超细粉尘在加气混凝土生产中的直接应用控制系统及方法与流程
本发明属于加气混凝土生产控制系统,具体为一种超细粉尘在加气混凝土生产中的直接应用控制系统及方法。
背景技术:
1、加气混凝土作为一种轻质多孔建筑材料,因其卓越的保温、隔音和耐火性能,在建筑行业中备受青睐。加气混凝土这种建筑材料主要由石灰、水泥、硅砂、粉煤矿、矿渣、石膏、发气剂(铝粉)以及超细粉尘组成。在其生产过程中,超细粉尘的精确使用至关重要,它不仅能够提升混凝土的流动性和减少孔隙率,还能增强其强度和耐久性。然而,现有技术在处理超细粉尘方面仍存在不足,如:
2、①供应量控制不精确:超细粉尘的供应量对加气混凝土的质量至关重要,如果供应量过多或过少,都会影响混凝土的孔隙率和强度;现有技术目前还无法实现对超细粉尘供应量的精确控制,导致混凝土性能不稳定;
3、②混合过程不均匀:混合过程中超细粉尘与其他原材料的均匀混合是保证产品质量的关键,混合不均匀会导致混凝土内部结构不一致,影响其保温、隔音和耐火性能;
4、③浆料温度控制不稳定:加气混凝土的浆料温度直接影响发气剂的反应速率和最终产品的质量;温度控制不稳定可能会导致混凝土内部气孔分布不均,影响其结构强度和耐久性。
5、现有技术带来的这些问题不仅影响产品质量,还可能对生产安全和效率构成威胁。因此,迫切需要开发一种新的控制系统及方法,这种系统和方法能够更精确地处理超细粉尘,并能够快速适应生产过程中的各种变化,以确保加气混凝土的质量和生产效率得到保障。
技术实现思路
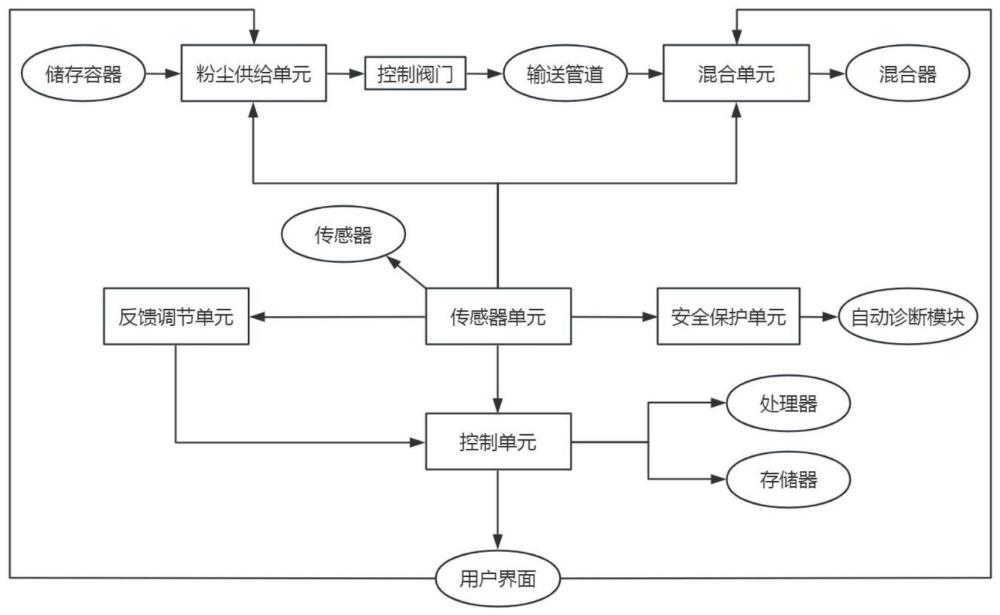
1、针对以上问题,本发明提供一种超细粉尘在加气混凝土生产中的直接应用控制系统及方法。该系统通过整合多个功能单元,包括粉尘供给单元、混合单元、控制单元、传感器单元、反馈调节单元和安全保护单元,实现超细粉尘在加气混凝土生产过程中的精确控制,同时优化了混合过程。
2、本系统采用的计量装置、混合器、实时监测和反馈调节技术,不仅确保超细粉尘的精确供应和混合物的均匀性,还通过实时监测和智能反馈,提高加气混凝土的生产效率和产品质量,此外,该系统还包括有自动诊断模块和预警模块,进一步加强了生产过程的安全性,为超细粉尘在加气混凝土生产应用方向提供了全面的解决方案。
3、为实现上述目的,本发明采用的技术方案具体实现方式如下:
4、本发明提供一种超细粉尘在加气混凝土生产中的直接应用控制系统及方法,该系统通过整合粉尘供给单元、混合单元、控制单元、传感器单元、反馈调节单元和安全保护单元,实现了对加气混凝土生产过程中超细粉尘使用的精确控制,具体包括以下单元:
5、①粉尘供给单元,配置有至少一个储存容器,用于储存超细粉尘,并通过至少一个输送管道将所述超细粉尘输送至混合单元;储存容器通过控制阀门与输送管道相连;输送管道与混合单元相连;
6、②混合单元,包括至少一个混合器,用于将所述超细粉尘与石灰、水泥、硅砂、粉煤矿、矿渣、铝粉和石膏按照预设比例进行混合,以形成用于加气混凝土生产的浆料;
7、③控制单元,包括至少一个处理器和至少一个存储器,处理器配置有用于执行程序指令的硬件和软件资源,包括中央处理器、随机存取存储器、只读存储器、输入/输出端口、系统总线、操作系统和应用程序;程序指令用于控制粉尘供给单元和混合单元的操作;存储器用于存储程序指令和参数设置;
8、④传感器单元,包括多个传感器,分别布置在粉尘供给单元和混合单元的不同位置,,用于实时监测超细粉尘的供应量、混合物的均匀性、浆料的温度和粘度这些关键参数,并将监测数据传输至控制单元、反馈调节单元和安全保护单元;
9、⑤反馈调节单元,实时接收传感器单元提供的监测数据,自动调整粉尘供给单元和混合单元的操作参数,以确保浆料质量符合加气混凝土生产的要求;反馈调节单元与控制单元相连;
10、⑥安全保护单元,包括至少一个自动诊断模块,用于实时监测设备的运行状态和性能;所述安全保护单元在监测到超细粉尘供应过量、混合物温度异常或传感器故障时,会自动启动紧急停机程序,以防止设备损坏和生产事故;安全保护单元与粉尘供给单元、混合单元、控制单元以及传感器单元相连。
11、进一步的,粉尘供给单元还包括至少一个计量装置,用于控制超细粉尘的供应量;该计量装置接收来自控制单元的操作指令来调整供应量,以适应不同的生产需求和条件变化;所述粉尘供给单元还包括至少一个除尘装置,用于在输送管道输送超细粉尘时去除超细粉尘含有的杂质,保证粉尘的纯净度,从而提高加气混凝土的最终质量。
12、进一步的,粉尘供给单元的操作流程如下:
13、①超细粉尘存储:处理后的超细粉尘储存在一个或多个储存容器中;
14、②计量和提取:在生产流程需要使用超细粉尘的阶段时,连接在储存容器和输送管道之间的计量装置会启动,并通过控制阀门按照预设比例取出所需的超细粉尘量;
15、③输送与除尘:提取出的超细粉尘通过输送管道被输送至混合单元,在输送管道传输过程中,超细粉尘会经过除尘装置,去除超细粉尘中存在的杂质,包括有机杂质、无机杂质、水分、气体等,确保粉尘的纯净度;
16、④混合:经过清洁的超细粉尘在混合单元与石灰、水泥、硅砂、粉煤矿、矿渣、铝粉和石膏按照预设比例混合,形成加气混凝土浆料。
17、在整个过程中,传感器单元和反馈调节单元会进行实时监测,控制单元来调节粉尘供给单元和混合单元的操作,以确保加气混凝土浆料质量符合加气混凝土生产的要求。
18、进一步的,所述混合单元的混合器还包括至少一个搅拌装置,用于加速混合过程并确保混合物的均匀性;并且该搅拌装置设计有多个搅拌叶片,这些叶片以特定的角度和形状排列,以促进混合物的均匀性;混合器还配置有温度控制模块,用于在混合过程中维持恒定的温度,防止因温度波动导致的浆料品质不稳定。
19、进一步的,所述混合单元的操作流程如下:
20、①接收原材料:接收来自粉尘供给单元的超细粉尘,以及石灰、水泥、硅砂、粉煤矿、矿渣、铝粉和石膏等;
21、②启动搅拌装置:混合器中的搅拌装置启动,多个搅拌叶片开始运转,确保所有材料得到均匀混合,同时,混合器的温度控制模块持续工作,维持恒定的温度环境,以防止因温度波动导致的浆料品质不稳定。
22、进一步的,所述控制单元配置有用户界面,允许操作员手动输入或修改参数设置,如超细粉尘的供应量、混合比例等;并能够显示实时监测数据和系统状态,包括超细粉尘的供应量、混合物的均匀性、浆料的温度和粘度等关键参数,以便操作员进行实时监控。
23、进一步的,所述用户界面允许操作员通过触摸屏或物理按钮输入指令,以及当自动控制无法满足特定情况或紧急情况时,操作员有可以通过用户界面手动干预自动控制设置的选项,确保操作员可以快速响应任何生产变化或紧急情况。
24、进一步的,所述控制单元的操作流程如下:
25、①控制单元根据生产需求设定超细粉尘的供应量和其他材料的比例;
26、②控制单元指示粉尘供给单元的计量装置,通过控制阀门按照预设比例提供所需的超细粉尘量;
27、③控制单元接收传感器单元的监测数据,分析混合物的均匀性、浆料的温度和粘度等关键参数;
28、④如果监测数据显示超细粉尘比例参数偏离预设范围,控制单元会接收到来自反馈调节单元的调整参数,并相应地控制计量装置和控制阀门,以调整超细粉尘的供应量;
29、在整个生产过程中,控制单元还负责监控安全保护单元的状态,以防止任何异常情况导致的设备损坏和生产事故的发生。
30、进一步的,传感器单元包括至少一个重量传感器,用于监测超细粉尘的供应量;传感器单元还包括环境监测传感器,用于监测生产环境中的湿度、温度和压力的参数,以便及时调整生产条件,保证浆料质量。
31、所述传感器单元的高精度重量传感器布置位置有:
32、①输送管道和储存容器之间,用于监测超细粉尘的供应量,确保进入混合单元前的材料重量符合要求;
33、②输送管道的除尘装置之后,用于监测除尘后的超细粉尘是否满足预设比例和生产要求,若有偏差,通过控制单元和反馈调节单元进行参数调整,以达到精确控制;
34、③混合单元的混合器内部,用于监测混合物的均匀性、浆料的温度和粘度,确保混合过程中的质量控制。
35、进一步的,所述反馈调节单元还包括至少一个智能算法模块,该模块利用机器学习和人工智能技术,分析传感器单元提供的监测数据,并自动优化操作参数;所述智能算法模块能够根据当前生产情况,调整粉尘供给单元和混合单元的操作参数,以实现更高效和更稳定的生产过程。
36、具体来说,反馈调节单元的工作流程如下:
37、①数据接收:反馈调节单元从传感器单元接收关于超细粉尘供应量、混合物均匀性、浆料温度和粘度等的实时监测数据;
38、②智能分析:智能算法模块分析接收到的监测数据,识别任何偏离预设参数的情况;
39、③参数调整:根据分析结果,若到达混合单元的超细粉尘未达预设值,智能算法模块计算出调整参数,所述反馈调节单元将调整参数传输给控制单元,以纠正偏差并优化生产过程;
40、④操作执行:控制单元接收到调整参数之后,调整后的操作参数被发送到粉尘供给单元和混合单元,并相应地控制计量装置和控制阀门,以调整超细粉尘的供应量,确保浆料质量符合加气混凝土生产的要求;
41、⑤持续监控:反馈调节单元持续监测传感器单元传输的监测数据,直至超细粉尘的供应量达到预设值,将结果反馈给控制单元。
42、在pid算法的辅助下,智能算法模块通过以下步骤实现精确控制:
43、①设定目标值:根据加气混凝土的生产要求,设定超细粉尘的供应量(sp)作为目标值;
44、②实时监测:通过传感器单元实时监测超细粉尘的实际供应量(pv);
45、③误差计算:计算误差(e(t)),即目标值(sp)和实际值(pv)之间的差值:
46、e(t)=sp-pv
47、④pid算法进行调节:
48、比例控制(p):计算比例项pout,它是误差e(t)乘以比例系数kp:
49、pout=kp×e(t)
50、积分控制(i):计算积分项iout,它是过去所有误差的累积和乘以积分系数ki:
51、
52、微分控制(d):计算微分项dout,它是误差变化率乘以微分系数kd:
53、
54、⑤控制器输出:将比例、积分、微分控制项相加,得到控制器的总输出u(t),用于调整控制阀门的开度或其他调节机制:
55、u(t)=pout+iout+dout
56、通过这种集成的方法,反馈调节单元能够确保超细粉尘的供应量精确匹配预设目标,同时智能算法模块的自动调整功能,为加气混凝土生产带来了更高的效率和稳定性。
57、进一步的,在加气混凝土的整个生产过程中,安全保护单元的作用至关重要。安全保护单元主要通过如下步骤确保整个生产线的安全运行:
58、①自动诊断系统持续监测设备的运行状态和性能,包括磨损、故障或性能下降等;
59、②当自动诊断系统检测到设备的任何异常状况时,它会立即分析异常的严重性和可能的原因;
60、③如果检测到的异常状况可能影响生产安全,自动诊断系统会发出警报并在用户界面进行提示,通知操作员进行维护;
61、④在监测到严重的异常情况时,如超细粉尘供应过量、混合物温度过高或传感器故障等,安全保护单元会自动启动紧急停机程序,以防止设备损坏和生产事故;
62、⑤操作员根据自动诊断系统的通知进行维护或更换部件后,安全保护单元会继续监测设备的状态,确保问题得到解决。
63、进一步的,所述的一种超细粉尘在加气混凝土生产中的直接应用控制方法,它的完整步骤如下:
64、步骤1、所述控制单元根据生产需求设定超细粉尘的供应量和其它材料的比例,其它材料包括石灰、水泥、硅砂、粉煤矿、矿渣、铝粉和石膏;
65、步骤2、所述控制单元启动计量装置获取满足预设值的超细粉尘,并开启控制阀门,从储存容器中提取所需量的超细粉尘进入输送管道;
66、步骤3、提取出的超细粉尘通过输送管道被输送至混合单元,在输送过程中,除尘装置会去除超细粉尘中含有的杂质;
67、步骤4、所述传感器单元监测超细粉尘到达混合单元时的实际供应量,并将数据传输至控制单元和反馈调节单元;
68、步骤5、所述反馈调节单元接收来自传感器单元的监测数据,分析并计算出调整参数;若到达混合单元的超细粉尘未达预设值,所述反馈调节单元将调整参数传输给控制单元;
69、步骤6、所述控制单元接收来自反馈调节单元的调整参数,并相应地控制计量装置和控制阀门,以调整超细粉尘的供应量;
70、步骤7、所述传感器单元实时监测超细粉尘的实际供应值,直到反馈调节单元确认混合单元接收满足预设值的超细粉尘后,反馈调节单元将确认数据传输至控制单元;
71、步骤8、所述控制单元接收反馈调节单元的确认数据后,启动混合单元的搅拌装置和温度控制模块;
72、步骤9、所述安全保护单元在生产过程中实时监测设备的运行状态,在检测到异常状况时,如超细粉尘供应过量、混合物温度过高或传感器故障,会自动启动紧急停机程序,并将警报结果传输至控制单元,显示在用户界面上。
73、进一步的,在完整步骤的步骤4中,所述传感器单元监测超细粉尘到达混合单元时的实际供应量的过程进一步包括:在超细粉尘通过计量装置并进入输送管道时,实时监测超细粉尘的流量;在超细粉尘通过输送管道的除尘装置并在进入混合单元之前,通过传感器单元再次监测超细粉尘的流量;并将监测到的数据实时传输至反馈调节模块。
74、进一步的,在完整步骤的步骤5中,所述反馈调节单元接收来自传感器单元的监测数据并分析计算出调整参数的过程进一步包括:所述反馈调节模块接收来自传感器单元的实时数据,评估超细粉尘的实际供应量是否满足混合单元的需求;若实际供应量低于预设值,反馈调节单元将根据实际供应量与预设值之间的差异,自动计算出所需的调整量,并指示控制单元启动并调整计量装置的参数以及控制阀门的开度。
75、进一步的,在完整步骤的步骤6中,在所述控制单元接收来自反馈调节单元的调整参数后,不仅调整计量装置和控制阀门,还包括以下子步骤:
76、①所述控制单元根据反馈调节单元提供的调整参数计算出新的操作指令,包括计量装置的运行速度和控制阀门的开度;
77、②所述控制单元将新的操作指令发送至粉尘供给单元和混合单元;
78、③所述控制单元监测执行新操作指令后的结果,若超细粉尘的实际供应量仍未达到预设值,控制单元将继续接收反馈调节单元的调整参数,进行迭代调整直至满足要求;
79、④所述控制单元在调整过程中实时更新用户界面上的监测数据和系统状态。
80、本发明的有益效果:
81、本发明提供了一种超细粉尘在加气混凝土生产中的直接应用控制系统及方法,该系统通过整合多个功能单元,实现了超细粉尘使用过程的精确控制,并优化了混合过程,提高了加气混凝土的生产效率和产品质量,同时保障了生产过程的安全性。
82、本发明采用了计量装置、搅拌装置、温度控制模块、除尘装置、高精度重量传感器、环境监测传感器、智能算法模块和自动诊断系统等先进的技术和设备,不仅确保了超细粉尘的精确供应和混合物的均匀性,还通过实时监测和智能反馈,自动调整操作参数,以适应不同的生产需求和条件变化,从而实现了更高效和更稳定的生产过程。
83、本发明还配置了用户界面,允许操作员手动输入或修改参数设置,实时显示监测数据和系统状态,提供警报和提示信息,以及在紧急情况下手动覆盖自动控制设置的能力,确保操作员可以快速响应任何生产变化或紧急情况,提高了操作的便捷性和灵活性。
84、本发明的控制系统和方法适用于各种规模和类型的加气混凝土生产线,能够有效地利用超细粉尘作为一种新型的添加剂,提高加气混凝土的强度、稳定性和耐久性,降低生产成本和环境污染,为加气混凝土的发展和应用提供了新的技术支持。
- 还没有人留言评论。精彩留言会获得点赞!