一种瓶装生产线的设备综合效率的监控系统及方法与流程
本发明涉及工业互联网平台,特别涉及一种瓶装生产线的设备综合效率的监控系统及方法。
背景技术:
1、在瓶装生产线的制造业中,灌装、包装等设备的高效运行对于保持生产线的稳定性和提高产能至关重要。在现有技术中,仅仅通过关注设备的开机时间和产量,而忽略设备的实际运行效率,从而难以及时发现存在的停机、故障和质量问题,这导致了生产效率低下和资源浪费。因此,存在待改进之处。
技术实现思路
1、本发明的目的在于提供一种瓶装生产线的设备综合效率的监控系统及方法,以解决现有技术中存在的忽略设备实际运行效率的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、如上所述,本发明提供了一种瓶装生产线的设备综合效率的监控系统,包括:
4、激光传感器,用于对瓶装生产线上包装瓶或包装盒进行检测;
5、控制器,用于根据所述激光传感器的检测数据,获取包装瓶或包装盒的实时数量;以及
6、互联网平台,用于根据所述控制器记录的所述实时数量,并基于最大验证速度、瓶装生产线运行的班次数据、批次数据、日期数据和/或产线数据,以生成所述瓶装生产线的设备综合效率,所述最大验证速度表征为所述瓶装生产线的最大生产速度;
7、其中,所述设备综合效率表征为运行时间/预定时间。
8、在本发明的一个实施例中,当所述班次数据为同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成所述瓶装生产线的设备综合效率;
9、其中,oee表示为设备综合效率,st表示为结束时间与开始时间的差值,m表示为总件数,v表示最大验证速度。
10、在本发明的一个实施例中,当所述班次数据为不同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成所述瓶装生产线的设备综合效率;
11、其中,
12、
13、
14、在本发明的一个实施例中,当所述批次数据为单个批次同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
15、其中,
16、在本发明的一个实施例中,当所述批次数据为单个批次不同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
17、其中,
18、
19、
20、在本发明的一个实施例中,当所述批次数据为多个批次同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
21、其中,其中pdt表示相邻批次之间的非生产时间。
22、在本发明的一个实施例中,当所述批次数据为多个批次同类产品的连续加工时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
23、其中,
24、
25、在本发明的一个实施例中,所述互联网平台用于根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成瓶装生产线的速度损失值;
26、其中,速度损失值=(x*v-y)/y,x表示a>b的运行时长,a表示每分钟所述瓶装生产线的产出量,b表示为最大验证速度与最低产出比的乘积,y表示为x分钟内所述瓶装生产线的产出总量。
27、本发明还提出一种瓶装生产线的设备综合效率的监控方法,包括:
28、通过激光传感器,对所述瓶装生产线上的包装瓶和包装盒进行检测;
29、通过控制器,根据所述激光传感器的检测数据,获取包装瓶或包装盒的实时数量;以及
30、通过互联网平台,根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据、批次数据、日期数据和/或产线数据,生成所述瓶装生产线的设备综合效率,其中,所述最大验证速度表征所述瓶装生产线的最大生产速度;
31、其中,所述设备综合效率表征为运行时间/预定时间。
32、在本发明的一个实施例中,所述通过激光传感器,对瓶装生产线上的包装瓶和包装盒进行检测的步骤,包括:
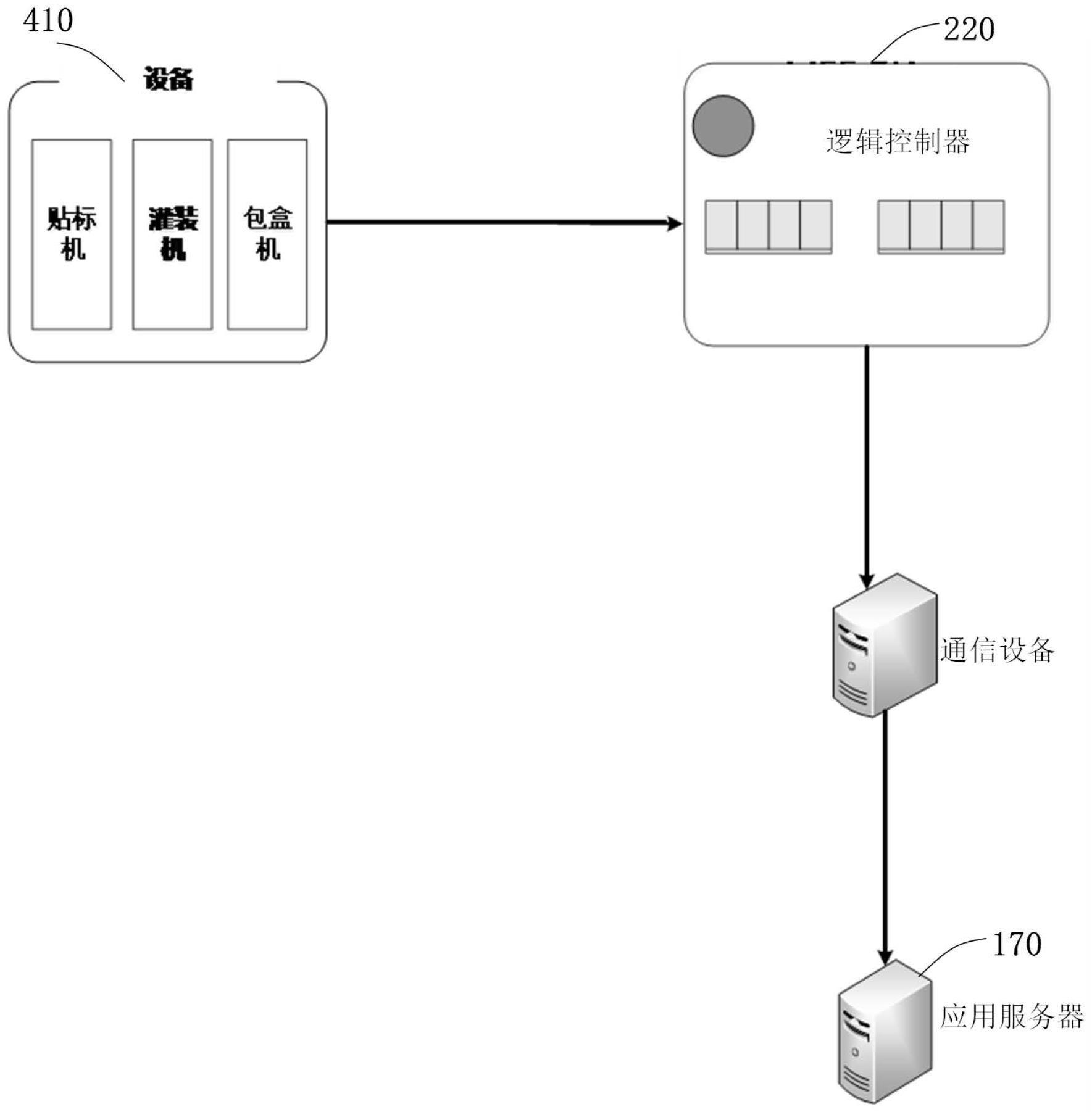
33、在所述瓶装生产线上设有灌装机、贴标机、包盒机和/或装箱机;
34、通过激光传感器,对所述灌装机、所述贴标机、所述包盒机产出的中间品,以及所述装箱机产出的成品进行检测;
35、通过互连网平台,根据在所述瓶装生产线上的投放数量、中间品数量和成品数量,生成所述瓶装生产线的损失数据。
36、本发明提出一种瓶装生产线的设备综合效率的监控系统及方法,可提高瓶装生产线上生产设备的生产效率及质量。当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种瓶装生产线的设备综合效率的监控系统,其特征在于,包括:
2.根据权利要求1所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述班次数据为同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成所述瓶装生产线的设备综合效率;
3.根据权利要求1所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述班次数据为不同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成所述瓶装生产线的设备综合效率;
4.根据权利要求1所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述批次数据为单个批次同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
5.根据权利要求1所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述批次数据为单个批次不同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
6.根据权利要求4所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述批次数据为多个批次同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
7.根据权利要求5所述的瓶装生产线的设备综合效率的监控系统,其特征在于,当所述批次数据为多个批次同类产品的连续加工数据时,所述互联网平台根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的批次数据,生成所述瓶装生产线的设备综合效率;
8.根据权利要求1所述的瓶装生产线的设备综合效率的监控系统,其特征在于,所述互联网平台用于根据所述控制器记录的所述实时数量,并基于最大验证速度、所述瓶装生产线运行的班次数据,生成瓶装生产线的速度损失值;
9.一种瓶装生产线的设备综合效率的监控方法,其特征在于,包括:
10.根据权利要求9所述的瓶装生产线的设备综合效率的监控方法,其特征在于,所述通过激光传感器,对瓶装生产线上的包装瓶和包装盒进行检测的步骤,包括:
技术总结
本发明涉及工业互联网平台领域,特别涉及一种瓶装生产线的设备综合效率的监控系统及方法。监控系统包括:激光传感器,用于对瓶装生产线上包装瓶或包装盒进行检测;控制器,用于根据激光传感器的检测数据,获取包装瓶或包装盒的实时数量;以及互联网平台,用于根据控制器记录的实时数量,并基于最大验证速度、瓶装生产线运行的班次数据、批次数据、日期数据和/或产线数据,以生成瓶装生产线的设备综合效率,最大验证速度表征为瓶装生产线的最大生产速度;其中,设备综合效率表征为运行时间/预定时间。本发明可提高瓶装生产线上生产设备的生产效率及质量。
技术研发人员:彭汉
受保护的技术使用者:合肥源泓蓁信息技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!