机加产线控制方法、装置、计算机设备、存储介质和产品与流程
本技术涉及精密制造,特别是涉及一种机加产线控制方法、装置、计算机设备、存储介质和计算机程序产品。
背景技术:
1、随着科技发展,自动化和智能化发展提高制造业的生产效率已经成为现代制造业的发展方向,智能机械加工生产线控制系统应用越来越广泛。目前的智能机械加工生产线的控制系统主要通过plc(可编程逻辑控制器)对生产线的流程进行控制,将一系列不同的自动化专机按照生产工艺顺序的先后次序进行排列,通过自动化传输系统将涉及到的全部专机连接起来,从而减少了人工的参与过程。产品生产的流程是由一台专机完成对应的工序操作后,经过自动化传输系统将已经完成的半成品及生产过程信息自动传送到下一台专机继续进行新的工序操作,直到完成所有的工序。
2、然而,目前的智能控制方法,存在灵活性和自适应性低的问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提高机加产线的灵活性和自适应性的机加产线控制方法、装置、计算机设备、计算机可读存储介质和计算机程序产品。
2、第一方面,本技术提供了一种机加产线控制方法,包括:
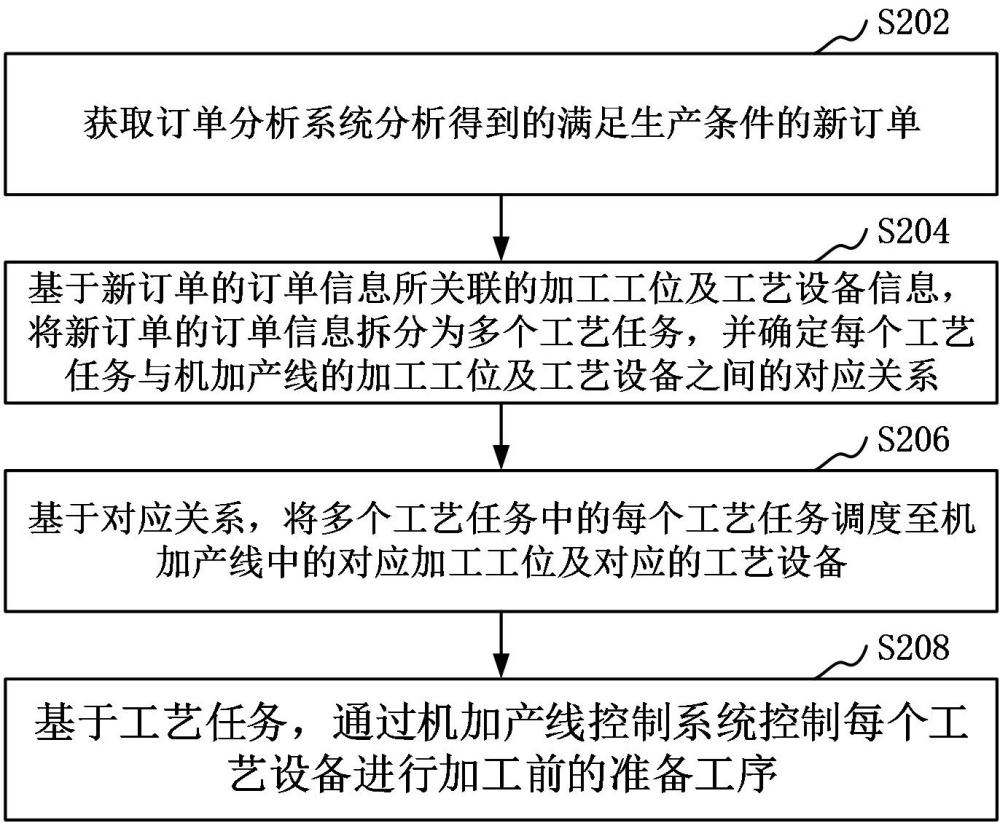
3、获取订单分析系统分析得到的满足生产条件的新订单;
4、基于所述新订单的订单信息所关联的加工工位及工艺设备信息,将所述新订单的订单信息拆分为多个工艺任务,并确定每个所述工艺任务与所述机加产线的加工工位及工艺设备之间的对应关系;
5、基于所述对应关系,将所述多个工艺任务中的每个工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备;所述加工工位用于放置待加工零件;所述工艺设备用于将待加工零件传送至所述加工工位,或部署于所述加工工位用于基于所述工艺任务对待加工零件进行加工;
6、基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序。
7、在其中一个实施例中,所述加工工位包括立体库;所述基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序包括:
8、基于所述工艺任务的工艺参数,确定每个所述工艺任务对应使用的工具;
9、调度所述立体库的工艺设备,将每个所述工艺任务对应使用的工具从指定库位调度至对应的加工工位。
10、在其中一个实施例中,所述工艺设备包括数控机床;所述基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序包括:
11、基于所述工艺任务的零件参数,确定数控机床的零件夹持状态和刀具是否与所述零件参数适配;
12、在所述数控机床的零件夹持状态或刀具不适配的情况下,切换所述零件夹持状态或更换适配刀具,以与所述工艺任务的零件参数适配。
13、在其中一个实施例中,所述工艺设备包括三坐标尺寸检测设备;所述基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序包括:
14、基于所述工艺任务的零件尺寸,向所述三坐标尺寸检测设备发送测量校准指令;所述测量校准指令用于指示所述三坐标尺寸检测设备进行侧量校准;
15、调度测量校准后的所述三坐标尺寸检测设备对前一加工工位加工后的零件进行尺寸检测,以检测所述前一加工工位加工后的零件是否符合当前加工工位的尺寸条件。
16、在其中一个实施例中,所述加工工位包括焊接工作站;所述基于所述对应关系,将多个所述工艺任务中的每个所述工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备,包括:
17、根据工艺任务中的焊接参数,向部署于所述焊接工作站的工艺设备发送针对工艺任务对应的零件的焊接执行指令。
18、在其中一个实施例中,所述工艺设备包括机器人;所述基于所述对应关系,将多个所述工艺任务中的每个所述工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备,包括:
19、根据多个所述工艺任务中的取件号和放件号分别确定对应的取件工位和放件工位;
20、在任意所述加工工位的工艺设备需要执行对应的工艺任务之前,调用机器人从所述取件号对应的取件工位上抓取零件,并将所述零件放至所述放件号对应的放件工位。
21、在其中一个实施例中,所述根据多个所述工艺任务中的取件号和放件号分别确定对应的取件工位和放件工位之后,还包括:
22、根据所述取件号判断所述机器人的抓手是否与所述取件工位的零件适配;
23、在所述机器人的抓手不适配的情况下,发出将当前抓手更换为适配抓手的指令。
24、第二方面,本技术还提供了一种机加产线控制装置,包括:
25、新订单获取模块,用于获取订单分析系统分析得到的满足生产条件的新订单;
26、工艺任务创建模块,用于基于所述新订单的订单信息所关联的加工工位及工艺设备信息,将所述新订单的订单信息拆分为多个工艺任务,并确定每个所述工艺任务与所述机加产线的加工工位及工艺设备之间的对应关系;
27、工艺任务调度模块,用于基于所述对应关系,将多个所述工艺任务中的每个所述工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备;所述加工工位用于放置待加工零件;所述工艺设备用于将待加工零件传送至所述加工工位,或部署于所述加工工位用于基于所述工艺任务对待加工零件进行独立加工;
28、准备工序调度模块,用于基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序。
29、第三方面,本技术还提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现以下步骤:
30、获取订单分析系统分析得到的满足生产条件的新订单;
31、基于所述新订单的订单信息所关联的加工工位及工艺设备信息,将所述新订单的订单信息拆分为多个工艺任务,并确定每个所述工艺任务与所述机加产线的加工工位及工艺设备之间的对应关系;
32、基于所述对应关系,将所述多个工艺任务中的每个工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备;所述加工工位用于放置待加工零件;所述工艺设备用于将待加工零件传送至所述加工工位,或部署于所述加工工位用于基于所述工艺任务对待加工零件进行加工;
33、基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序。
34、第四方面,本技术还提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现以下步骤:
35、获取订单分析系统分析得到的满足生产条件的新订单;
36、基于所述新订单的订单信息所关联的加工工位及工艺设备信息,将所述新订单的订单信息拆分为多个工艺任务,并确定每个所述工艺任务与所述机加产线的加工工位及工艺设备之间的对应关系;
37、基于所述对应关系,将所述多个工艺任务中的每个工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备;所述加工工位用于放置待加工零件;所述工艺设备用于将待加工零件传送至所述加工工位,或部署于所述加工工位用于基于所述工艺任务对待加工零件进行加工;
38、基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序。
39、第五方面,本技术还提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现以下步骤:
40、获取订单分析系统分析得到的满足生产条件的新订单;
41、基于所述新订单的订单信息所关联的加工工位及工艺设备信息,将所述新订单的订单信息拆分为多个工艺任务,并确定每个所述工艺任务与所述机加产线的加工工位及工艺设备之间的对应关系;
42、基于所述对应关系,将所述多个工艺任务中的每个工艺任务调度至所述机加产线中的对应加工工位及对应的工艺设备;所述加工工位用于放置待加工零件;所述工艺设备用于将待加工零件传送至所述加工工位,或部署于所述加工工位用于基于所述工艺任务对待加工零件进行加工;
43、基于所述工艺任务,通过机加产线控制系统控制每个所述工艺设备进行加工前的准备工序。
44、上述机加产线控制方法、装置、计算机设备、存储介质和计算机程序产品,通过获取来自订单分析系统的新订单,根据新订单的订单信息关联的加工工位及工艺设备的信息将订单信息拆分为多个工艺任务,可以根据不同的加工工位和工艺设备的情况,对每个工艺任务进行灵活分配和调度,以适应不同的生产情况和资源利用率,提高生产的自适应性。通过确定每个工艺任务与机加产线的加工工位及工艺设备之间的对应关系,对多个工艺任务可以并行地、相互独立的进行生产计划和调度,提高生产效率和灵活性。通过控制每个工艺设备进行加工前的准备工序,可以提前做好生产准备工作,减少生产过程中的等待时间,提高生产效率。综上,该方法能够提高生产灵活性和自适应性,使生产过程更加高效和灵活。
- 还没有人留言评论。精彩留言会获得点赞!