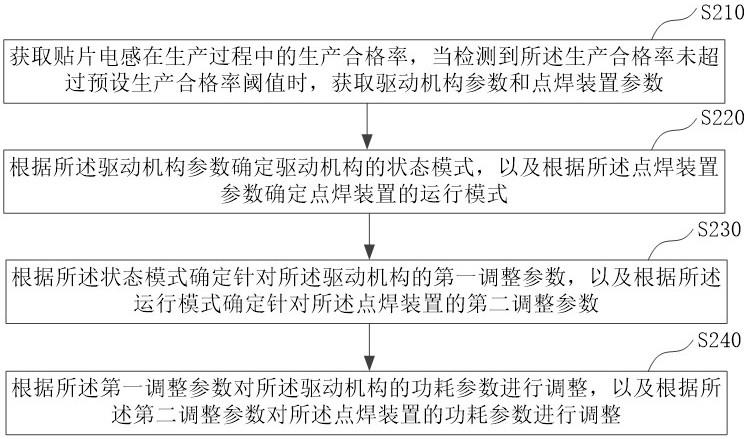
4、获取贴片电感在生产过程中的生产合格率,当检测到所述生产合格率未超过预设生产合格率阈值时,获取驱动机构参数和点焊装置参数;
5、根据所述驱动机构参数确定驱动机构的状态模式,以及根据所述点焊装置参数确定点焊装置的运行模式;
6、根据所述状态模式确定针对所述驱动机构的第一调整参数,以及根据所述运行模式确定针对所述点焊装置的第二调整参数;
7、根据所述第一调整参数对所述驱动机构的功耗参数进行调整,以及根据所述第二调整参数对所述点焊装置的功耗参数进行调整。
8、进一步地,所述根据所述驱动机构参数确定驱动机构的状态模式,包括:
9、获取多个状态模式所对应的状态参数;
10、将所述驱动机构参数与各个所述状态参数进行匹配,得到对应的匹配结果;
11、根据各个所述匹配结果确定所述驱动机构的状态模式。
12、进一步地,所述点焊装置包括第一转动组件、第二转动组件和焊条,所述第一转动组件与所述第二转动组件连接,所述第二转动组件与所述焊条连接,所述第一转动组件在转动时带动所述第二转动组件转动,所述第二转动组件转动时带动所述焊条转动;所述点焊装置参数包括所述第一转动组件、所述第二转动组件和所述焊条分别对应的当前转动参数;所述根据所述点焊装置参数确定点焊装置的运行模式,包括:
13、获取正常状态下所述第一转动组件、所述第二转动组件和所述焊条分别对应的基准转动参数;
14、根据所述当前转动参数与对应的所述基准转动参数之间的关系确定所述点焊装置的运行模式。
15、进一步地,所述根据所述当前转动参数与对应的所述基准转动参数之间的关系确定所述点焊装置的运行模式,包括:
16、根据各个所述当前转动参数和对应的所述基准转动参数确定所述点焊装置的运行是否存在异常;
17、若所述点焊装置的运行不存在异常,根据所述第一转动组件的当前转动参数和基准转动参数计算运行数据;
18、获取各个运行模式对应的运行参数,并将所述运行数据与各个运行模式对应的运行参数进行匹配,得到多个匹配关系;
19、根据所述匹配关系确定所述点焊装置的运行模式。
20、进一步地,所述根据所述状态模式确定针对所述驱动机构的第一调整参数,以及根据所述运行模式确定针对所述点焊装置的第二调整参数,包括:
21、根据所述状态模式确定所述驱动机构电压的第一电压调整参数和所述驱动机构电流的第一电流调整参数,并将所述第一电压调整参数和所述第一电流调整参数作为第一调整参数;
22、根据所述运行模式确定所述点焊装置电压的第二电压调整参数和所述点焊装置电流的第二电流调整参数,并将所述第二电压调整参数和所述第二电流调整参数作为第二调整参数。
23、进一步地,在所述当检测到所述生产合格率未超过预设生产合格率阈值时,获取驱动机构参数和点焊装置参数之前,所述方法还包括:
24、当检测到所述贴片电感被生产时,检测所述贴片电感是否存在异常;
25、若所述贴片电感存在异常,获取预设时间范围内所述贴片电感的生产数量,并根据所述生产数量计算生产合格率;
26、将所述生产合格率与预设生产合格率阈值进行比对,确定所述生产合格率是否超过所述预设生产合格率阈值。
27、进一步地,在所述根据所述第一调整参数对所述驱动机构的功耗参数进行调整,以及根据所述第二调整参数对所述点焊装置的功耗参数进行调整之后,所述方法还包括:
28、获取所述驱动机构和所述点焊装置分别对应的调整后的功耗参数;
29、将所述功耗参数和所述调整后的功耗参数上传至预设存储位置,并将所述功耗参数和所述调整后的功耗参数按照预设方式展示在对应的展示页面。
30、根据本技术实施例的一个方面,提供了一种贴片电感的生产功耗调整装置,包括:
31、第一获取模块,配置为获取贴片电感在生产过程中的生产合格率,当检测到所述生产合格率未超过预设生产合格率阈值时,获取驱动机构参数和点焊装置参数;
32、第一确定模块,配置为根据所述驱动机构参数确定驱动机构的状态模式,以及根据所述点焊装置参数确定点焊装置的运行模式;
33、第二确定模块,配置为根据所述状态模式确定针对所述驱动机构的第一调整参数,以及根据所述运行模式确定针对所述点焊装置的第二调整参数;
34、调整模块,配置为根据所述第一调整参数对所述驱动机构的功耗参数进行调整,以及根据所述第二调整参数对所述点焊装置的功耗参数进行调整。
35、根据本技术实施例的一个方面,提供了一种电子设备,包括:一个或多个处理器;存储装置,用于存储一个或多个程序,当所述一个或多个程序被所述一个或多个处理器执行时,使得所述电子设备实现如前所述的贴片电感的生产功耗调整方法。
36、根据本技术实施例的一个方面,提供了一种计算机可读存储介质,其上存储有计算机可读指令,当所述计算机可读指令被计算机的处理器执行时,使计算机执行如上所述的贴片电感的生产功耗调整方法。
37、根据本技术实施例的一个方面,提供了一种计算机程序产品或计算机程序,该计算机程序产品或计算机程序包括计算机指令,该计算机指令存储在计算机可读存储介质中。计算机设备的处理器从计算机可读存储介质读取该计算机指令,处理器执行该计算机指令,使得该计算机设备执行上述各种可选实施例中提供的贴片电感的生产功耗调整方法。
38、在本技术的实施例所提供的技术方案中,根据驱动机构参数确定驱动机构对应的状态模式,根据点焊装置参数确定点焊装置的运行模式,根据状态模式确定针对驱动机构的第一调整参数,以及根据运行模式确定针对点焊装置的第二调整参数,再根据第一调整参数对驱动机构的功耗参数进行调整,根据第二调整参数对点焊装置的功耗参数进行调整,能够更有针对性的对驱动机构和点焊装置的功耗进行调整,使得调整后的功耗能够更好的适合贴片电感的生产。
39、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!