一种碳化生产线低、高温炉气流控制系统的制作方法
本技术涉及一种碳化生产线低、高温炉气流控制系统,具体涉及碳纤维生产装置领域。
背景技术:
1、在碳纤维生产碳化过程中,低温碳化、高温碳化效果直接影响碳纤维成品的强度、模量性能指标,而低温炉、高温炉的气流情况代表炉内压力的重要体现。气流监测和控制暂行方法是定期进行手感法和炉门口风速仪检测法监测。以上方法局限性较高,手感法因人而异,存在较大误差,无法实现实时监测;炉门口风速仪检测法同样无法实时监测,同时受外界影响较大,存在误差较大。由于气流状态监测有效性较低,导致低、高温炉气流不均匀,影响炉内压力稳定性,从而导致碳化过程该工艺点稳定性差,影响产品性能指标及其稳定性,基于上述内容,本领域中缺少一种碳化生产线低、高温炉气流控制系统。
技术实现思路
1、针对上述现有技术存在的问题,本实用新型主要解决低、高温炉气流不均匀,炉内压力不稳定得问题。
2、本实用新型的目的通过以下方案实现:
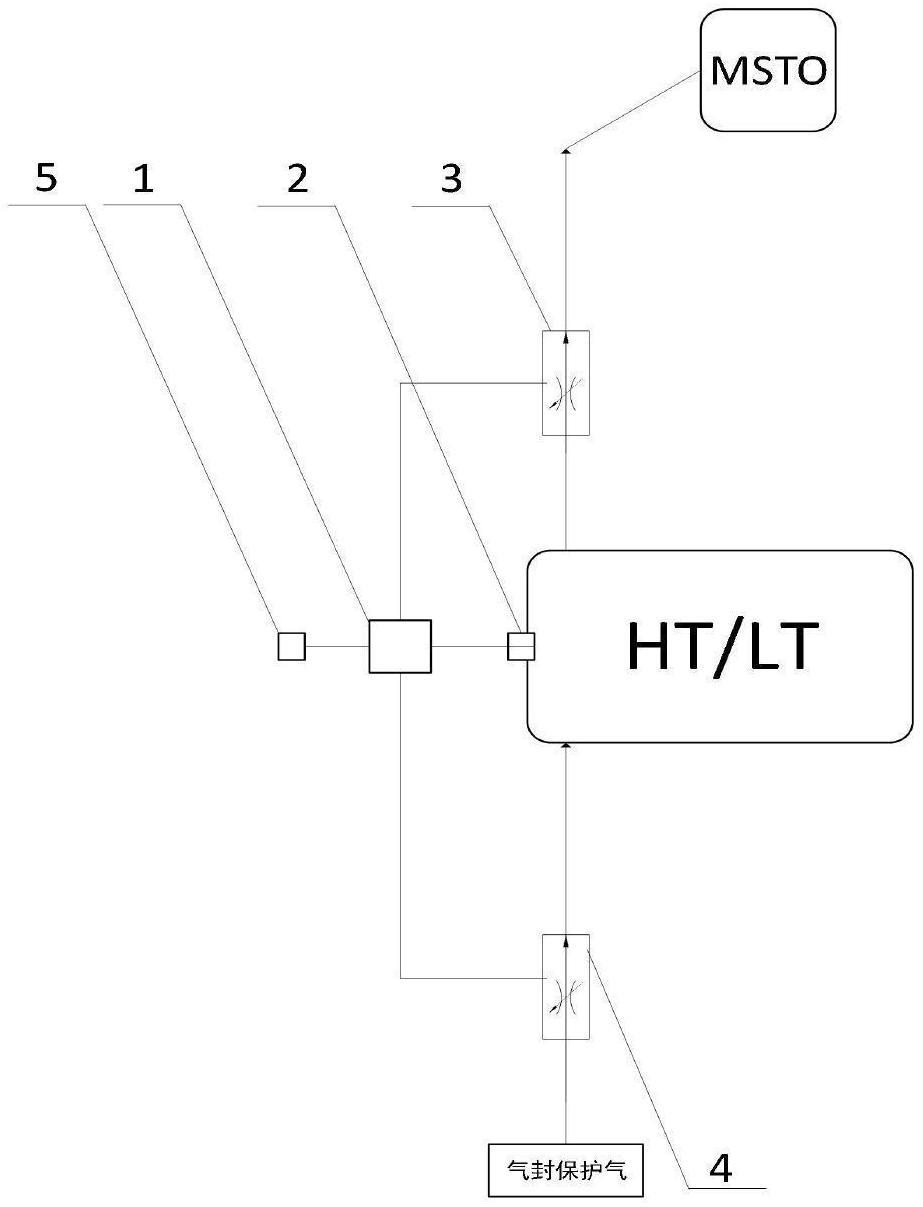
3、一种碳化生产线低、高温炉气流控制系统,设置气流传感器安装在炉门口,用于感应低、高温炉气流;气流传感器连接气流控制模块,气流传感器将低、高温炉气流信息转化成电信号传输给气流控制模块;气流控制模块气流控制模块连接气封保护气控制阀和废气控制阀,控制气封保护气控制阀和废气控制阀的开度,使气流均匀,平衡炉内压力,气流控制模块连接报警装置。
4、进一步的,气流传感器外壳材质为耐高温不锈钢,传感丝材质是钨丝或铂丝,保证传感器在高温环境下的工作稳定性。
5、进一步的,气流传感器安装位置在距离炉门口5cm中间位置,且与炉口之间为迷宫式,以确保传感器感应的气流不受外界影响。
6、进一步的,气流传感器通过接入惠斯顿电桥,通过惠斯顿电桥的电阻或电流的平衡关系,检测出被测截面的流速的电阻或电流的平衡关系,检测被测截面的流速。
7、进一步的,气流控制模块的阈值设置为标准风速3m/s;当风速传感器感应到炉口风速小于3m/s时,气流控制模块接收到风速低的信号,调大保护气控制阀,调小排废控制阀(调整速率为1%/min);当风速传感器感应到炉口风速大于3m/s时,气流控制模块接收到风速高的信号,调大保护气控制阀,调小排废控制阀;
8、进一步的,当风速小于0.5m/s或大于4.5m/s时,气流控制模块接收到风速过低/过高低的信号,此时调整速率为2%/min,同时触发报警装置。
9、进一步的,气流传感器具体为:(w410c2)。
10、进一步的,气流控制模块为:(bsq-12)。
11、进一步的,报警装置为:(g6b-4bnd(继电器)+lte-1101j(报警器))。
12、本实用新型相对于现有技术相比具有显著优点:
13、1、本实用新型旨在对低、高温炉的气流情况进行量化,并实现实时监测报警;当气流传感器感应到气流过低或过高时,控制系统触发报警装置,并且控制气封保护气控制阀和排废控制阀,实现气流均匀、炉内压力稳定,进而达到低、高温炉气流稳定控制的目的。
技术特征:
1.一种碳化生产线低、高温炉气流控制系统,其特征在于,设置气流传感器安装在炉门口,用于感应低、高温炉气流;气流传感器连接气流控制模块,气流传感器将低、高温炉气流信息转化成电信号传输给气流控制模块;气流控制模块连接气封保护气控制阀和废气控制阀,控制气封保护气控制阀和废气控制阀的开度,使气流均匀,平衡炉内压力,气流控制模块连接报警装置。
2.根据权利要求1所述的一种碳化生产线低、高温炉气流控制系统,其特征在于,气流传感器外壳材质为耐高温不锈钢,传感丝材质是钨丝或铂丝,保证传感器在高温环境下的工作稳定性。
3.根据权利要求2所述的一种碳化生产线低、高温炉气流控制系统,其特征在于,气流传感器安装位置在距离炉门口5cm中间位置,且与炉口之间为迷宫式,以确保传感器感应的气流不受外界影响。
4.根据权利要求1所述的一种碳化生产线低、高温炉气流控制系统,其特征在于,气流传感器通过接入惠斯顿电桥,通过惠斯顿电桥的电阻或电流的平衡关系,检测出被测截面的流速的电阻或电流的平衡关系,检测被测截面的流速。
5.根据权利要求1所述的一种碳化生产线低、高温炉气流控制系统,其特征在于,气流控制模块的阈值设置为标准风速3m/s;当风速传感器感应到炉口风速小于3m/s时,气流控制模块接收到风速低的信号,调大保护气控制阀,调小排废控制阀,调整速率为1%/min;当风速传感器感应到炉口风速大于3m/s时,气流控制模块接收到风速高的信号,调大保护气控制阀,调小排废控制阀。
6.根据权利要求5所述的一种碳化生产线低、高温炉气流控制系统,其特征在于,气流控制模块接收到风速过低/过高低的信号,设置当风速小于0.5m/s或大于4.5m/s时,此时调整速率为2%/min,同时触发报警装置。
技术总结
本技术涉及一种碳化生产线低、高温炉气流控制系统,本技术包括风速传感器、气流控制模块、报警装置、高精度排废控制阀、高精度气封保护气控制阀。本技术旨在对低、高温炉的气流情况进行量化,并实现实时监测报警。当气流传感器感应到气流过低或过高时,控制系统触发报警装置,并且控制气封保护气控制阀和排废控制阀,实现气流均匀、炉内压力稳定,进而达到低、高温炉气流稳定控制的目的。
技术研发人员:连峰,杨瑞,孙文祯,王宝贞
受保护的技术使用者:中复神鹰碳纤维西宁有限公司
技术研发日:20230322
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!