工件检测设备控制方法、系统、电子设备及存储介质与流程
本申请涉及工业控制,尤其涉及一种工件检测设备控制方法、系统、电子设备及计算机可读存储介质。
背景技术:
1、随着工业控制领域中机器人和自动化技术的不断发展,家电制造和检测领域采用了越来越多的新技术和新工艺来进行工件检测,单靠人工进行工件检测已经严重限制了生产效率的提升空间。传统的工件检测方案通常是使用人工、机械臂或龙门设备等工件检测设备来实现对电器(如空调)内机端子的通断测试,但是检测效率较低,而且机械臂和龙门设备等工件检测设备难以在生产线中传输带高速的运转速度的情况下跟上传送带上待检测工件的移动速度和位置,不能有效地执行工件检测步骤,在影响检测效率的同时也对生产线的生产效率带来了较大的影响。
技术实现思路
1、本申请的主要目的在于提供一种工件检测设备控制方法、系统、电子设备及计算机可读存储介质,旨在解决传统工件检测方案的检测效率偏低的技术问题。
2、为实现上述目的,本申请提供一种工件检测设备控制方法,所述工件检测设备控制方法包括:
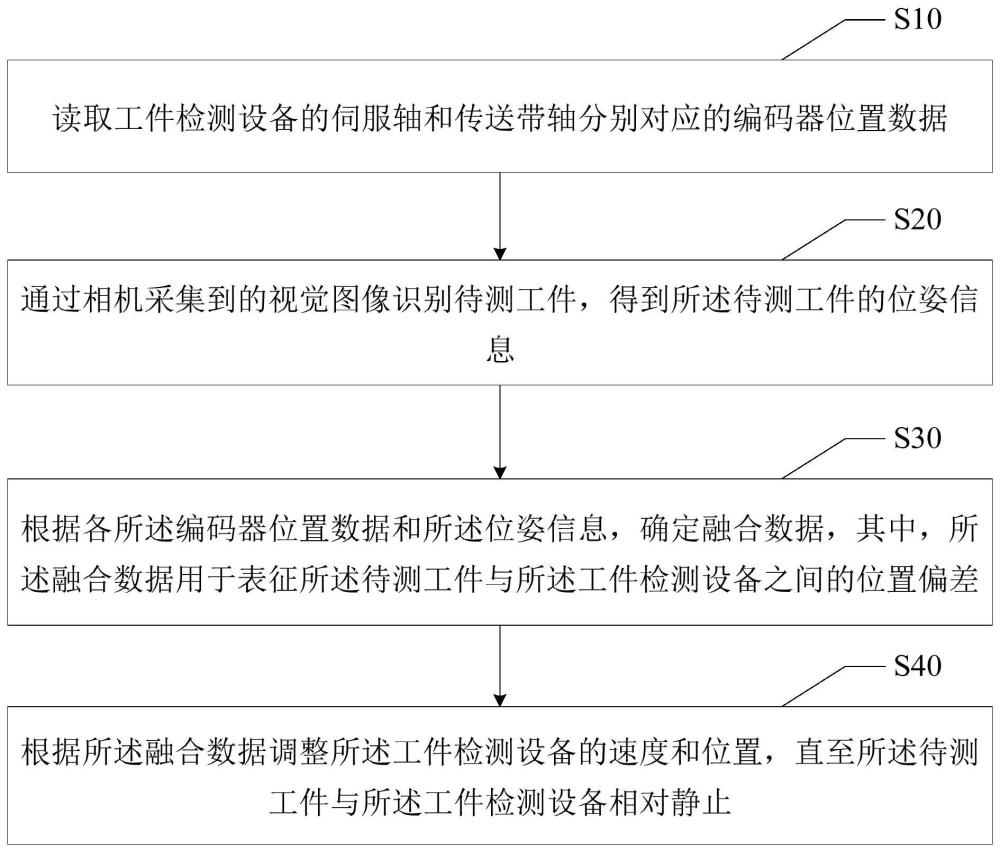
3、读取工件检测设备的伺服轴和传送带轴分别对应的编码器位置数据;
4、通过相机采集到的视觉图像识别待测工件,得到所述待测工件的位姿信息;
5、根据各所述编码器位置数据和所述位姿信息,确定融合数据,其中,所述融合数据用于表征所述待测工件与所述工件检测设备之间的位置偏差;
6、根据所述融合数据调整所述工件检测设备的速度和位置,直至所述待测工件与所述工件检测设备相对静止。
7、可选地,所述根据各所述编码器位置数据和所述位姿信息,确定融合数据的步骤,包括:
8、基于各所述编码器位置数据和所述位姿信息分别对应的时间戳,对齐各所述编码器位置数据和所述位姿信息;
9、将时间戳已对齐的各所述编码器位置数据和所述位姿信息进行融合,得到融合数据。
10、可选地,所述伺服轴至少包括跟随轴,所述根据所述融合数据调整所述工件检测设备的速度和位置的步骤,包括:
11、将所述融合数据输入预设的pi控制器,确定所述工件检测设备的设定位置;
12、通过所述pi控制器,调整所述工件检测设备的跟随轴的速度和位置,直至所述跟随轴的位置符合所述设定位置。
13、可选地,所述通过所述pi控制器,调整所述工件检测设备的跟随轴的速度和位置的步骤,包括:
14、将所述pi控制器的比例环节和积分环节的取值初始化为默认值;
15、在默认值的基础上,通过预设步长调整所述比例环节的取值,直至所述比例环节的取值和所述积分环节的取值分别达到对应的预设值;
16、通过所述pi控制器根据所述比例环节的取值和所述积分环节的取值调整所述跟随轴的速度和位置。
17、可选地,所述伺服轴至少包括旋转轴,所述通过相机采集到的视觉图像识别待测工件,得到所述待测工件的位姿信息的步骤,包括:
18、通过相机采集传送带所在区域的视觉图像,对所述视觉图像进行识别;
19、当在所述视觉图像中识别到待测工件时,通过控制旋转轴调整所述工件检测设备的角度,直至所述工件检测设备与所述相机对齐;
20、根据所述待测工件在所述视觉图像中的位置和所述相机所在的坐标系,读取所述待测工件的位姿信息。
21、可选地,所述伺服轴至少包括平移轴和上下轴,在所述根据所述融合数据调整所述工件检测设备的速度和位置,直至所述待测工件与所述工件检测设备相对静止的步骤之后,所述方法还包括:
22、通过调整平移轴和上下轴,将所述工件检测设备的末端工装接触所述待测工件的待测位置;
23、根据所述末端工装对所述待测工件进行检测,得到检测结果。
24、可选地,在所述根据所述末端工装对所述待测工件进行检测的步骤之后,所述方法还包括:
25、若所述检测结果为合格,则将所述工件检测设备移动到默认位置;
26、若所述检测结果为不合格,则输出不合格提示信息。
27、本申请还提供一种工件检测设备控制系统,所述一种工件检测设备控制系统包括:
28、运动控制模块,其中,所述运动控制模块包括工件检测设备和传送带,其中,所述传送带包括传送带轴,所述传送带轴用于运输所述传送带和所述传送带上的待测工件,所述工件检测设备的伺服轴至少包括跟随轴、平移轴、上下轴以及旋转轴,所述跟随轴与所述传送带轴的运动方向一致,用于移动所述工件检测设备,所述平移轴用于调整横向偏差,所述上下轴用于调整纵向偏差,所述旋转轴用于调整所述工件检测设备的角度;
29、视觉识别模块,所述视觉识别模块包括相机,所述相机用于采集所述传送带所在区域的视觉图像,所述视觉图像用于确定所述待测工件的位姿信息。
30、本申请还提供一种电子设备,所述电子设备为实体设备,所述电子设备包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如上所述工件检测设备控制方法的步骤。
31、本申请还提供一种可读存储介质,所述可读存储介质为计算机可读存储介质,所述计算机可读存储介质上存储有实现工件检测设备控制方法的程序,所述实现工件检测设备控制方法的程序被处理器执行以实现如上所述工件检测设备控制方法的步骤。
32、本申请还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上述的工件检测设备控制方法的步骤。
33、本申请提供了一种工件检测设备控制方法,本申请首先读取工件检测设备的伺服轴和传送带轴分别对应的编码器位置数据,同时通过相机采集到的视觉图像识别待测工件,得到所述待测工件的位姿信息,再根据各所述编码器位置数据和所述位姿信息,确定融合数据,其中,所述融合数据用于表征所述待测工件与所述工件检测设备之间的位置偏差,进而根据所述融合数据调整所述工件检测设备的速度和位置,直至所述待测工件与所述工件检测设备相对静止,本申请的技术方案中通过结合编码器位置数据和视觉识别到的工件的位姿信息来得到融合数据,用于反映工件检测设备与待测工件之间的位置差,并以融合数据为依据来调整工件检测设备自身的速度和位置情况,使工件检测设备的速度和位置尽量趋向与待测工件一致,实现工件检测设备和待测工件均在沿传送轴方向运动时两者之间的相对静止,本申请技术方案克服了机械臂和龙门设备等工件检测设备难以在生产线中传输带高速的运转速度的情况下跟上传送带上工件的移动速度的技术缺陷,为后续的工件检测步骤提供了有利条件,从而提升了对工件的检测效率。
技术特征:
1.一种工件检测设备控制方法,其特征在于,所述工件检测设备控制方法包括:
2.如权利要求1所述工件检测设备控制方法,其特征在于,所述根据各所述编码器位置数据和所述位姿信息,确定融合数据的步骤,包括:
3.如权利要求1所述工件检测设备控制方法,其特征在于,所述伺服轴至少包括跟随轴,所述根据所述融合数据调整所述工件检测设备的速度和位置的步骤,包括:
4.如权利要求3所述工件检测设备控制方法,其特征在于,所述通过所述pi控制器,调整所述工件检测设备的跟随轴的速度和位置的步骤,包括:
5.如权利要求1所述工件检测设备控制方法,其特征在于,所述伺服轴至少包括旋转轴,所述通过相机采集到的视觉图像识别待测工件,得到所述待测工件的位姿信息的步骤,包括:
6.如权利要求1所述工件检测设备控制方法,其特征在于,所述伺服轴至少包括平移轴和上下轴,在所述根据所述融合数据调整所述工件检测设备的速度和位置,直至所述待测工件与所述工件检测设备相对静止的步骤之后,所述方法还包括:
7.如权利要求6所述工件检测设备控制方法,其特征在于,在所述根据所述末端工装对所述待测工件进行检测的步骤之后,所述方法还包括:
8.一种工件检测设备控制系统,其特征在于,所述工件检测设备控制系统包括:
9.一种电子设备,其特征在于,所述电子设备包括:
10.一种可读存储介质,其特征在于,所述可读存储介质为计算机可读存储介质,所述计算机可读存储介质上存储有实现工件检测设备控制方法的程序,所述实现工件检测设备控制方法的程序被处理器执行以实现如权利要求1至7中任一项所述工件检测设备控制方法的步骤。
技术总结
本申请公开了一种工件检测设备控制方法、系统、电子设备及存储介质,本申请涉及工业控制技术领域,所述工件检测设备控制方法包括:读取工件检测设备的伺服轴和传送带轴分别对应的编码器位置数据;通过相机采集到的视觉图像识别待测工件,得到所述待测工件的位姿信息;根据各所述编码器位置数据和所述位姿信息,确定融合数据,其中,所述融合数据用于表征所述待测工件与所述工件检测设备之间的位置偏差;根据所述融合数据调整所述工件检测设备的速度和位置,直至所述待测工件与所述工件检测设备相对静止。本申请解决了传统工件检测方案的检测效率偏低的技术问题。
技术研发人员:聂松亮
受保护的技术使用者:广东美的智能科技有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!