冶金自动化系统电气设备模块化预调试方法、系统及装置与流程
本发明涉及电气设备调试领域,具体涉及冶金自动化系统电气设备模块化预调试方法、系统及装置。
背景技术:
1、在实际施工调试过程中,调试进度及效率往往会受到现场设备安装条件与系统搭建条件所限制,建设工期和人工成本造成大量浪费,其中plc系统、mcc控制回路系统与液压站系统调试工作具有复杂性高、专业性强、体量大的特点,系统调试进度的快慢对项目的整体施工进度有着不小的影响,首先,由于前期plc系统搭建受施工进度的影响,无法正常投入使用,影响了对液压系统的安全性和稳定性的监控。
2、施工现场涉及大量恒速控制电机的调试工作,其mcc柜控制回路系统控制电缆用量大、布线复杂、故障率高,需提前测试相关线路与功能,若在产线试车过程中,发现mcc柜控制回路内部线路问题,常常需要停电检查,对现场设备调试进度和设备安全都无法得到有效保障。
3、最后,plc调试工作流程繁杂、效率低下、调试进度不紧凑、调试周期长。
技术实现思路
1、由于现有技术存在上述缺陷,本发明提供了一种冶金自动化系统电气设备模块化预调试方法、系统及装置,以解决现有实际施工调试过程中,调试进度及效率低的问题。
2、为实现上述目的,本发明提供如下技术方案:
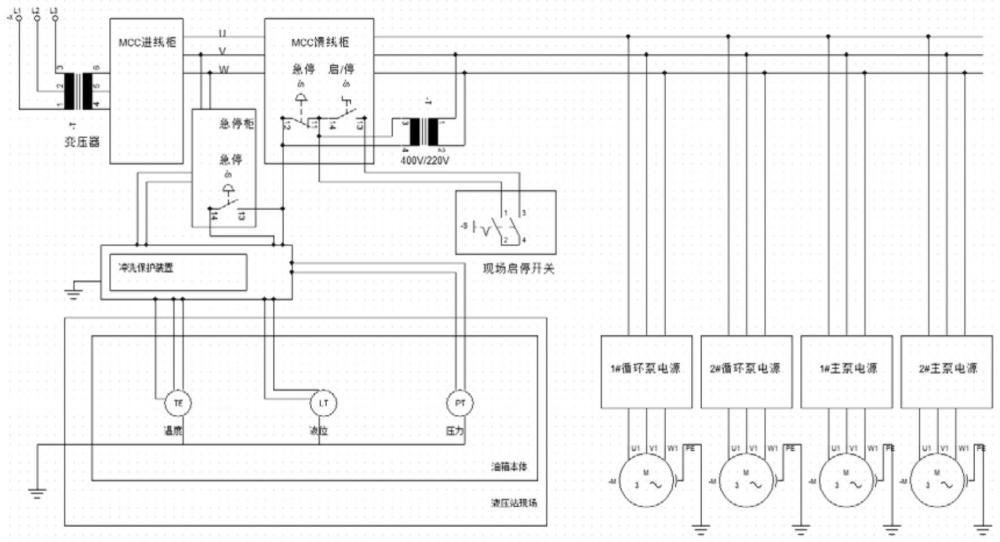
3、液压系统管道冲洗保护装置,包括保护装置箱体,箱体内部设置处理器,外部设置显示屏和输入/输出接线端,各种检测传感器设置在液压站现场相应的位置,并且通过箱体上的输入接线端子与装置连接;箱体上的输出接线端子与mcc电气柜的相应端子连接;处理器接收到液压站现场的检测信号并进行处理后,向mcc电气柜输出控制信号。
4、所述检测传感器包括温度、压力、液位传感器。
5、一种冶金自动化液压站管道冲洗系统,包括液压站部分、mcc控制回路部分;其中,液压站部分和mcc控制回路部分之间设置权利要求1所述的液压系统管道冲洗保护装置,液压系统管道冲洗保护装置的输入端子与液压站中的各检测传感器对应连接,输出端子与mcc控制回路部分的启停信号控制端连接。
6、冶金自动化系统电气设备模块化预调试方法,对所述系统依次按照单体调试、回路调试、plc点位调试的顺序进行调试;其中,
7、单体调试时,在液压站管道冲洗前,预先获取液压站部分的各种参数,并设定相应的阈值;将液压站系统保护控制回路接入测试装置,使用测试装置离线保护功能,对液压站系统进行二次精冲程序;
8、回路调试时,确认控制回路电压等级,控制模式选择,输入、输出元器件,回路控制原理,动作方式,结合mcc柜控制要求与测试装置进行配置,对mcc柜控制回路信号进行逐一测试,测试装置输入、输出信号与所测试mcc柜信号相对比,记录测试结果;
9、plc点位调试包括网络分析部分和i/o测试部分;其中,
10、网络分析部分具备离线监测的功能,实时扫描plc连接的拓扑网络,并生成拓扑图,显示plc柜内拓扑连接关系;并依据网络分析结果,判断拓扑连接是否出现故障、ip地址是否重复、plc设计是否合理;
11、i/o测试部分,预先通过plc采集到的参数信息,直接在虚拟环境中对已经接线完成的回路进行打点确认,判断现场i/o设备接线与实际i/o模块是否匹配,并通过模块组态查看现场设备的状态;然后,在现场应用plc系统i/o测试装置,对plc系统的i/o信号进行测试。
12、所述单体调试包括如下步骤:
13、步骤1、对液压站主回路及电机进行绝缘测试,急停柜控制回路检查绝缘测试,变压器及继电器测试;
14、步骤2、对二次回路的各路信号进行接线及通断测试;
15、步骤3、实时获取液位油位、液压油温度、油压数据,并与预先设定的阈值进行比较,将超过阈值对应的信号电源切断,发出指示信号;
16、步骤4、管道冲洗前,检查系统配管及冲洗回路,将过滤器中的工作滤芯更换为冲洗滤芯,清洗油箱并检查后,加入液压油;
17、步骤5、检查液压站内设备、管道上的阀门开关状态,主泵吸入口的蝶阀开关状态,以及电机转向;
18、步骤6、检查无误后,启动冲洗流程。
19、所述冲洗过程中,控制循环泵始终处于运转状态,主泵先空载启动后再加载,停泵前先进行卸压再停泵。
20、mcc回路检查及调试方法包括如下步骤:
21、步骤a、将匹配的控制电源接入mcc柜控制回路开关进线端;
22、步骤b、将mcc需要测试的端子或电机控制回路接线端子与测试装置的接线端子对应连接;
23、步骤c、若接入的是mcc主回路端子,则将mcc主回路开关合闸,按照与测试装置接好的控制线和信号线逐一测试;
24、步骤d、若接入的是电机控制回路接线端子,则按照如下过程进行测试,
25、步骤d1、将测试装置的选择开关旋转至就地控制档位,按下测试装置启动按钮,令mcc主接触器吸合,mcc柜运行指示灯、测试装置运行指示灯同时点亮,且测试装置准备好、运行对应的蜂鸣器发出声响;
26、步骤d2、按下测试装置的停止按钮,运行指示灯熄灭,蜂鸣器停止声响,并且停止指示灯点亮;
27、步骤d3、将测试装置的选择开关旋转至远程控制,测试装置的远程控制蜂鸣器发出声响;
28、步骤d4、模拟控制回路过热故障,停止指示灯熄灭,故障指示灯点亮,同时运行蜂鸣器、准备好蜂鸣器停止声响,故障指示蜂鸣器发出声响;
29、步骤d5、故障复位后,准备好指示灯亮,准备好蜂鸣器发出声响;
30、步骤d6、待电机控制回路检查和测试正确后,关闭所有电源,拆除测试装置。
31、所述plc点位调试中网络分析的具体过程如下:
32、将测试电脑通过网线连接到plc设备上,打开测试界面进行网络扫描;从扫描结果中查看拓扑视图,检查拓扑连接关系,判断是否有故障、ip地址是否重复、是否符合设计要求。
33、所述plc系统i/o测试装置,包括数字量输入端、数字量输出端、模拟量输入端、外部连接端和连接插片,其中,数字量输入端给plc传输0或1,即低电位和高电位的信号;数字量输出端接收从plc内部程序输出的状态,通过led灯的亮与暗表示出来,亮为1,暗为0;模拟量输入端采集外部的反馈信号并输入,外部连接端通过两组外部端子与电压或电流表相连接,用于检测plc的模拟输出量;整个测试装置通过连接插片与plc进行通讯,实现数字量、模拟量的信号传输。
34、所述plc点位调试中应用测试装置测试i/o信号包括如下步骤:
35、步骤a、将plc系统i/o测试装置一端的连接插片插入plc端子上,使测试装置和plc相连接通讯;
36、步骤b、将plc系统i/o测试装置一端的航空插头与设备相连,使测试装置和设备相连接通讯;
37、步骤c、通过两组外部端子与电压或电流表相连接,对plc的模拟输出量的电压及电流信号进行检测。
38、与现有技术相比,上述发明具有如下优点或者有益效果:
39、1、该冶金自动化系统电气设备模块化预调试方法,以液压站单体设备、mcc控制回路与plc接口为例进行项目应用研究,取得了不错的应用效果。这些技术的应用为冶金自动化系统带来了很多好处,包括在提高系统稳定性、安全性和效率,降低维修率和带电作业风险,并缩短工期,提高调试效率方面都得到了不错的印证。它们对冶金自动化系统的模块化预调试技术的实用与推广具有重要意义。
40、2、液压站的新型单体调试,有效解决了plc监控系统无法及时投用的难题,实现设备本体温度、液压油箱油位、油压的实时监测,有利于提高二次精冲的稳定性和安全性,提升液压站系统的冲洗效率50%,最终实现对液压系统电气的快速调试。
41、3、mcc控制回路检查和测试,有效降低设备维修率,大量恒速电机调试和试车效率提升70%,减少设备在线带电处理问题的情况,从而大大降低带电作业风险,对电气预调试和调试进度提供保障。
42、4、plc在线预调试,为缩短工期提高调试效率做了一次有益的尝试,有效提高生产线的安全性与可靠性,效率提升40%,并可及时检测和解决plc控制程序中的潜在问题。
- 还没有人留言评论。精彩留言会获得点赞!