一种压力控制系统以及RH精炼设备的制作方法
本技术涉及冶金行业精炼工艺,尤其涉及一种压力控制系统以及rh精炼设备,特别是用于rh炉抽真空的蒸汽压力容错控制系统。
背景技术:
1、rh炉是炉外精炼主要设备之一,rh炉通过rh精炼设备抽真空进行钢水真空处理,提高钢水品质。rh炉蒸汽调节系统向喷射泵提供稳定的蒸汽压力,保证rh炉抽真空顺利进行。
2、目前,rh炉蒸汽压力控制系统由压力传感器,调节阀,控制单元plc组成,压力传感器与调节阀工作在高温、高粉尘的恶劣工业现场,容易发生突发设备故障,导致rh炉无法抽真空,造成rh炉生产中断及设备停机,甚至影响钢水质量。
技术实现思路
1、鉴于上述问题,提出了本实用新型以便提供一种克服上述问题或者至少部分地解决上述问题的压力控制系统以及rh精炼设备。
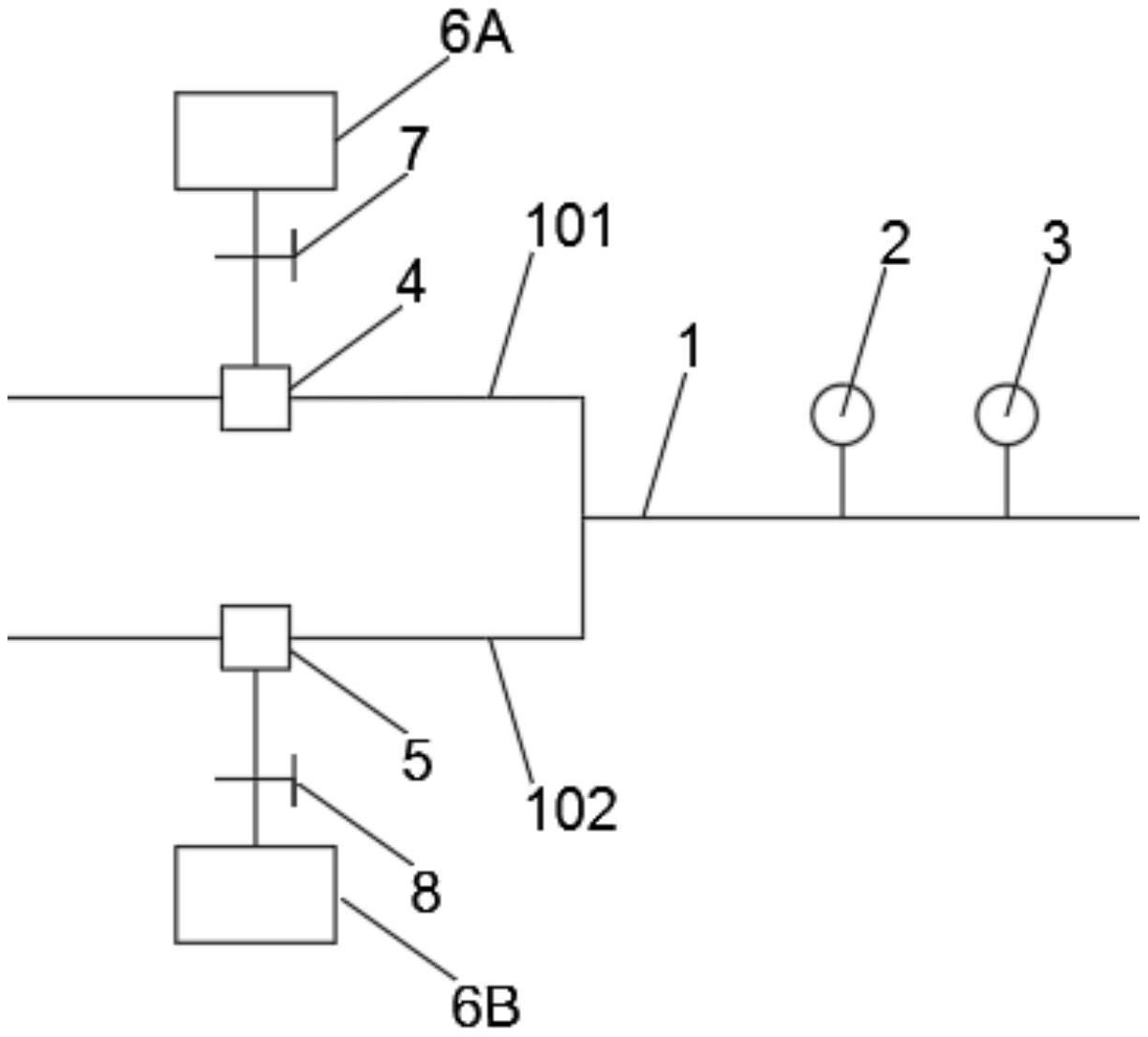
2、第一方面,提供一种压力控制系统,设置于蒸汽管道上,其特征在于,包括:压力检测单元、压力调节单元;
3、所述压力检测单元包括串联设置于所述蒸汽管道上的第一压力传感器、第二压力传感器;
4、所述压力调节单元包括并联设置于所述蒸汽管道上的第一调节阀、第二调节阀;
5、所述压力检测单元、压力调节单元通过控制单元联动控制。
6、可选的,所述第一调节阀、所述第二调节阀为气动调节阀,所述第一调节阀与驱动气源连接的管道上设置第一切断阀,所述第二调节阀与驱动气源连接的管道上设置第二切断阀。
7、可选的,所述控制单元包括联动的控制器、数字量模块以及模拟量模块,用于采集所述压力检测单元检测到的气体压力信息,并控制所述压力调节单元调节气体压力。
8、可选的,所述控制单元通过工业以太网与上位计算机监控系统通信连接。
9、可选的,所述蒸汽管道通过并联设置的第一支路管道、第二支路管道与供气源连接,所述第一调节阀设置于所述第一支路管道上,所述第二调节阀设置于所述第二支路管道上。
10、第二方面,提供一种应用第一方面所述压力控制系统的rh精炼设备,包括蒸汽喷射泵,所述蒸汽喷射泵包括喷嘴、混合室以及扩压器,所述喷嘴通过所述蒸汽管道与蒸汽源连接。
11、可选的,还包括精炼炉,所述精炼炉与所述蒸汽喷射泵的混合室通过管道连接。
12、本实用新型实施例中提供的技术方案,至少具有如下技术效果或优点:
13、本实用新型实施例提供的压力控制系统以及rh精炼设备,通过增加备用传感器及调节阀,当传感器或调节阀系统故障时,系统能够自动切换备用传感器及调节阀的容错控制系统,避免设备突发故障导致的生产中断,实现压力传感器、调节阀突发故障时也能正常进行压力调节,提高系统的稳定性。
14、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征和优点能够更明显易懂,以下特举本实用新型的具体实施方式。
技术特征:
1.一种压力控制系统,设置于蒸汽管道上,其特征在于,包括:压力检测单元、压力调节单元;
2.如权利要求1所述的压力控制系统,其特征在于,所述第一调节阀、所述第二调节阀为气动调节阀,所述第一调节阀与驱动气源连接的管道上设置第一切断阀,所述第二调节阀与驱动气源连接的管道上设置第二切断阀。
3.如权利要求1所述的压力控制系统,其特征在于,所述控制单元包括联动的控制器、数字量模块以及模拟量模块,用于采集所述压力检测单元检测到的气体压力信息,并控制所述压力调节单元调节气体压力。
4.如权利要求1所述的压力控制系统,其特征在于,所述控制单元通过工业以太网与上位计算机监控系统通信连接。
5.如权利要求1所述的压力控制系统,其特征在于,所述蒸汽管道通过并联设置的第一支路管道、第二支路管道与供气源连接,所述第一调节阀设置于所述第一支路管道上,所述第二调节阀设置于所述第二支路管道上。
6.一种应用权利要求1至5任一所述压力控制系统的rh精炼设备,包括蒸汽喷射泵,所述蒸汽喷射泵包括喷嘴、混合室以及扩压器,其特征在于,所述喷嘴通过所述蒸汽管道与蒸汽源连接。
7.如权利要求6所述的rh精炼设备,其特征在于,还包括精炼炉,所述精炼炉与所述蒸汽喷射泵的混合室通过管道连接。
技术总结
本技术公开了一种压力控制系统以及RH精炼设备,压力控制系统,设置于蒸汽管道上,包括压力检测单元、压力调节单元;所述压力检测单元包括串联设置于所述蒸汽管道上的第一压力传感器、第二压力传感器;所述压力调节单元包括并联设置于所述蒸汽管道上的第一调节阀、第二调节阀;所述压力检测单元、压力调节单元通过控制单元联动控制。通过本技术提供了一种工艺简化,成本较低的压力控制系统以及RH精炼设备。本技术实施例提供的压力控制系统以及RH精炼设备,通过增加备用传感器及调节阀,当传感器或调节阀系统故障时,系统能够自动切换备用传感器及调节阀的容错控制系统,避免设备突发故障导致的生产中断,提高系统的稳定性。
技术研发人员:张文博,付许利,秦佳星,曲操,李建军,文关俊,胡林,王东亮,谢洪文,张小辉
受保护的技术使用者:北京首钢股份有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!