一种用于工厂自动化的步数计算方法与流程
本发明属于工厂自动控制,具体涉及一种用于工厂自动化的步数计算方法。
背景技术:
1、工厂专用管线为减少人工操作,开展自动产品参数控制功能设计,但在整个自动控制过程中,须严格按照顺序步数进行执行,因此,需要对执行步数进行标记、处理为计算机可识别信息。在进行步数处理的过程中,经常会遇到跳步、重复步、死循环等问题。
技术实现思路
1、本发明解决的技术问题,对工厂自动控制过程中执行步数进行识别、标记、处理。针对几种不同的步数计算情况,通过主从计算的方式,将其转化为计算机可识别的标记信息,并提供步数处理的过程中的跳步、重复步、死循环等的解决问题。
2、本发明采用的技术方案:
3、一种用于工厂自动化的步数计算方法,包括如下步骤:s1、参数录入时步数计算;s2、调压时的步数计算方法;s3、继续收料时的步数计算;采用主从计算方法,首先以参数录入时的情况为主线开展计算,当出现压力调整时或继续收料时,转为从线计算模式,并将最终结果返回主线计算。
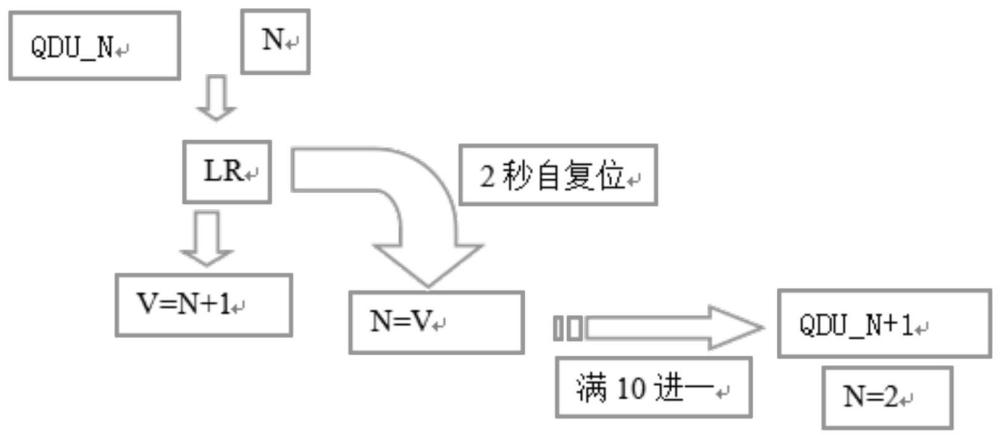
4、所述参数录入时步数计算,包括设定初始条件,设定触发变量lr,设定整型变量n用作步数标记设定临时步数存储整型变量v;设定lr触发公式:v=n+1。
5、当lr为on触发状态时,启动参数录入时的步数计算判断,达成触发公式条件,将步数变量n的值加1,然后将结果赋值给临时步数存储整型变量v。
6、当lr发生一次on跳变时,立即进行内部时钟计时,当计时达到2秒后,对lr进行off赋值;lr变量被重新赋值为off,不再达成触发公式条件,v的值不再受n+1影响,仅保持当前值,接触中间变量v值的锁定。
7、设定变量lr在从on状态变为off状态时,产生一个下降沿,取该下降沿为触发条件,将解除锁定的v值赋给步数变量n,n值被最新的v值所替代,等效于公式为n=n+1。
8、所述调压时的步数计算方法,包括设定调压触发变量pjdout,设定公式n=n+1进行步数加1操作,用计算机扫描周期进行执行次数锁定,对调压触发变量pjdout进行复位设定,当其跳变为on一个计算机周期后,立即赋值为off常保持状态,此时不再触发n=n+1,计算完成后,返回s1计算。
9、当pjdout为on时达成触发步数计算条件,此时,计算方法由s1跳转至s2。
10、设定步数n值不可跳出本循环,即n≤10,且qdu_n循环变量保持不变。
11、所述继续收料时的步数计算,包括设定继续收料触发变量jx,设定以变量jx为on状态作为触发条件,启动步数变量n与循环变量qdu_n置值判断,即当jx=on时,将动步数变量n与循环变量qdu_n直接置值为0;设定第一记录栏步数置值方式,当jx=on时延迟1秒,即当变量jx跳变为on状态3秒后,再次对n进行置值,此时将其置值为1,通过该项置值,表示继续收料工作进入第一记录栏;计算完成后,返回s1主线计算。
12、所述变量以按钮触发的方式,当需要继续收料时,点击按钮,则继续收料触发变量jx从常off状态跳变为on状态,此时,从主线计算s1跳转至从线s3。
13、与现有技术相比,本发明的有益效果在于:
14、(1)本发明提供的一种用于工厂自动化的步数计算方法,以主从计算方法,包含了整个控制环节的步数计算变化,并提供相应情况下的自动步数计算切入、返回方法。
15、(2)本发明提供的一种用于工厂自动化的步数计算方法,能够解决跳步、重复步、死循环的问题。
16、(3)本发明提供的一种用于工厂自动化的步数计算方法,通过先赋值给恒定值,再延迟稳定一段时间后,再对其进行加1处理。该方式一方面可以消除累加1前置触发条件多次触发的问题;另一方面,可以通过恒定值的赋值,锁住被赋值参数,避免后续干扰性赋值。
17、(4)本发明提供的一种用于工厂自动化的步数计算方法,通过对触发变量进行标记,触发时为on状态,下降时为off状态,上升与下降之间设置时间差。通过临时变量v及下降沿触发防止利由于计算机扫描周期造成的多次赋值问题。通过v值锁定以及下降沿触发,确保利在锁定阶段和赋值阶段仅执行一次目标操作。
18、本发明提供的一种用于工厂自动化的步数计算方法,首次参数可保持的计算方法。通过循环累加的方式对步数变量进行赋值,但当达到循环最大值10以后,只跳只循环次数为2,确保首次步数的各种参数唯一。同时,为继续收料开放参数重置接口,直接将继续收料时的步数投送为1。
19、(6)本发明提供的一种用于工厂自动化的步数计算方法,考虑到调压属于本次循环内开展的干预操作,因此,设定步数n值不可跳出本循环,即n≤10,且qdu_n循环变量保持不变。该方式可确保在调压时,不进行新一轮的主从计算。
技术特征:
1.一种用于工厂自动化的步数计算方法,其特征在于,包括如下步骤:s1、参数录入时步数计算;s2、调压时的步数计算方法;s3、继续收料时的步数计算;采用主从计算方法,首先以参数录入时的情况为主线开展计算,当出现压力调整时或继续收料时,转为从线计算模式,并将最终结果返回主线计算。
2.根据权利要求1所述的用于工厂自动化的步数计算方法,其特征在于,所述参数录入时步数计算,包括设定初始条件,设定触发变量lr,设定整型变量n用作步数标记设定临时步数存储整型变量v;设定lr触发公式:v=n+1。
3.根据权利要求2所述的用于工厂自动化的步数计算方法,其特征在于,当lr为on触发状态时,启动参数录入时的步数计算判断,达成触发公式条件,将步数变量n的值加1,然后将结果赋值给临时步数存储整型变量v。
4.根据权利要求3所述的用于工厂自动化的步数计算方法,其特征在于,当lr发生一次on跳变时,立即进行内部时钟计时,当计时达到2秒后,对lr进行off赋值;lr变量被重新赋值为off,不再达成触发公式条件,v的值不再受n+1影响,仅保持当前值,接触中间变量v值的锁定。
5.根据权利要求4所述的用于工厂自动化的步数计算方法,其特征在于,设定变量lr在从on状态变为off状态时,产生一个下降沿,取该下降沿为触发条件,将解除锁定的v值赋给步数变量n,n值被最新的v值所替代,等效于公式为n=n+1。
6.根据权利要求5所述的用于工厂自动化的步数计算方法,其特征在于,所述调压时的步数计算方法,包括设定调压触发变量pjdout,设定公式n=n+1进行步数加1操作,用计算机扫描周期进行执行次数锁定,对调压触发变量pjdout进行复位设定,当其跳变为on一个计算机周期后,立即赋值为off常保持状态,此时不再触发n=n+1,计算完成后,返回s1计算。
7.根据权利要求6所述的用于工厂自动化的步数计算方法,其特征在于,当pjdout为on时达成触发步数计算条件,此时,计算方法由s1跳转至s2。
8.根据权利要求6所述的用于工厂自动化的步数计算方法,其特征在于,设定步数n值不可跳出本循环,即n≤10,且qdu_n循环变量保持不变。
9.根据权利要求5所述的用于工厂自动化的步数计算方法,其特征在于,所述继续收料时的步数计算,包括设定继续收料触发变量jx,设定以变量jx为on状态作为触发条件,启动步数变量n与循环变量qdu_n置值判断,即当jx=on时,将动步数变量n与循环变量qdu_n直接置值为0;设定第一记录栏步数置值方式,当jx=on时延迟1秒,即当变量jx跳变为on状态3秒后,再次对n进行置值,此时将其置值为1,通过该项置值,表示继续收料工作进入第一记录栏;计算完成后,返回s1主线计算。
10.根据权利要求9所述的用于工厂自动化的步数计算方法,其特征在于,所述变量以按钮触发的方式,当需要继续收料时,点击按钮,则继续收料触发变量jx从常off状态跳变为on状态,此时,从主线计算s1跳转至从线s3。
技术总结
本发明属于工厂自动控制技术领域,具体涉及一种用于工厂自动化的步数计算方法。本发明包括如下步骤:S1、参数录入时步数计算;S2、调压时的步数计算方法;S3、继续收料时的步数计算;采用主从计算方法,首先以参数录入时的情况为主线开展计算,当出现压力调整时或继续收料时,转为从线计算模式,并将最终结果返回主线计算。本发明对工厂自动控制过程中执行步数进行识别、标记、处理,针对几种不同的步数计算情况,通过主从计算的方式,将其转化为计算机可识别的标记信息,并提供步数处理的过程中的跳步、重复步、死循环等的解决问题。
技术研发人员:杨超,禹俊,陈祥毅,蔡方勇,龚敏艳,刘萌梅,胡伟林,姚国峰,张庆元
受保护的技术使用者:四川红华实业有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!