数控机床系统中实现多Z轴联动控制的方法、装置、处理器及其计算机可读存储介质与流程
本发明涉及数控机床系统领域,尤其涉及数控机床系统的运动控制领域,具体是指一种数控机床系统中实现多z轴联动控制的方法、装置、处理器及其计算机可读存储介质。
背景技术:
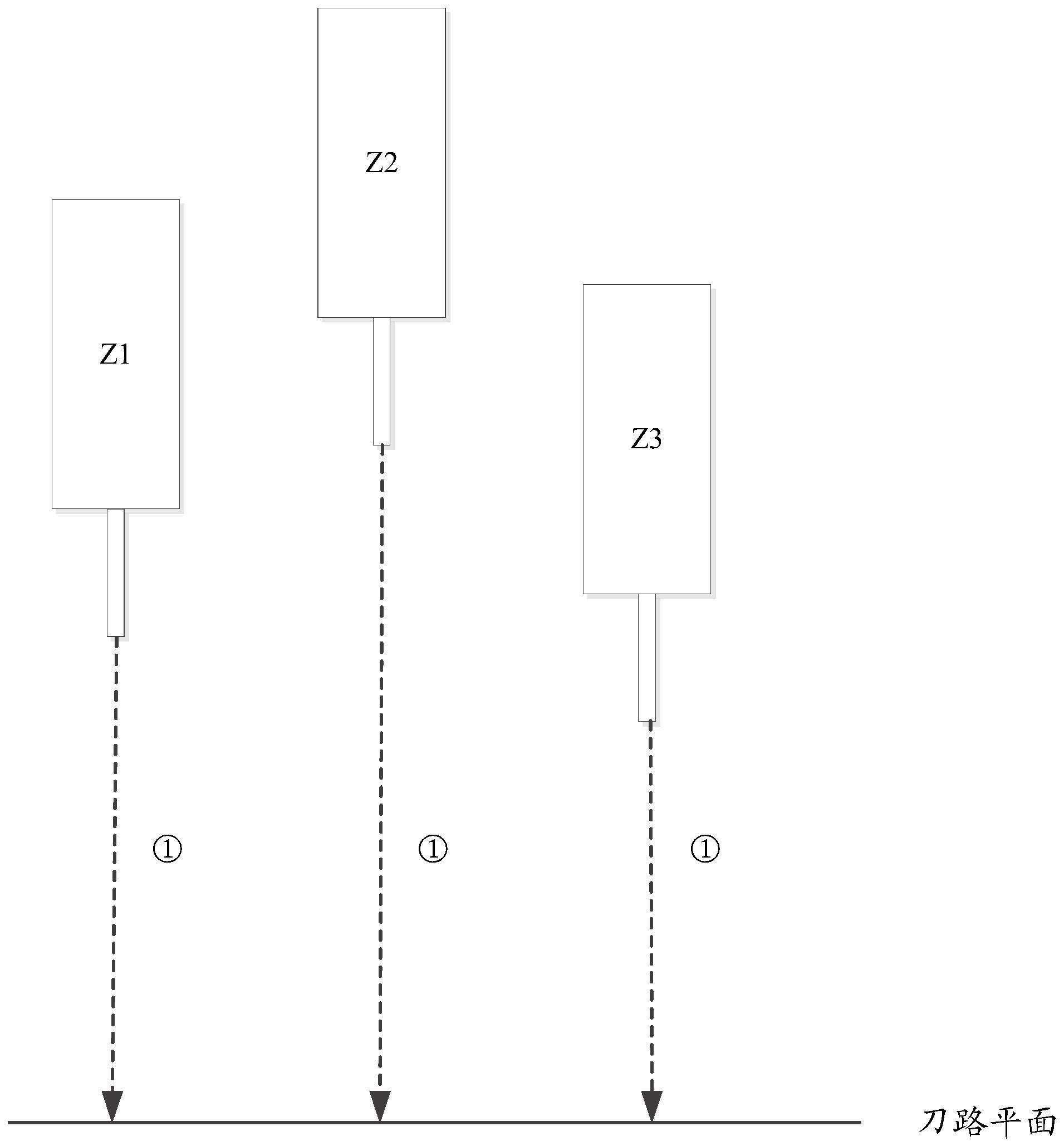
1、现有技术:对于多z轴的机床,进行加工之前需要将各z轴工件坐标调整到相同值。步骤是:
2、1、确定各z轴的目标工件坐标。
3、2、调整各z轴运动到目标工件坐标。
4、如图1所示。运动①为步骤2产生的运动。运动②为刀路指令多z联动加工产生的运动,各z轴从调整平面运动到刀路中指令的平面。
5、后续多z联动加工时,使用第一个有效的z轴计算运动控制信息,将算出的运动控制信息发送到所有z轴,使所有z轴运动均相同。
6、缺陷:如换刀、对刀、切换坐标系等所有使各z轴的工件坐标发生变化的功能执行后,各z轴的工件坐标不一致,都需要执行上述调整流程。每次执行调整流程都需要消耗时间,降低了生产效率。
技术实现思路
1、本发明的目的是克服了上述现有技术的缺点,提供了一种满足操作简便、生产效率高、适用范围较为广泛的数控机床系统中实现多z轴联动控制的方法、装置、处理器及其计算机可读存储介质。
2、为了实现上述目的,本发明的数控机床系统中实现多z轴联动控制的方法、装置、处理器及其计算机可读存储介质如下:
3、该数控机床系统中实现多z轴联动控制的方法,其主要特点是,所述的方法包括以下步骤:
4、(1)将刀路中的z指令运动分发给各z轴;
5、(2)计算各z轴中运动距离最长的轴的运动速度;
6、(3)其非运动距离最长的z轴按照运动距离最长的z轴的运动比例进行等比例运动;
7、(4)判断当前运动中的各z轴的运动速度是否存在相同的运动,如果是,则与前后运动连续计算速度;否则,不与前后运动连续计算运动速度;
8、(5)判断当前运动中各z轴与前后运动中的各z轴是否存在相同的运动,如果是,则与前后运动连续计算运动速度;否则,不与前后运动连续计算运动速度。
9、较佳地,所述的步骤(2)中各z轴中运动距离最长的轴的运动速度为与其他非z轴计算合速度的z轴的运动速度,其中合速度受指令的进给速度等对于合速度的限制。
10、较佳地,所述的步骤(3)中进行等比例运动的运动速度小于等于(2)中各z轴中运动距离最长的轴的运动速度。
11、较佳地,所述的方法中不与前后运动连续计算运动速度,即满足运动相连处的速度与无相邻运动时速度相同。
12、该数控机床系统中用于实现多z轴联动控制的装置,其中所述的装置包括:
13、处理器,被配置成执行计算机可执行指令;
14、存储器,存储一个或多个计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控机床系统中实现多z轴联动控制的方法的各个步骤。
15、该数控机床系统中用于实现多z轴联动控制的处理器,其中所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的数控机床系统中实现多z轴联动控制的方法的各个步骤。
16、该计算机可读存储介质,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述的数控机床系统中实现多z轴联动控制的方法的各个步骤。
17、采用了本发明的数控机床系统中实现多z轴联动控制的方法、装置、处理器及其计算机可读存储介质,以更多的计算换取运动环节的减少,以达到提高生产效率的目的。本发明达到了多z轴不执行额外的调整过程,即可以直接按加工刀路指令运动的效果。提高了加工效率。
技术特征:
1.一种数控机床系统中实现多z轴联动控制的方法,其特征在于,所述的方法包括以下步骤:
2.根据权利要求1所述的数控机床系统中实现多z轴联动控制的方法,其特征在于,所述的步骤(2)中各z轴中运动距离最长的轴的运动速度为与其他非z轴计算合速度的z轴的运动速度,其中合速度受指令的进给速度等对于合速度的限制条件所约束。
3.根据权利要求1所述的数控机床系统中实现多z轴联动控制的方法,其特征在于,所述的步骤(3)中进行等比例运动的运动速度小于等于(2)中各z轴中运动距离最长的轴的运动速度。
4.根据权利要求1所述的数控机床系统中实现多z轴联动控制的方法,其特征在于,所述的方法中不与前后运动连续计算运动速度,即满足运动相连处的速度与无相邻运动时速度相同。
5.一种数控机床系统中用于实现多z轴联动控制的装置,其特征在于,所述的装置包括:
6.一种数控机床系统中用于实现多z轴联动控制的处理器,其特征在于,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现权利要求1至4中任一项所述的数控机床系统中实现多z轴联动控制的方法的各个步骤。
7.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现权利要求1至4中任一项所述的数控机床系统中实现多z轴联动控制的方法的各个步骤。
技术总结
本发明涉及一种数控机床系统中实现多Z轴联动控制的方法,包括以下步骤:将刀路中的Z指令运动分发给各Z轴;计算各Z轴中运动距离最长的轴的运动速度;其非运动距离最长的Z轴按照运动距离最长的Z轴的运动比例进行等比例运动;如果当前运动中的各Z轴的运动速度存在相同的运动,则与前后运动连续计算速度;如果当前运动中各Z轴与前后运动中的各Z轴存在相同的运动,则与前后运动连续计算运动速度。本发明还涉及一种数控机床系统中用于实现多Z轴联动控制的装置、处理器及可读存储介质。采用了本发明的数控机床系统中实现多Z轴联动控制的方法、装置、处理器及其计算机可读存储介质,以更多的计算换取运动环节的减少,以达到提高生产效率的目的。
技术研发人员:莫章永,方敏,汤同奎
受保护的技术使用者:上海维宏电子科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!