一种灵动岛链式生产模式控制方法及系统与流程
本发明涉及智能制造,特别是一种灵动岛链式生产模式控制方法及系统。
背景技术:
1、当前白车身产线的制造工艺仍然固化,导致生产线无法根据不同产品智能规划并执行生产路线,这引发了一系列问题。首先,生产线与每种固定产品一一对应,这意味着导入新产品之前,必须对生产线进行适应性改造。其次,随着导入的车型增多,控制系统和识别系统的硬件需求也不断累加。此外,随着导入的车型增加,控制系统软件也需要反复调整和更新。最后,完全新的产品导入可能会出现控制系统与生产工艺不匹配的情况,导致无法适配新产品的生产。这限制了新车型的导入,可能要么需要建立新的生产线,要么对所有可能导入新车型的生产线进行兼容性分析,这将带来庞大的人力资源需求和时间消耗,并且前期评估的准确性也存在不确定性。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于现有的当前白车身产线的制造工艺仍然固化问题,提出了本发明。
3、因此,本发明所要解决的问题在于如何解决当前白车身生产线的制造工艺固化问题,以及实现分布式管理和控制,降低了整条生产线上的集中控制冗余。
4、为解决上述技术问题,本发明提供如下技术方案:
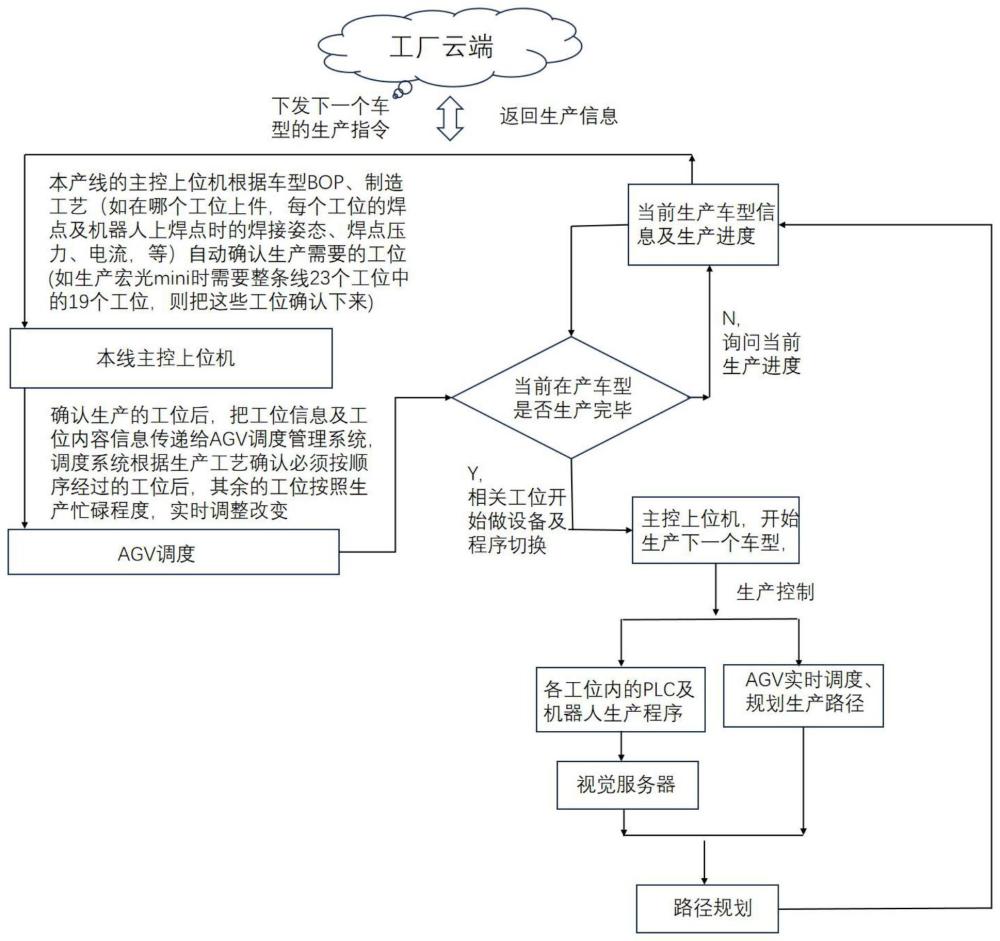
5、第一方面,本发明实施例提供了一种灵动岛链式生产模式控制方法,其包括当前生产线的主控上位机通过接收生产指令中的车型bop和生产进度信息进行生产调度;接收生产指令后,系统根据车型bop和制造工艺自动确认所需的生产工位;确认生产工位后,将工位信息和工位内容传递给agv调度管理系统,调度管理系统根据生产工艺确定必须按顺序经过的工位,并根据工位的生产忙碌程度对其余工位进行实时调整和改变;系统判断当前在产车型是否生产完毕,若判断生产未完毕,则向工厂云端查询当前生产进度;
6、若在“灵动岛”中的agv工装上的一个产车型被系统中的电控信号标记为生产已完毕,则与本“灵动岛”相关联的工位开始进行设备及程序切换,同时主控上位机启动本“功能岛”下一个车型的生产流程。
7、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:进行生产调度包括以下步骤:通过利用云端的算力将产品与对应的工艺对应起来,在生产过程实时调用功能相同的“岛”来满足生产,减少生产等待,并分配到各个岛屿中执行,同时将这些制造岛屿按照工艺流程连接起来以形成一个完整的岛链系统;云端借助无线传输技术实时引导移动工装在不同的灵动岛之间进行移动,并监控其行进路线和工作状态;云端根据待生产产品的生产指令实时分析其工艺需求,并规划出一个适合生产该产品的岛链;岛链生成后,当前生产线的主控上位机通过接收生产指令中的车型bop和生产进度信息进行生产调度。
8、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:系统根据车型bop和制造工艺自动确认所需的生产工位包括以下步骤:主控上位机解析生产指令中的车型信息,并根据预设的车型生产设备bom清单确定组成此车型所需的全部部件的种类和数量;主控上位机根据部件种类查询预设的制造工艺路线数据库,确定每个部件的加工工序及过程;通过汇总所有部件的工序信息,主控上位机对此车型完整的制造工艺流程进行规划,并确定需要启用哪些生产工位来完成该工艺路线;对于工艺路线中需要重要生产设备的工位,主控上位机提前进行调度以确保到达此工序时设备就绪;在生产过程中,主控上位机根据实时的生产进度信息适时调度后续需要启用的工位,以保证各工序间流水作业;如果工艺路线需要调整工序顺序或增加工序,主控上位机则通过重新解析经优化的工艺路线来更新生产线的调度方案。
9、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:主控上位机提前进行调度包括通过plc控制切换岛内的机器人对与视觉伺服定位装置对接,具体公式如下:
10、
11、其中,b为圆台上平面到激光测距仪发射点的距离,x、y、z为圆锥台底面中心坐标。
12、
13、其中,a'x、a'y、a'z、b'x、b'y、b'z、c'x、c'y、c'z分别代表a'、b'、c'点的x、y、z坐标,ta、tb、tc分别为激光测距仪到圆台的距离,t为常数。
14、
15、其中,αa为点a'处的激光角度的倾斜角,βa为点a'处的激光角度的方位角,x、y、z为圆锥台底面中心坐标,xa、ya、za分别为激光发射仪a照射在圆锥台上的点坐标,δx、δy、δz为偏移量。
16、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:主控上位机提前进行调度还包括利用克里金算法以提高安装在机器人末端的视觉系统测量的精度,具体公式如下:
17、
18、其中,rij为半方差,为克里金误差,σ2为方差,ωi、ωj为权重系数,n为观测值。
19、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:主控上位机提前进行调度还包括通过视觉设备和算法达到实时检测和校正上件的定位精度,具体公式如下:
20、
21、其中,mk,i为第k次从p、q标准特征板中选取的三个点的第i个点,k=1,2,..,k,m'k,i为第k次从移动后的p、q标准特征板选取对应mk,i的点,r'wk、t′wk为第k次的平移矩阵。
22、作为本发明所述灵动岛链式生产模式控制方法的一种优选方案,其中:调度管理系统根据生产工艺确定必须按顺序经过的工位包括以下步骤:确认生产工位后,将工位信息和工位内容传递给agv调度管理系统;agv调度管理系统根据生产工艺分析出必须严格按顺序经过的关键工位,并考量各工位的实时生产状态,对非关键工位进行动态调整和改变以实现优化调度;调度管理系统向切换岛的agv调度管理系统发送指令,指示其切换成匹配待生产产品的工装以确保进行精准作业;在接到产品后,agv调度管理系统按照工艺岛链预定的顺序,将产品移动到不同的工艺岛进行相应的作业;根据生产工艺确定必须按顺序经过的工位,并根据工位的生产忙碌程度对其余工位进行实时调整和改变。
23、第二方面,本发明实施例提供了一种灵动岛链式生产模式控制系统,其包括生产调度模块,用于通过接收生产指令中的车型bop和生产进度信息进行生产调度;生产工位确认模块,用于在接收生产指令后根据车型bop和制造工艺自动确认所需的生产工位;实时调整模块,用于在确认生产工位后将工位信息和工位内容传递给agv调度管理系统,调度管理系统根据生产工艺确定必须按顺序经过的工位,并根据工位的生产忙碌程度对其余工位进行实时调整和改变;系统判断模块,用于通过调整结果,系统判断当前在产车型是否生产完毕,并执行相应操作。
24、第三方面,本发明实施例提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中:所述计算机程序指令被处理器执行时实现如本发明第一方面所述的灵动岛链式生产模式控制方法的步骤。
25、第四方面,本发明实施例提供了一种计算机可读存储介质,其上存储有计算机程序,其中:所述计算机程序指令被处理器执行时实现如本发明第一方面所述的灵动岛链式生产模式控制方法的步骤。
26、本发明有益效果为:本发明中将各个灵动岛内的执行动作实现分布式管理和控制,降低了整条生产线上的集中控制冗余;通过根据云端给出的岛链规划,灵活地调度移动工装完成各个灵动岛的作业;系统能够实时规划移动工装和灵动岛之间的等待和路线,使得各个岛中的设备能够被充分利用,发挥它们的最大生产能力;本发明适用于黑灯工厂内的控制,无需人工干预;当某个灵动岛发生故障时,系统可以调用或切换当前任务和移动工装,使其去其他灵动岛完成当前岛的作业;本发明通过灵活控制,解决了生产工艺和控制固化的问题,提高了制造的灵活性和适应性。
- 还没有人留言评论。精彩留言会获得点赞!