一种基于工业互联网的数字化改造方法与流程
本发明涉及数字化改造,更具体地涉及一种基于工业互联网的数字化改造方法。
背景技术:
1、工业互联网是新一代信息通信技术与工业经济深度融合的新型基础设施、应用模式和工业生态,通过对人、机、物以及系统等的全面连接,构建起覆盖全产业、全价值链的全新制造和服务体系,为工业乃至产业数字化、网络化以及智能化发展提供了实现途径,数字化改造是通过技术手段打通产、销、存和顾客管理各个板块,完成商业模式和组织模式的变革,数字化改造通过数字化技术和人工智能技术的应用,可以实现线上线下的融合,提高商家的运营效率和服务质量,可以实现信息化管理和智能化管理,从而降低人力成本和管理成本。
2、现有的基于工业互联网的数字化改造方法已运用于工业生产中,但是现有的数字化改造方法仅对生产线进行数字化分析与调整,未结合加工现场生产的实际情况,没有结合设备实时状态的数据、加工工艺数据以及产品质量数据对生产车间的综合运行效率进行分析,导致对工业生产情况分析并不全面,进而无法有效提高生产车间的生产效率。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明提供了一种基于工业互联网的数字化改造方法,以解决上述背景技术中存在的问题。
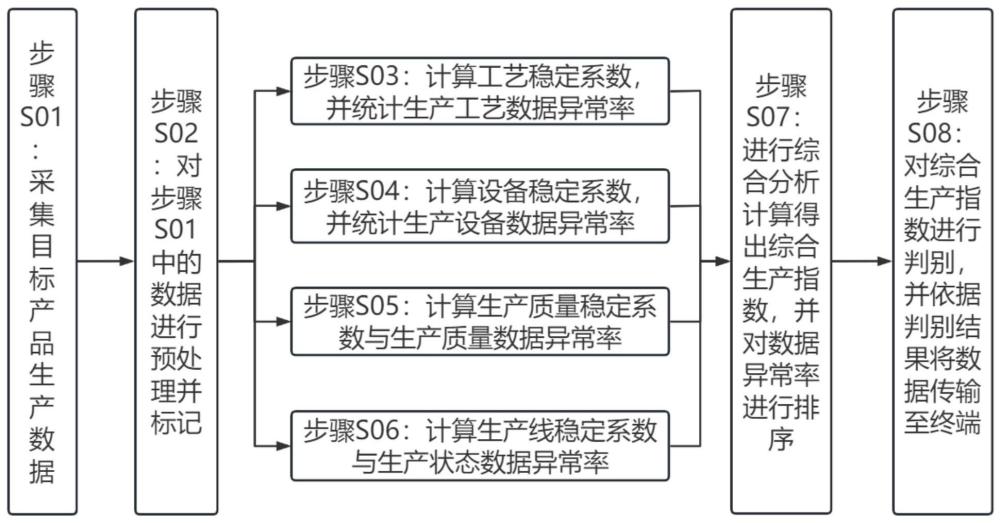
2、本发明提供如下技术方案:一种基于工业互联网的数字化改造方法,包括以下步骤:
3、步骤s01:采集目标产品生产数据:采集目标产品生产过程中的生产工艺数据、生产设备数据、生产质量数据以及生产线生产状态数据;
4、步骤s02:对步骤s01中的数据进行预处理并标记:对步骤s01中采集的工业产品生产数据进行预处理,得到可直接使用的生产工艺数据、生产设备数据、生产质量数据以及生产线生产状态数据,并对生产工艺数据与生产设备数据进行标记;
5、步骤s03:基于步骤s02中的生产工艺数据,计算工艺稳定系数:基于步骤s02中预处理后的生产工艺数据,计算各道工序的独立工艺稳定系数与目标产品生产的整体工艺稳定系数,并统计生产工艺数据异常率;
6、步骤s04:基于步骤s02中的生产设备数据,计算设备稳定系数:基于步骤s02中预处理后的生产设备数据,计算各道工序的独立设备稳定系数与标产品生产的整体设备稳定系数,并统计生产设备数据异常率;
7、步骤s05:基于步骤s02中预处理后的生产质量数据,计算生产质量稳定系数与生产质量数据异常率;
8、步骤s06:基于步骤s02中预处理后的生产线生产状态数据,计算生产线稳定系数与生产状态数据异常率;
9、步骤s07:基于步骤s03、步骤s04、步骤s05以及步骤s06的数据,进行综合分析计算得出综合生产指数,并对生产工艺数据异常率、生产设备数据异常率、生产质量数据异常率以及生产状态数据异常率进行排序;
10、步骤s08:对步骤s07中的综合生产指数进行判别,若判别结果为需要优化,则将判别结果与步骤s07中数据异常率的排序情况传输至终端,若判别结果为不需要优化,则将判别结果与数据异常率最大值传输至终端。
11、优选的,所述步骤s02中对生产工艺数据与生产设备数据进行标记的方式为:若目标产品共存在g道工序,则将第g道工序所对应的工艺温度标记为wg,第g道工序所对应的工艺速度标记为sg,第g道工序所对应的生产设备的工作电流标记为ig,第g道工序所对应的生产设备的工作电压标记为vg,第g道工序所对应的生产设备的设备工作压力标记为pg,其中,g=1、2、3……g。
12、优选的,所述独立工艺稳定系数的计算包括以下步骤:
13、步骤s11:将目标产品总产量标记为n,则第i个产品在第g道工序的工艺温度记为wgi,第i个产品在第g道工序的工艺速度记为sgi,其中,i=1、2、3……n;
14、步骤s12:计算第g道工序的工艺温度偏离系数与工艺速度偏离系数:其中,wg′为第g道工序的工艺温度均值,工艺温度偏离系数,其中,sg′为第g道工序的工艺速度均值,asg为第g道工序的工艺速度偏离系数;
15、步骤s13:计算第g道工序的独立工艺稳定系数:adg=k1(1-awg)+k2(1-asg),其中,adg为第g道工序的独立工艺稳定系数,k1为工艺温度比例因子,k2为工艺速度比例因子。
16、优选的,所述整体工艺稳定系数的计算公式为:其中,ad′为独立工艺稳定系数均值,az为目标产品生产的整体工艺稳定系数。
17、优选的,所述独立设备稳定系数的计算包括以下步骤:
18、步骤s21:将目标产品总产量标记为n,则第i个产品经过第g道工序所对应的生产设备时的工作电流记为igi,第i个产品经过第g道工序所对应的生产设备时的工作电压记为vgi,第i个产品经过第g道工序所对应的生产设备时的设备工作压力记为pgi,其中,i=1、2、3……n;
19、步骤s22:计算第g道工序的设备电流偏离系数、设备电压偏离系数以及设备压力偏离系数:其中,ig′为第g道工序所对应的生产设备的工作电流均值,big为第g道工序的设备电流偏离系数,其中,vg′为第g道工序所对应的生产设备的工作电压均值,bvg为第g道工序的设备电压偏离系数,其中,pg′为第g道工序所对应的生产设备的设备工作压力均值,bpg为第g道工序的设备压力偏离系数;
20、步骤s23:计算第g道工序的独立设备稳定系数:bdg=λ1(1-big)+λ2(1-bvg)+λ3(1-bpg),其中,bdg为第g道工序的独立设备稳定系数,λ1为设备工作电流比例因子,λ2为设备工作电压比例因子,λ3为设备工作压力比例因子。
21、优选的,所述整体设备稳定系数的计算公式为:其中,bd′为独立设备稳定系数均值,bz为目标产品生产的整体设备稳定系数。
22、优选的,所述生产质量稳定系数的计算公式为:其中,h为目标产品的合格总数量,ti为第i个产品生产所用时间,t′为目标产品生产所用的时间均值,n为目标产品总产量。
23、优选的,所述生产线稳定系数的计算公式为:其中,m为生产线总数量,j=1、2、3……m,rj为第j条生产线的产品日产量,xj为第j条生产线的产品合格数量,h为目标产品的合格总数量,dz为生产线稳定系数。
24、优选的,所述综合生产指数的计算公式为:其中,n为目标产品总产量,h为目标产品的合格总数量,η为目标产品的特性参数影响因子,u为综合生产指数。
25、优选的,所述综合生产指数进行判别的标准为:当u≥φ时,则判别结果为不需要优化,当u<φ时,则判别结果为需要优化,所述φ的值满足φ≥90%。
26、本发明的技术效果和优点:
27、(1)本发明通过设有步骤s03、步骤s04、步骤s05以及步骤s06,有利于通过生产工艺数据计算各道工序的独立工艺稳定系数与目标产品生产的整体工艺稳定系数,并统计生产工艺数据异常率,通过生产设备数据,计算各道工序的独立设备稳定系数与标产品生产的整体设备稳定系数,并统计生产设备数据异常率,通过生产质量数据,计算生产质量稳定系数与生产质量数据异常率,通过生产线生产状态数据,计算生产线稳定系数与生产状态数据异常率,为后续计算综合生产指数奠定了基础,从生产工艺数据、生产设备数据、生产质量数据以及生产状态数据四个方面对工业生产情况进行分析,结果更加全面。
28、(2)本发明通过设有步骤s07,有利于基于生产工艺数据、生产设备数据、生产质量数据以及生产状态数据计算得出综合生产指数,将加工现场生产的实际情况结合设备实时状态、加工工艺以及产品质量的数据情况,对生产车间的综合运行情况进行分析,增加了对工业生产情况分析的全面性,并对数据异常率进行排序,从而使工作人员能够有针对性地对数据进行检验与优化,提高了生产车间的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!