一种数控刀架控制方法、系统、存储介质及智能终端与流程
本技术涉及数控刀架的领域,尤其是涉及一种数控刀架控制方法、系统、存储介质及智能终端。
背景技术:
1、随着装备制造业的蓬勃发展,作为装备业母机的数控机床也在快速的发展并被大规模的应用。作为数控车床重要配套部件——数控刀架在数控车床中有着举足轻重的地位,它的性能直接决定了数控车床的相关性能指标。
2、回转刀架是数控车床最常用的一种典型换刀刀架,一般通过液压系统或电气来实现机床的自动换刀动作,根据加工要求可设计成四方、六方刀架或圆盘式刀架,并相应地安装4把、6把或更多的刀具。回转刀架的换刀动作可分为刀架抬起、刀架转位和刀架锁紧等几个步骤。它的动作是由数控系统发出指令完成的。
3、现有技术中存在以下问题,由于现在数控刀架均数控系统发出指令完成,故工作人员只是在一侧观察甚至脱离观察,故绝大部分不会观察刀架上刀具的锁紧状态,只有在产品出现问题才会进行检查,而此时检查已经为时过晚,大量产品出现了瑕疵,造成了材料的浪费且检查的范围较大检查速度较慢,综合上耽误了产品生产,尚有改进的空间。
技术实现思路
1、为了改善绝大部分不会观察刀架上刀具的锁紧状态,只有在产品出现问题才会进行检查,而此时检查已经为时过晚,大量产品出现了瑕疵,造成了材料的浪费且检查的范围较大检查速度较慢的问题,本技术提供一种数控刀架控制方法、系统、存储介质及智能终端。
2、第一方面,本技术提供一种数控刀架控制方法,采用如下的技术方案:
3、一种数控刀架控制方法,包括:
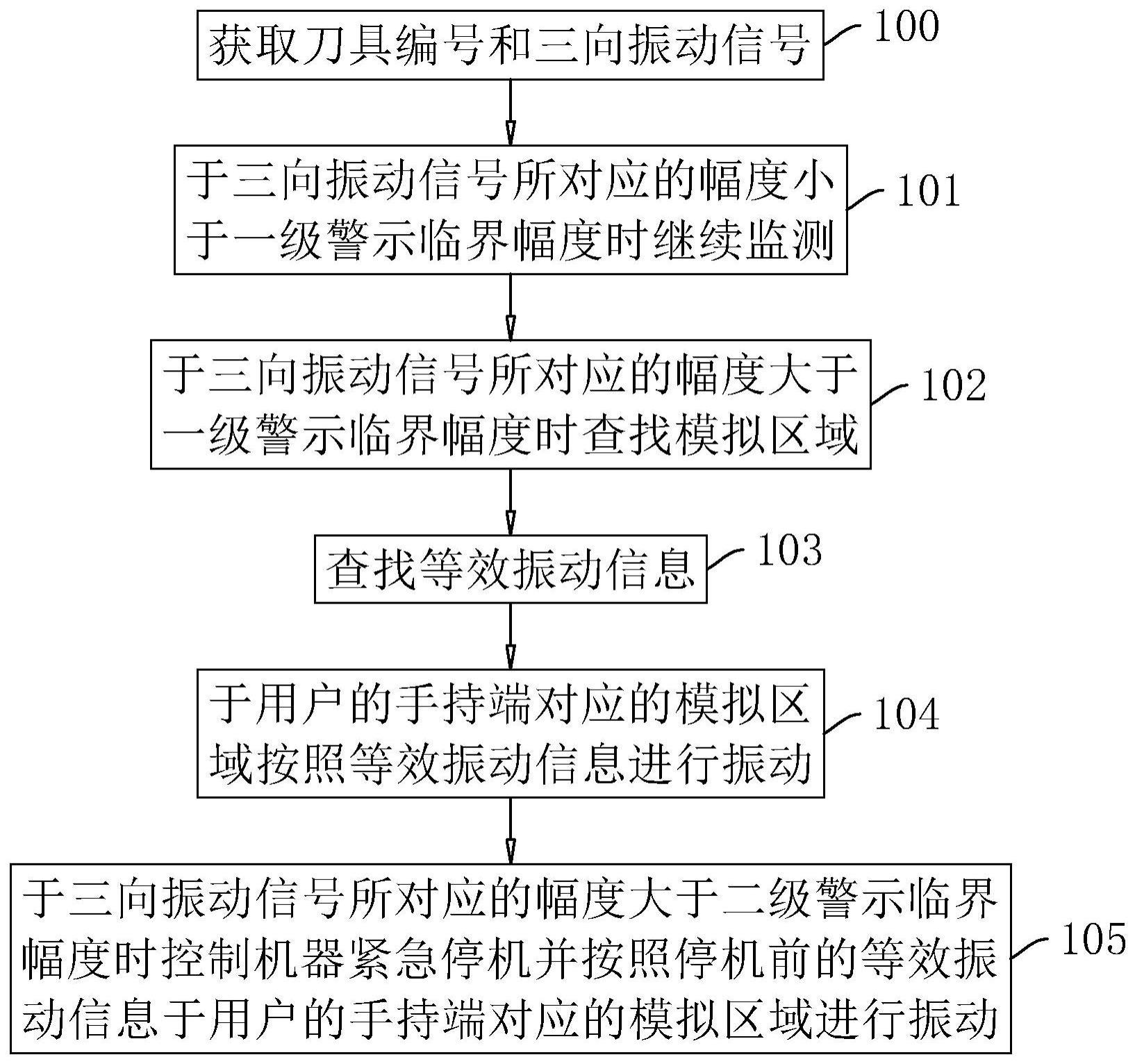
4、于每个刀具上装载三轴向振动传感器后获取刀具编号和三向振动信号;
5、于三向振动信号所对应的幅度小于预设的一级警示临界幅度时继续监测;
6、于三向振动信号所对应的幅度大于一级警示临界幅度时根据刀具编号从预设的位置数据库中查找到对应的模拟区域;
7、根据三向振动信号从预设的等效数据库中查找到对应的等效振动信息;
8、于用户的手持端对应的模拟区域按照等效振动信息进行振动;
9、于三向振动信号所对应的幅度大于预设的二级警示临界幅度时控制机器紧急停机并按照停机前的等效振动信息于用户的手持端对应的模拟区域进行振动。
10、通过采用上述技术方案,通过安装在刀具上的振动传感器检测振动从而确定是否存在松动的情况,当出现松动时将松动信号在工作人员手上的手持端进行模拟,从而提醒工作人员刀具松动的位置,方便工作人员及时观察注意甚至停机处理,提高了检查的及时性,减少了因刀具松动而使得产品质量不高而造成的浪费。
11、可选的,还包括一级警示临界幅度和二级警示临界幅度的设置方法,该方法包括:
12、获取输入的加工工件和加工编程信息;
13、基于加工工件和加工编程信息模拟出加工情境;
14、将加工情境和预设的历史数据库中所存储的所有的历史加工情境相匹配;
15、于两者不匹配时,按照预设的标准一级警示临界幅度作为一级警示临界幅度进行输出,且将预设的标准二级警示临界幅度作为二级警示临界幅度进行输出;
16、于两者匹配成功时,基于匹配成功的历史加工情境从历史数据库中查找对应的历史一级警示临界幅度作为一级警示临界幅度进行输出,且将历史二级警示临界幅度作为二级警示临界幅度进行输出;
17、于三向振动信号所对应的幅度大于历史一级警示临界幅度时获取用户调整动作;
18、于没有获取到用户调整动作时计算历史一级警示临界幅度和预设的增加临界幅度之和,将该和定义为上调一级警示临界幅度并继续于三向振动信号所对应的幅度大于上调一级警示临界幅度时获取用户调整动作;
19、于获取到用户调整动作时将历史一级警示临界幅度或上调一级警示临界幅度作为一级警示临界幅度进行输出并作为历史一级警示临界幅度对历史数据库进行更新;
20、于三向振动信号所对应的幅度大于历史二级警示临界幅度时获取用户开机动作;
21、于不存在用户调整动作且存在用户开机动作时,计算历史二级警示临界幅度和增加临界幅度之和,将该和定义为上调二级警示临界幅度并继续于三向振动信号所对应的幅度大于上调二级警示临界幅度时获取用户调整动作;
22、于存在用户调整动作但不存在用户开机动作时,将历史二级警示临界幅度或上调二级警示临界幅度作为二级警示临界幅度进行输出并作为历史二级警示临界幅度对历史数据库进行更新。
23、通过采用上述技术方案,通过历史数据库内存在的数值和工作人员的反馈情况相结合,合理设置一级警示临界幅度和一级警示临界幅度,提高了振动报警的准确性和合理性。
24、可选的,于两者不匹配时,按照标准一级警示临界幅度作为一级警示临界幅度进行输出,且将标准二级警示临界幅度作为二级警示临界幅度进行输出的方法包括:
25、分析加工情境和历史加工情境后确定相同内容和不同内容;
26、基于不同内容确定区别类别;
27、基于区别类别从预设的影响数据库中查找出对应的影响程度;
28、于影响程度为预设的无影响程度时,将不同内容按照历史加工情境中对应的内容进行更新并重新分析加工情境和历史加工情境;
29、于影响程度为预设的完全影响程度时,按照标准一级警示临界幅度作为一级警示临界幅度进行输出,且将标准二级警示临界幅度作为二级警示临界幅度进行输出;
30、于影响程度为预设的分级影响程度时,基于不同内容和分级影响程度确定实际影响程度;
31、于实际影响程度为无影响程度时,将不同内容按照历史加工情境中对应的内容进行更新并重新分析加工情境和历史加工情境;
32、于实际影响程度为完全影响程度时,按照标准一级警示临界幅度作为一级警示临界幅度进行输出,且将标准二级警示临界幅度作为二级警示临界幅度进行输出。
33、通过采用上述技术方案,当并非是历史数据库内的情景时如果不相同的部分无关紧要,而其余相同的部分又是和历史数据库内的某个历史情景相同时,则完全可以按照对应的历史加工情境进行设置,提高了系统对于新的加工情境的灵活性和适应性。
34、可选的,还包括三向振动信号的核对方法,该方法包括:
35、根据加工情境和刀具编号确定编号加工时间、自带三向振动信号和其它编号三向振动信号;
36、于落入到编号加工时间内时获取三向振动信号,将该三向振动信号和自带三向振动信号进行相减以得到工作三向振动信号;
37、于不落入到编号加工时间内时获取三向振动信号,将该三向振动信号和对应的其它编号三向振动信号相减以得到非工作三向振动信号;
38、于不存在工作三向振动信号时将该刀具编号定义为锁紧刀具编号;
39、于锁紧刀具编号对应的编号加工时间内时且除锁紧刀具编号外的刀具编号存在对应的非工作三向振动信号时将非工作三向振动信号作为除锁紧刀具编号外的刀具编号对应的三向振动信号进行输出。
40、通过采用上述技术方案,通过将加工过程中产生的排除,使得三向振动信息反映的为自身自动的信号而并非因为工作过程而产生的震动,提高了三向振动信号的准确性。
41、可选的,于除锁紧刀具编号外的刀具编号对应的三向振动信号所对应的幅度大于二级警示临界幅度时控制机器紧急停机的方法包括:
42、定义对应的三向振动信号所对应的幅度大于二级警示临界幅度的除锁紧刀具编号外的刀具编号为松动刀具编号,将松动刀具编号对应的编号加工时间定义为松动加工时间;
43、获取落入编号加工时间内的当前时间;
44、根据松动加工时间和当前时间计算出时间跨度;
45、于时间跨度为负值时控制机器紧急停机;
46、于时间跨度为正值时从当前时间开始按照停机前的等效振动信息于用户的手持端对应的模拟区域进行振动;
47、于当前时间往后时间跨度时控制机器紧急停机。
48、通过采用上述技术方案,当得知哪个刀具松动后可以在该松动刀具即将使用前进行停机而使得前序的工作仍然可以进行,且在停机维修后可以快速跟上之前的操作而不耽误加工周期,提高了加工工作的流畅性;且给工作人员预留一定的维修时间,只要在到达松动刀具的工作时间之前进行维修,即可使得整个工作无需停止,提高了加工工作的流畅性。
49、可选的,从当前时间开始于用户的手持端对应的模拟区域进行振动的方法包括:
50、从当前时间开始进行计时以得到累计经过时间;
51、根据时间跨度和累计经过时间计算出接近程度;
52、根据接近程度和等效振动信息计算出提醒幅度;
53、从当前时间开始于用户的手持端对应的模拟区域按照提醒幅度进行振动并获取反馈信息;
54、于反馈信息为预设的已解决信息时重新获取非工作三向振动信号;
55、于重新获取的非工作三向振动信号为0时停止振动并于当前时间往后时间跨度时继续工作。
56、通过采用上述技术方案,在越靠近停机时间时就将振动幅度不断提高,从而催促工作人员及时维修,提高了工作人员对于维修工作的警惕心。
57、可选的,从当前时间开始于用户的手持端对应的模拟区域按照提醒幅度进行振动的方法包括:
58、获取按照提醒幅度进行振动时各个方向上的实际振动曲线;
59、基于实际振动曲线确定波峰值和波谷值;
60、根据波峰值和波谷值计算出绝对值之差,将该差定义为习惯偏差;
61、于习惯偏差小于预设的允许临界值从当前时间开始于用户的手持端对应的模拟区域按照提醒幅度进行振动;
62、于习惯偏差大于允许临界值时基于提醒幅度从预设的方案数据库中查找出对应的光线亮度和音频幅度;
63、将手持端对应的模拟区域按照光线亮度进行闪烁且从手持端上发出音频幅度对应的警示音。
64、通过采用上述技术方案,当用户在当前时间之后始终没有去维修时判断工作人员是否仍然和手持端接触从而确定振动提醒是否有效,当振动提醒无效时则采用声音和光照的方式进行提醒,提高了维修提醒的多样性。
65、第二方面,本技术提供一种数控刀架控制系统,采用如下的技术方案:
66、一种数控刀架控制系统,包括:
67、获取模块,用于获取刀具编号、三向振动信号、加工工件、加工编程信息、当前时间和实际振动曲线;
68、存储器,用于存储上述任一种数控刀架控制方法的控制方法的程序;
69、处理器,存储器中的程序能够被处理器加载执行且实现上述任一种数控刀架控制方法的控制方法。
70、通过采用上述技术方案,通过安装在刀具上的振动传感器检测振动从而确定是否存在松动的情况,当出现松动时将松动信号在工作人员手上的手持端进行模拟,从而提醒工作人员刀具松动的位置,方便工作人员及时观察注意甚至停机处理,提高了检查的及时性,减少了因刀具松动而使得产品质量不高而造成的浪费。
71、第三方面,本技术提供智能终端,采用如下的技术方案:
72、智能终端,包括存储器和处理器,存储器上存储有能够被处理器加载并执行上述任一种数控刀架控制方法的计算机程序。
73、通过采用上述技术方案,通过安装在刀具上的振动传感器检测振动从而确定是否存在松动的情况,当出现松动时将松动信号在工作人员手上的手持端进行模拟,从而提醒工作人员刀具松动的位置,方便工作人员及时观察注意甚至停机处理,提高了检查的及时性,减少了因刀具松动而使得产品质量不高而造成的浪费。
74、第四方面,本技术提供计算机存储介质,能够存储相应的程序,具有内存大数据交互快捷的特点。
75、计算机可读存储介质,采用如下的技术方案:
76、计算机可读存储介质,存储有能够被处理器加载并执行上述任一种数控刀架控制方法的计算机程序。
77、通过采用上述技术方案,通过安装在刀具上的振动传感器检测振动从而确定是否存在松动的情况,当出现松动时将松动信号在工作人员手上的手持端进行模拟,从而提醒工作人员刀具松动的位置,方便工作人员及时观察注意甚至停机处理,提高了检查的及时性,减少了因刀具松动而使得产品质量不高而造成的浪费。
78、综上所述,本技术包括以下至少有益技术效果:
79、1.通过将松动信号在工作人员手上的手持端进行模拟,从而提醒工作人员刀具松动的位置,方便工作人员及时观察注意甚至停机处理,提高了检查的及时性,减少了因刀具松动而使得产品质量不高而造成的浪费;
80、2.通过历史数据库内存在的数值和工作人员的反馈情况相结合,合理设置一级警示临界幅度和一级警示临界幅度,提高了振动报警的准确性和合理性;
81、3.给工作人员预留一定的维修时间,只要在到达松动刀具的工作时间之前进行维修,即可使得整个工作无需停止,提高了加工工作的流畅性。
- 还没有人留言评论。精彩留言会获得点赞!