一种灼烧窑自动倒料码垛控制系统的制作方法
本发明涉及灼烧窑,具体为一种灼烧窑自动倒料码垛控制系统。
背景技术:
1、稀土冶炼分离、沉淀形成的碳酸(草酸)稀土需经灼烧工序生成稀土氧化物。稀土钵被放置于可通过推动装置推动的推板砖上,缓慢地被推进天然气灼烧窑或者电热灼烧窑中完成升温、干燥、灼烧、冷却等阶段后,从灼烧炉另一端移出。
2、目前由于灼烧炉自动化程度低,需要工人手动将灼烧后的稀土氧化物从稀土钵中倒出,并且将钵子以及推板砖手动摆好方便运输,人工作业强度大,接触粉尘不利于员工健康。
技术实现思路
1、针对现有技术的不足,本发明提供了一种灼烧窑自动倒料码垛控制系统,解决了目前由于灼烧炉自动化程度低,需要工人手动将灼烧后的稀土氧化物从稀土钵中倒出,并且将钵子以及推板砖手动摆好方便运输,人工作业强度大,接触粉尘不利于员工健康的问题。
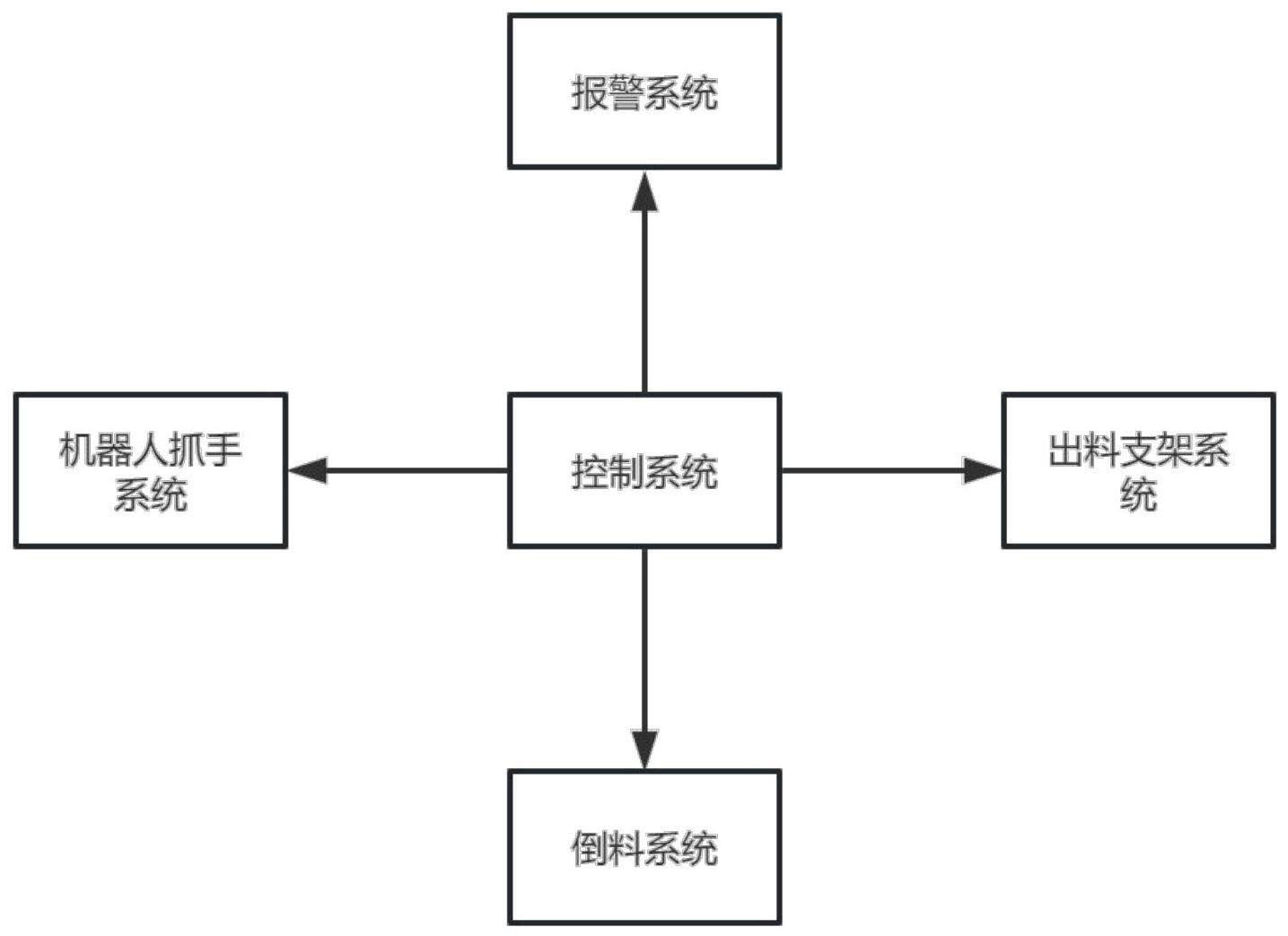
2、为实现以上目的,本发明通过以下技术方案予以实现:一种灼烧窑自动倒料码垛控制系统,包括:出料支架系统、机器人抓手系统、倒料机系统和报警系统。
3、优选的,所述出料支架系统包括支撑单元和感应单元,所述支撑单元是通过多个钢架组合焊接而成的支持架,所述感应单元是对稀土钵的位置进行感应并对应发出指令处理。
4、优选的,所述机器人抓手系统包括导向单元、保险单元、夹持单元、驱动单元和ccd单元,所述导向单元由滑动导轨模块和导轨固定滑块组成,所述导轨模块是通过轨道进行导向处理,所述导轨固定滑块是在滑动导轨模块内进行滑动处理,所述保险单元是进行保护处理,所述夹持单元由动夹持模块、检知传感器模块和耐高温硅胶垫组成,所述动夹持模块是对产品物料进行夹持处理,所述检知感应模块是对产品物料感应后,发出对应夹持指令处理,所述耐高温硅胶垫是进行耐高温保护处理,所述驱动单元由夹紧气缸单元和ccd单元组成,所述ccd单元是进行图像识别感应处理,所述夹紧气缸单元是通过气缸进行伸缩夹持处理。
5、优选的,所述倒料系统包括刷锅单元、电箱单元和存放单元,所述刷锅单元是进行清理处理,所述电箱单元是对电路、电力存放处理,所述存放单元是对物料进行存放处理。
6、优选的,所述感应单元还包括干锅位置传感器和拖砖位置传感器,所述干锅位置传感器是对干锅位置进行感应处理,所述拖砖位置传感器是对拖砖位置进行处理。
7、优选的,所述机器人抓手系统还包括固定单元,所述固定单元由对接法兰和主固定板组成,所述对接法兰将主固定板和抓手进行固定连接处理。
8、优选的,所述倒料机系统还包括除尘罩、抽风机、防尘袋和倒料口,所述除尘罩的一侧设置有倒料口,所述除尘罩的另一侧连通有抽风机,所述抽风机的输出端连通有防尘袋。
9、优选的,所述报警系统包括检测单元和警示单元,所述检测单元由设定模块和感应模块组成,所述设定模块是对达到上限的数量进行设定处理,所述感应模块是进行数量和位置上的感应处理,所述警示单元由语音警示模块和信息警示模块组成,所述语音警示模块是通过声音报警进行提醒处理,所述信息警示模块是通过短信提醒处理。
10、优选的,所述警示单元还包括制动模块,所述制动模块在警示无效后进行紧急制动处理。
11、工作原理:在支撑单元上的每一个出口的摆放4个稀土钵,放置于3块连续的推板砖上,设置三层共有9个出口,每层最右边的出口末端设有行程开关作为感应装置,如果右边出料架稀土钵被推至出口末端,则行程开关闭合,感应到此时稀土钵存在,且推动装置推动该层推板砖的指令被锁住,不能再执行推动指令,当机器人完成该层夹取流程后解除锁定指令,如果9个出口摆满了稀土钵,即所有行程开关处于闭合状态,则推动装置无法再推动任何一层的推板砖,那么程序按照自下而上自右往左的夹取顺序去夹取稀土钵和推板砖,并依次解锁推动装置,当某一层行程开关闭合,程序感应到末端有稀土钵存在,rs080n机器人收到指令去夹取该层稀土钵以及推板砖,首先rs080n机器人会移动至距离稀土钵大约一个钵子长度的正前方,然后降低速度通过驱动单元上的行程开关去感应第一块稀土钵的位置,当驱动单元上的行程开关闭合,此时驱动单元感应到稀土钵的位置,执行夹取指令,此时夹具闭合夹紧稀土钵,随后移动至存放单元正上方,完成夹取动作,随后通过旋转夹具180°并抖动完成倒料动作,倒料完成后,将钵子放置于中间感应台上压住前端的行程开关,感应台上设有前端、后端2个行程开关,前端的用于感应稀土钵,后端用于感应推板砖,此时rs020n机器人感应到中间感应台有稀土钵,当rs080n机器人放完稀土钵并移动出移动范围重叠区后,rs020n机器人运行指令夹取中间台稀土钵并开始计数,通过计数计算出该顺位应该摆放在稀土钵栈板上的精确位置并完成指令动作,从而完成稀土钵码垛工作,当rs080n机器人夹取完第一钵稀土后,通过其感应到的位置通过程序计算,计算出另外3个稀土钵的位置,并通过行程开关感应完成剩余3个稀土钵的夹取动作,随后重复倒料,放钵的指令。当4钵稀土全部夹取完毕后,rs080n机器人执行夹取推板砖的指令,并来到该出口推板砖的正前方,开始感应推板砖的位置,通过驱动单元上的行程开关感应到第一块推板砖的位置后,再计算出剩余推板砖的位置,并完成推板砖的夹取和放置指令,推板砖将被放置于中间感应台的后端压住后端的行程开关,当后端行程开关闭合,rs020n机器人感应到中间感应台有推板砖存在,随后开始执行夹取推板砖的指令并通过计数计算出当前顺位需要摆放在推板砖栈板的精确位置并完成指令动作,从而完成推板砖码垛工作,当预设的稀土钵码垛或者推板砖码垛计数达到上限后,报警装置启动,所有机器人停在安全位置暂停工作,此时工人将放满稀土钵或者推板砖的栈板通过拖车拖走并复位报警程序,并按下机器人再启动按钮,机器人将继续执行指令继续工作,从而机器人根据程序指令周而复始的完成倒料、码垛流程,使整个操作无需人工进行,提高了自动化程度,更方便运输,减轻了工作强度,更好的保护员工的健康。
12、本发明提供了一种灼烧窑自动倒料码垛控制系统。具备以下有益效果:
13、本发明通过出料支架系统、机器人抓手系统、倒料机系统和报警系统,自由度较高,可以完成较复杂的抓取任务。利用编码器设定软限位,as语言编程,plc连接,控制提高其动作精度,实现坩锅转运、稀土收集装袋、坩埚码垛和托砖的搬运和码垛。
技术特征:
1.一种灼烧窑自动倒料码垛控制系统,其特征在于,包括:出料支架系统、机器人抓手系统、倒料机系统和报警系统。
2.根据权利要求1所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述出料支架系统包括支撑单元和感应单元,所述支撑单元是通过多个钢架组合焊接而成的支持架,所述感应单元是对稀土钵的位置进行感应并对应发出指令处理。
3.根据权利要求1所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述机器人抓手系统包括导向单元、保险单元、夹持单元、驱动单元和ccd单元,所述导向单元由滑动导轨模块和导轨固定滑块组成,所述导轨模块是通过轨道进行导向处理,所述导轨固定滑块是在滑动导轨模块内进行滑动处理,所述保险单元是进行保护处理,所述夹持单元由动夹持模块、检知传感器模块和耐高温硅胶垫组成,所述动夹持模块是对产品物料进行夹持处理,所述检知感应模块是对产品物料感应后,发出对应夹持指令处理,所述耐高温硅胶垫是进行耐高温保护处理,所述驱动单元由夹紧气缸单元和ccd单元组成,所述ccd单元是进行图像识别感应处理,所述夹紧气缸单元是通过气缸进行伸缩夹持处理。
4.根据权利要求1所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述倒料系统包括刷锅单元、电箱单元和存放单元,所述刷锅单元是进行清理处理,所述电箱单元是对电路、电力存放处理,所述存放单元是对物料进行存放处理。
5.根据权利要求2所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述感应单元还包括干锅位置传感器和拖砖位置传感器,所述干锅位置传感器是对干锅位置进行感应处理,所述拖砖位置传感器是对拖砖位置进行处理。
6.根据权利要求3所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述机器人抓手系统还包括固定单元,所述固定单元由对接法兰和主固定板组成,所述对接法兰将主固定板和抓手进行固定连接处理。
7.根据权利要求4所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述倒料机系统还包括除尘罩、抽风机、防尘袋和倒料口,所述除尘罩的一侧设置有倒料口,所述除尘罩的另一侧连通有抽风机,所述抽风机的输出端连通有防尘袋。
8.根据权利要求1所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述报警系统包括检测单元和警示单元,所述检测单元由设定模块和感应模块组成,所述设定模块是对达到上限的数量进行设定处理,所述感应模块是进行数量和位置上的感应处理,所述警示单元由语音警示模块和信息警示模块组成,所述语音警示模块是通过声音报警进行提醒处理,所述信息警示模块是通过短信提醒处理。
9.根据权利要求8所述的一种灼烧窑自动倒料码垛控制系统,其特征在于:所述警示单元还包括制动模块,所述制动模块在警示无效后进行紧急制动处理。
技术总结
本发明涉及灼烧窑技术领域,公开了一种灼烧窑自动倒料码垛控制系统,包括:出料支架系统、机器人抓手系统、倒料机系统和报警系统。优选的,所述出料支架系统包括支撑单元和感应单元,所述支撑单元是通过多个钢架组合焊接而成的支持架,所述感应单元是对稀土钵的位置进行感应并对应发出指令处理。优选的,所述机器人抓手系统包括导向单元、保险单元、夹持单元、驱动单元和CCD单元。通过出料支架系统、机器人抓手系统、倒料机系统和报警系统,自由度较高,可以完成较复杂的抓取任务。利用编码器设定软限位,AS语言编程,PLC连接,控制提高其动作精度,实现坩锅转运、稀土收集装袋、坩埚码垛和托砖的搬运和码垛。
技术研发人员:肖卫东,陈皆良,胡巍钟,邓曹锋,曾杨友,华明有,杨俊,谢忠亮
受保护的技术使用者:赣州稀土友力科技开发有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!