一种六面钻双通道共享轴切换控制方法与流程
本发明涉及一种轴切换控制方法,具体是一种六面钻双通道共享轴切换控制方法。
背景技术:
1、在板式家具行业,随着六面钻的设备兴起,解决板式定制家具行业钻孔难,降低了人工成本,提高了生产效率,提高了产品精度。随着时间发展,六面钻机型也衍生了很多种,六面钻双工位的机型也面向市场,双工位六面钻,总共有14个轴以上。这种双工位六面钻加工方式比较复合,多样化,一方面是轴比较多,而且需要采用双工位加工,两边工位分别加工宽度小于多少的板子,或者一边工位加工大板,另外一边工位,采取避让方式,有些轴还得在两个通道之间切换,轴之间的避让,现有技术比较难以支持,在选择数控方案上面比较难以选择。
2、目前有采用两套数控系统,两边工位的轴的数据交互比较困难,涉及到通讯,接线麻烦,还得分开两边去操作,操作麻烦,成本也高等多方面的问题。还有一种是两边工位只能分别加工小板,无法做到轴切换到一边工位加工。为此,如何利用轴的不同状态的切换,解决六面钻双通道控制中轴的共享和释放成为了目前急需解决的难题。
3、因此,本领域技术人员提供了一种六面钻双通道共享轴切换控制方法,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供一种六面钻双通道共享轴切换控制方法,利用轴的不同状态的切换,解决了六面钻双通道控制中轴的共享和释放问题,实现了轴在双通道的切换控制,用一套系统解决双工位六面钻的复杂加工模式,满足多种模式加工的需求,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种六面钻双通道共享轴切换控制方法,所述方法应用于六面钻系统,所述六面钻系统包括双通道共享轴以及六面钻内部控制器,其中所述双通道共享轴包括通道一的y轴与z轴、通道二的o轴与r轴;所述方法包括以下步骤:
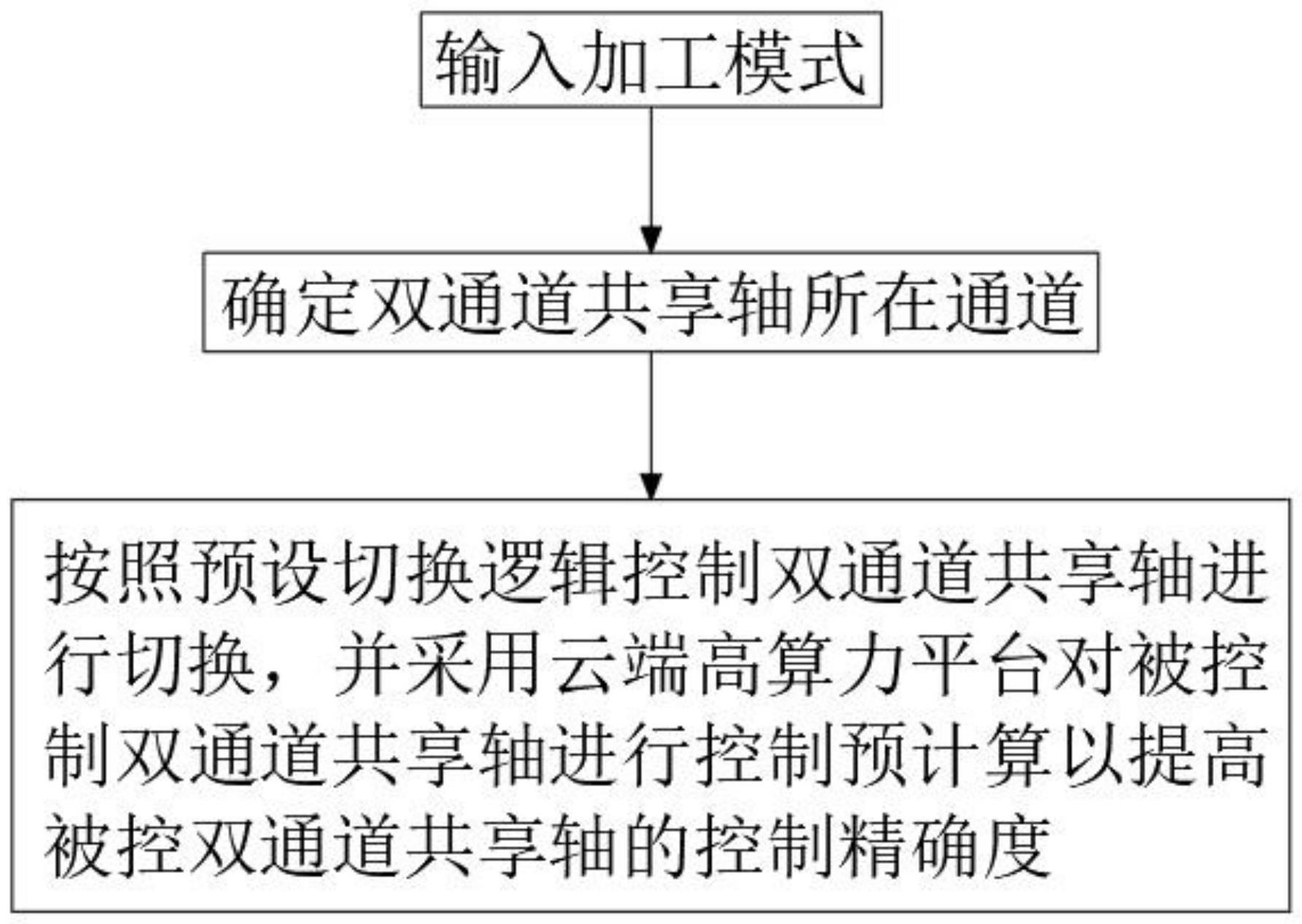
4、输入加工模式,加工模式包括:模式一、通道一的y轴与z轴、通道二的o轴与r轴各自加工;模式二、y轴、z轴、o轴与r轴都在通道一加工;模式三、y轴、z轴、o轴与r轴都在通道二加工;
5、确定双通道共享轴所在通道,即六面钻初始状态;
6、按照预设切换逻辑控制双通道共享轴进行切换,并采用云端高算力平台对被控制双通道共享轴进行控制预计算以提高被控双通道共享轴的控制精确度。
7、作为本发明进一步的方案:所述云端高算力平台的具体计算过程为:
8、将六面钻初始状态xo(0)、六面钻第一个扰动wo(0)输入云端高算力平台;
9、通过最优控制方法计算出状态轨迹xo(0:n)、控制轨迹uo(0:n)、扰动轨迹wo(0:n);
10、将状态轨迹xo(0:n)、控制轨迹uo(0:n)、扰动轨迹wo(0:n)传输到六面钻内部控制器中;
11、通过最优扩展算法计算出六面钻系统在时间k时的控制轨迹最佳值或期望值;
12、将该最佳值或期望值反馈给六面钻,六面钻根据控制轨迹最佳值或期望值进行双通道共享轴的转移;
13、将六面钻当前状态x(k)、六面钻当前扰动w(k)通过最优扩散算法再次计算,以使系统从当前状态进入参考状态。
14、作为本发明再进一步的方案:所述最优扩散算法具体包括:
15、δx(k)=x(k)-xo(k)表示六面钻系统的当前状态x(k)和系统的参考状态xo(k)之间的差异;
16、δw(k)=w(k)-wo(k)表示六面钻系统的当前扰动w(k)和系统的参考扰动wo(k)之间的差异;
17、表示考虑到当前扰动,在时间k时需要采取的控制操作,以使系统从当前状态进入参考状态,其计算为状态和干扰差异的线性组合,由两个矩阵和加权,其中:为控制轨迹与系统状态关联的最佳增益控制矩阵,为控制轨迹与扰动关联起来的最佳增益控制矩阵。
18、作为本发明再进一步的方案:所述六面钻系统在时间k时的控制轨迹最佳值或期望值为u*(k),u*(k)=uo(k)+δu(k),其中,uo(k)表示六面钻系统在时间k时的控制轨迹当前值或初始值。
19、作为本发明再进一步的方案:在所述模式一状态下,六面钻系统同时加工两块板材一,板材一的宽度不超过750毫米,具体切换逻辑如下:
20、通道一与通道二都处在待机状态,没有加工,共享轴的控制权随机的在通道一或通道二;
21、通道一或通道二启动板材一加工程序,先启动程序的通道通过六面钻内部控制器判断共享轴控制权在哪个通道,则用哪个通道的快速定位轴功能;
22、若通道一先执行程序,通道二后启动程序,用通道一控制快速定位轴功能,把轴避让到安全位置;反之通道二先执行程序,则用通道二控制快速定位轴功能;
23、通道一执行共享轴控制权切换,y轴、z轴交给通道一,o轴、r轴交给通道二;
24、通道二等待前面通道一执行完快速定位轴动作,和分配好共享轴的控制权之后,再执行后面动作;
25、六面钻各个轴定位好了之后,启动加工,互不影响。
26、作为本发明再进一步的方案:在所述模式二与模式三状态下,六面钻系统加工一块板材二,板材二的宽度超过750毫米,具体切换逻辑如下:
27、通道一与通道二都处在待机状态,没有加工,共享轴的控制权随机的在通道一或通道二;
28、通道一或通道二启动板材二加工程序,先启动程序的通道通过六面钻内部控制器判断共享轴控制权在哪个通道,则用哪个通道的快速定位轴功能;
29、若通道一先执行程序,通道二通过六面钻内部控制器限制不能启动程序,用通道一的控制快速定位轴功能,把轴都避让到安全位置,包括通道二的轴;反之先执行通道二的程序,则限制通道一的;
30、通道一执行共享轴控制权切换,y轴、z轴、o轴、r轴交给通道一;
31、六面钻各个轴定位好了之后,启动加工。
32、作为本发明再进一步的方案:若所述通道一已经在执行程序加工板材二了,共享轴yzor的控制权在通道一,则通道二需要等待通道一加工完成后,再切换共享轴yzor的控制权回来执行加工;
33、若通道二已经在执行程序加工板材二了,共享轴yzor的控制权在通道二,则通道一需要等待通道二加工完成后,再切换共享轴yzor的控制权回来执行加工。
34、与现有技术相比,本发明的有益效果是:
35、1、本技术采用一套数控系统以及双通道共享轴的技术,提出了共享轴的方式来解决六面钻双通道控制中的轴间的同步控制问题,实现了不同通道的轴的交互控制。此外,利用轴的不同状态的切换,解决了六面钻双通道控制中轴的共享和释放问题,实现了轴在双通道的切换控制,用一套系统解决双工位六面钻的复杂加工模式,满足多种模式加工的需求。
36、2、本技术采用云端高算力平台对被控制系统进行最优控制预计算,然后将控制数据回传至被控系统再采用扩展算法进行微调,一方面降低了被控系统计算复杂度,另一方面更进一步提高了被控系统的控制精确度。
- 还没有人留言评论。精彩留言会获得点赞!